苎麻纤维增强高密度聚乙烯复合材料性能研究
2014-09-11苗立荣陈春衡
苗立荣,薛 平,陈春衡
(1.国家知识产权局专利局专利审查协作天津中心,天津300304;2.北京化工大学机电工程学院,北京100029;3.中国人民解放军装甲兵工程学院,北京100072)
0 前言
采用天然纤维增强时,复合材料的许多性能与纤维本身及其含量有着密不可分的关系。研究者们分别研究了香蕉纤维[1]、大麻纤维[2]、单向黄麻纤维[3]、木纤维[4]、棉纤维[4]、黄麻[5]等的含量对聚丙烯(PP)基复合材料和剑麻[6]对PE-HD基复合材料的性能的影响,所有研究结果表明,天然纤维的增加对复合材料的力学性能都有所提高,但是含量过高易形成纤维的团聚,反而会影响材料的性能。对于任何一种树脂基体而言都有纤维添加量的最佳数值,在低于该最佳含量时纤维的增多能够有效地提高复合材料的力学性能,在高出该含量时由于纤维与树脂之间黏结不够紧密,在受力之后容易出现裂纹进而破坏复合材料。针对苎麻纤维含量增强PE-HD性能影响的相关研究目前尚未见到。本文拟就苎麻纤维增强PE-HD体系中苎麻纤维含量对复合材料性能的影响展开研究,并通过热学性能、界面黏结性、动态力学性能等方面综合研究考察纤维含量对于复合材料性能改善的效果。
1 实验部分
1.1 主要原料
PE-HD,5010,盘锦市石油化工厂;
苎麻纤维,纤维长度为120~180 mm,直径30~50μm湖北嘉鱼富仕纺有限公司;
马来酸酐接枝聚丙烯(PP-g-MAH),CMG9804,上海日之升新技术发展有限公司;
硅烷偶联剂,KH550,中杰化工有限公司;
硬脂酸,1801,四川天宇油脂化学有限公司。
1.2 主要设备及仪器
同向双螺杆挤出机,KS20,昆山科信橡塑机械有限公司;
注塑机,TTI-90F2,东华机械有限公司;
高速混合机,GRH-10,辽宁阜新轻工机电设备厂;
引黄灌区大部分农户有分散的手压井,由于部分群众饮水安全意识不强,集中供水工程建成后,个别村庄不愿意接自来水,影响工程效益发挥,存在工程实际用水量达不到设计供水量50%的现象。中部干旱带和南部山区大部分地区有分散的水窖,集中供水工程建成后,存在丰水季节群众不用水,而枯水季节或枯水年份用水紧张的现象,部分农村饮水工程成了应急工程。如何调节集中供水工程和分散供水工程供需矛盾,让其发挥最大效益,值得进一步去探讨研究。
电热恒温鼓风干燥箱,SFG-02.300,黄石市恒丰医疗器械有限公司;
万能材料试验机,XWW-20,承德市金建检测仪器有限公司;
扫描电子显微镜(SEM),S-4700,日本 HITACