阻燃抑烟型聚乳酸/竹粉复合材料性能研究
2014-09-11凌启飞李新功纪雨辛
凌启飞,李新功,纪雨辛,陈 茂
(中南林业科技大学材料科学与工程学院,湖南 长沙410004)
0 前言
我国已成为世界上最大的竹资源拥有国,但竹材利用率不高,资源浪费现象较为严重[1]。利用竹材加工剩余物深加工制成BF增强PLA制备复合材料不仅可以获得新型绿色可降解高分子材料,而且能够大大提高竹资源利用率低下的难题[2-4]。然而,BF和PLA极具易燃性,使其在实际应用中存在很大的消防安全隐患,大大限制了该类绿色环保材料的应用范围。ATH具有高效抑烟功能,APP阻燃抑热作用显著,综合二者特性互补组成复合阻燃剂制备阻燃抑烟型PLA/BF复合材料极具现实意义[5-8]。
本文分别采用ATH、APP、APP+ATH复合阻燃剂对PLA/BF复合材料进行阻燃抑烟处理,通过模压成型工艺制备了3种阻燃抑烟型PLA/BF复合材料,研究分析了其力学性能、热稳定性能和阻燃抑烟性能及各自作用机理。
1 实验部分
1.1 主要原料
BF,自制;
PLA,ESUNMP1001,颗粒状,深圳光华伟业实业公司;
ATH,粉末状,75μm,分解温度≥245℃,中国铝业股份有限公司中州分公司;
APP,粉末状,150μm,聚合度大于1500,分解温度≥275℃,长沙江龙化工有限公司。
1.2 主要设备及仪器
双辊开炼机,XK-160,青岛鑫城一鸣橡胶机械有限公司;
试验压机,QD86107,上海人造板机器厂;
万能力学试验机,DCS-R-100,日本岛津公司;
热重分析仪(TG),Pyris 6,美国 Perkin Elmer公司;
扫描电子显微镜(SEM),Quanta 450,美国FEI公司
锥形量热仪,FTT0007,英国燃烧测试技术公司。
1.3 样品制备
按表1准确称量BF及阻燃剂后混合均匀,然后与双辊开炼机中熔融状态的PLA共混,冷却后的块状混合物经强力塑料粉碎机粉碎成颗粒状碎料,然后再将碎料颗粒放入制好的模具中热压成型,锯切制样;混炼时间10 min,热压时间15 min,热压温度170℃。
表1 实验配方表Tab.1 The formula
1.4 性能测试与结构表征
按GB/T 1040—2006测试复合材料的拉伸强度,拉伸速率为10 mm/min;
按GB/T 1843—2008测试复合材料的冲击强度,样条无缺口,摆锤冲击能为7.5 J;
TG分析:采用连续升温程序,测试气氛为氮气,测试温度范围40~600℃,升温速率10℃/min;
阻燃抑烟性能测试:辐射功率为50 k W/m2,此辐射功率下复合材料表面温度约为760℃;
SEM分析:对复合材料拉伸断面和燃烧后的炭层进行测试和观察,测试电压为15 k V。
2 结果与讨论
2.1 力学性能分析
表2为阻燃抑烟型PLA/BF复合材料拉伸强度和冲击强度。可以看出,阻燃剂的引入降低了复合材料的拉伸强度和冲击强度。其中,ATH阻燃型复合材料的拉伸强度和冲击强度下降得最多,分别只有25 MPa和5.5 kJ/m2,与未处理的31 MPa和6.8 kJ/m2相比,分别下降了19.4%和19.1%。而APP+ATH复合阻燃复合材料的拉伸强度和冲击强度分别为27 MPa和6.0 kJ/m2,只下降了12.9%和11.7%。产生这种现象的原因是:阻燃剂的引入使得复合材料中PLA的含量降低,PLA对BF和阻燃剂的包覆变得不完整,增强材料BF与基体材料PLA间的黏合性能下降,且ATH和APP阻燃剂均为粉末状微粒,不具BF的延展性,增强效果变弱,以及引入阻燃剂后与BF、PLA间出现多重界面不相容使得阻燃型PLA/BF复合材料的力学性能较未阻燃的复合材料要差。相比APP和APP+ATH阻燃处理的复合材料,ATH单独阻燃时无机粒子与大分子间的界面不容及较大的粒径使得复合材料的拉伸强度和冲击强度下降得最明显。

表2 阻燃抑烟型PLA/BF复合材料的拉伸强度和冲击强度Tab.2 Tensile andimpact strength of flameretardant and smoke suppression PLA/BF composites
图1为PLA/BF阻燃抑烟复合材料的拉伸断面SEM照片。由图1(a)可见,未阻燃处理的复合材料断面中PLA对BF的包覆较为紧凑,ATH阻燃复合材料的断面中则存在大量的ATH粒子脱落而留下的微孔,无机ATH粒子与PLA大分子间呈现明显的界面不相容,宏观上显现出ATH阻燃型复合材料的力学强度较未处理的复合材料力学强度明显降低。无机高分子APP与有机大分子PLA界面具有一定的相似相容性,使得APP阻燃的复合材料断面较ATH阻燃的密实。APP+ATH阻燃的复合材料断面既不存在大量微孔,界面相容性不及单纯由APP阻燃的复合材料。这与上述对复合材料的拉伸强度和冲击强度分析的结果一致。
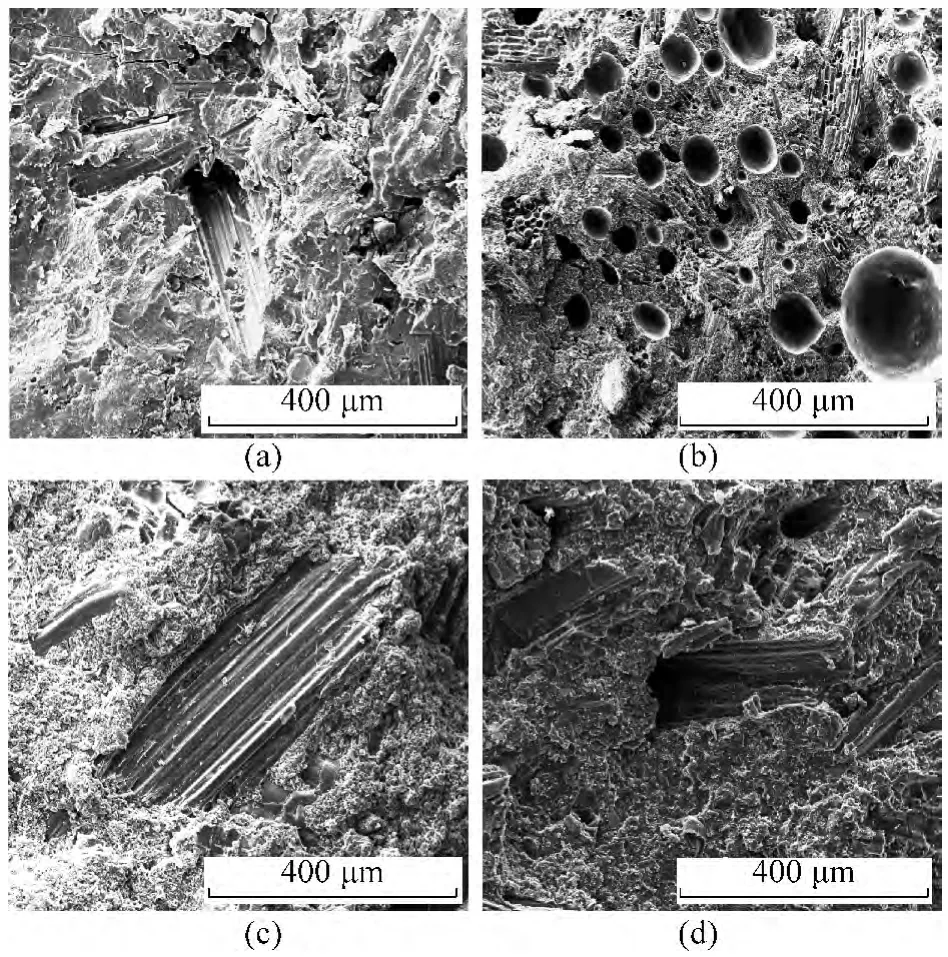
图1 PLA/BF复合材料断面的SEM照片Fig.1 SEM of PLA/BF composites
2.2 热稳定性分析
图2和图3为阻燃抑烟型PLA/BF复合材料TG和DTG曲线。由图可以看出,未处理的复合材料在290~380℃间存在一个急速热解失重的过程,对应复合材料的DTG峰较为细窄,其600℃残炭率仅为12.1%。ATH、APP及APP+ATH阻燃处理的复合材料的失重过程略为平缓,对应复合材料出现DTG曲线峰的温度依次为250~390℃、270~400℃和250~410℃,其各自600℃残炭率依次为20.3%、27.9%和26.3%。与未阻燃处理的复合材料相比,阻燃型PLA/BF复合材料失重阶段的温度区间要大,最终的残炭率分别增加了8.2%、15.8%和14.2%。这主要是因为ATH和APP的热分解温度分别为245℃和275℃左右,均先于BF和PLA分解,使阻燃型PLA/BF复合材料提前失重。二者热分解过程中均存在脱水吸热现象,延缓和提高了复合材料中PLA和BF发生热解反应的时间和温度。同时,ATH和APP在热解过程中对复合材料具有较强的催化作用,提升了复合材料的成炭量,尤其是APP分解产生的强脱水剂聚磷酸,能够促使PLA和BF脱水成炭。另外,阻燃剂的引入使得同等质量的阻燃剂高温热解后的残余物的质量比同等质量的复合材料高温热解后的残余物的质量要大。二者的双重作用使得阻燃型复合材料的残炭率明显提高。

图2 PLA/BF复合材料的TG曲线Fig.2 TG curves of PLA/BF composites
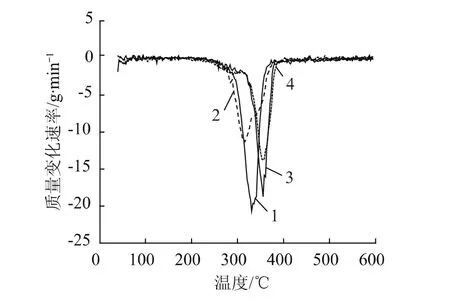
图3 PLA/BF复合材料的DTG曲线Fig.3 DTG curves of PLA/BF composites
2.3 阻燃抑烟性能分析
2.3.1 燃烧热量分析
图4和图5分别为阻燃抑烟型PLA/BF复合材料热释放速率(RHRR)曲线和热释放总量(HTHR)曲线。由图可见,未处理的PLA/BF复合材料在燃烧过程中存在一个持续高效放热的过程,其热释放总量也最多,600 s时达到了118.4 MJ/m2。与之相比,ATH、APP和APP+ATH阻燃处理的复合材料在燃烧过程中的RHRR放热峰要低,放热时间要长,尤其是后两者,对复合材料的抑热作用更为明显,600 s时复合材料的HTHR只有64.1 MJ/m2和65.8 MJ/m2,分别下降了45.9%和44.4%。这与3者不同的阻燃机理密切相关,ATH主要在燃烧过程中热解脱水而吸热,以及热解生成的氧化物对复合材料的覆盖作用,较少的添加量在热解的过程中对复合材料的抑热作用有限。APP在燃烧过程中存在多重分解脱水过程,既要吸收大量的热量,又会释放大量的挥发性气体NH3及水蒸气,且其脱水中间产物聚磷酸为熔融态,对复合材料基体具有一定的覆盖作用。APP+ATH不仅兼具二者的作用机理,而且ATH的热解产物Al2O3与APP的最终热解产物会发生转换反应,形成类似AlPO4的物质,对复合材料基材具有很好的覆盖和保护[9-10]。

图4 PLA/BF复合材料的RHRR曲线Fig.4rHRR curves of PLA/BF composites
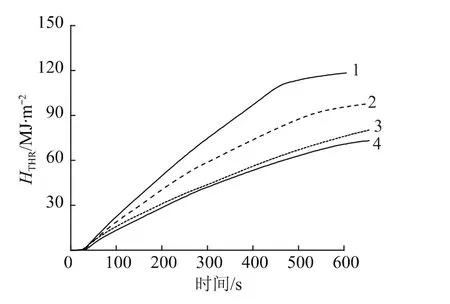
图5 PLA/BF复合材料的HTHR曲线Fig.5 HTHR curves of PLA/BF composites
2.3.2 燃烧烟气分析
图6为阻燃抑烟型PLA/BF复合材料烟释放总量(RTSR)曲线图。由图可见,APP阻燃型PLA/BF复合材料在燃烧过程中会产生大量的烟雾,600 s复合材料的RTSR达到了489.7 m2/m2,而 ATH、APP+ATH 及未处理的复合材料在燃烧过程中生烟量较小,600 s时的RTSR分别只有47.6、148.1、127.2 m2/m2。这是由于,APP在燃烧过程中分解产生大量的NH3和水蒸气等不燃气体,这些不燃气体在挥发过程中会黏附大量的烟尘颗粒,尤其是在水蒸气的作用下,会形成浓浓的烟雾。而未处理的复合材料在燃烧过程中充分燃烧,且无大量挥发性气体产生,生烟量较小。ATH和APP+ATH阻燃型复合材料生烟量小的原因主要是由于ATH在热解过程中产生的Al2O3为多孔装“网筛”结构,比表面积大,对烟尘颗粒具有极强的吸附性,大大降低了复合材料的生烟量[11]。图7为阻燃抑烟型PLA/BF复合材料CO释放总量(TCO)曲线。由图可见,未处理的复合材料在燃烧过程中会产生大量的CO,而阻燃处理的复合材料燃烧产生的CO量较少,尤其是APP+ATH及APP阻燃型复合材料,其600 s时CO总量仅为未处理复合材料的一半,仅为39.8 g和42.3 g。这是因为,未处理的复合材料充分燃烧时产生的大量CO2在高温辐射下与空气中的O2结合生成CO。而引入阻燃剂对复合材料处理后,一方面,大量的碳元素在阻燃剂的催化作用下在燃烧过程中成炭,减少了复合材料燃烧产生CO的机率,另一方面,阻燃剂在燃烧过程中产生的热解产物对基材的覆盖,使大部分复合材料在缺氧条件下燃烧形成CO,而CO在挥发过程中经过高温辐射与氧结合形成了CO2,减少了对人类的危害。

图6 PLA/BF复合材料的RTSR曲线Fig.6rTSR curves of PLA/BF composites
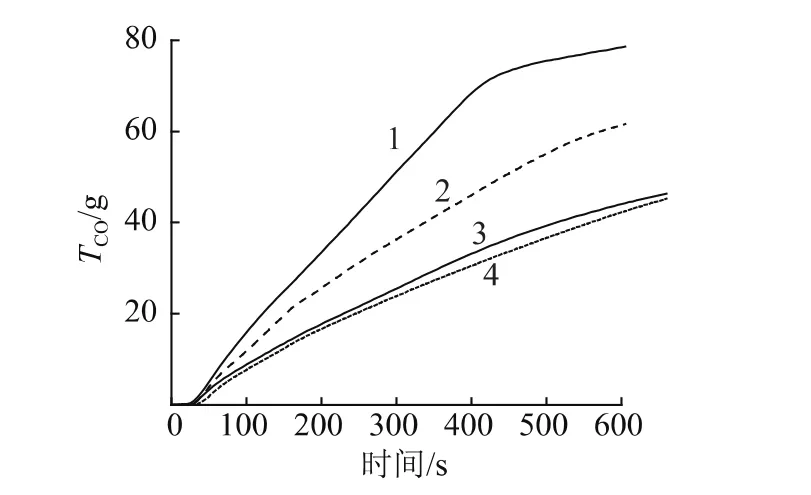
图7 PLA/BF复合材料的TCO曲线Fig.7 TCO curves of PLA/BF composites
2.3.3 燃烧后微观结构分析
图8中分别为0#~3#样品阻燃抑烟型PLA/BF复合材料燃烧炭层SEM照片。由图可见,未处理的复合材料燃烧后的炭层结构较为松散,表明复合材料在燃烧过程中燃烧较为充分,放热量大。1#样品经ATH阻燃处理的复合材料燃烧炭层表面能够清晰可见ATH热解后的氧化产物形成的致密覆盖层,充分揭示ATH在阻燃复合材料过程中的覆盖作用机理。2#样品经APP阻燃处理的复合材料燃烧后的炭层呈现为多孔状的“蜂窝”结构,这主要是由于APP在多重分解过程中生成的大量挥发性气体所致。3#样品由APP+ATH复合阻燃的复合材料既能看见ATH分解形成的氧化物对复合材料的覆盖层,也能看见APP与PLA在燃烧过程中形成的交织层。这正应证了上文中对于3者的阻燃作用机理的分析。

图8 PLA/BF复合材料断面的SEM照片Fig.8 SEM of PLA/BF composites
3 结论
(1)3种阻燃剂的引入均降低了PLA/BF复合材料的力学性能,APP+ATH阻燃型PLA/BF复合材料拉伸强度和冲击强度下降较少,分别只下降了12.9%和11.7%;
(2)阻燃型PLA/BF复合材料在高温热解过程中具有较好的稳定性,复合材料600℃残炭率较未处理均提高了2倍多;
(3)APP对PLA/BF复合材料具有最强的抑热作用,ATH对复合材料具有最好的抑烟效果,而APP+ATH阻燃型复合材料结合了APP与ATH单独使用时的优势与缺陷,使得复合材料具有较好的阻燃抑烟双重特性。
[1]李霞镇,任海清,徐 明.我国竹资源新用途及发展建议[J].林业机械及木工设备,2008,36(6):8-10.Li Xiazhen,Ren Haiqing,Xu Ming.New Utilization of Bambooresourcesin Chain andrelevant Development Suggestions[J].Forestry Machinery & Woodworking Equipment,2008,36(6):8-10.
[2]Nishino T,Hirao K,Kotera M,et al.Kenafreinforced Biodegradable Composite[J].Composites Science and Technology,2003,63:1281-1286.
[3]Lee S H,Wang Siqun.Biodegradable Polymers/Bamboo Fiber Biocomposite with Bio-based Coupling Agent[J].Composites:Part A,2006,37:80-91.
[4]汪奎宏,李 琴,高小辉.竹类资源利用现状及深度开发[J].竹子研究会刊,2000,19(4):72-75.Wang Kuihong,Li Qing,Gao Xiaohui.Present Utilization Situation and Deep Exploitation of Bambooresources[J].Journal of Bambooresearch,2000,19(4):72-75.
[5]An Lu,Gao Qing,Xu Zushun,et al.The Flame-retardant Application of Al(OH)3andits Compositesin Polymer[J].Insulating Materials,2008,41(1):30-32.
[6]Zhao Chunxia,Liu Ya,Wang Deyi,et al.Synergistic Effect of Ammonium Polyphosphate and Layered Double Hydrox ide on Flameretardant Properties of Poly(vinyl alcohol)[J].Polymer Degradation and Stability,2008,93(7):1323-1331.
[7]Wu Kun,Wang Zhengzhou,Liang Haojun.Microencapsulation of Ammonium Polyphosphate:Preparation,Characterization andits Flameretardancein Polypropylene[J].Polymer Composites,2008,29(8):854-860.
[8]Jimenez M,Duquesne S,Bourbigot S.Characterization of the Performance of anintumescent Fire Protective Coating[J].Surface &Coatings Technology,2006,201:979-987.
[9]汪关才,卢忠远,胡小平.水镁石/ATH/APP复合阻燃剂对UPR的阻燃、抑烟性能的影响[J].中国塑料,2006,20(11):86-90.Wang Guancai,Lu Zhongyuan,Hu Xiaoping.Influence of Brucite/ATH/APP Flameretardant on the Flameretardancy and Smoke Suppression of UPR Composite[J].China Plastics,2006,20(11):86-90.
[10]Riva A,Camino G,Fomperie L,et al.Fireretardant Mechanisminintumescent Ethylene Vinyl Acetate Compositions[J].Polymer Degradation and Stability,2003,82(2):341-346.
[11]Zhang Xiaoxue,Mari H,Erkki L,et al.Transition Alumina Nanoparticles and Nanorods from Boeh-mite Nanoflakes[J].Journal of Crystal Growth,2008,3(10):3674-3679.
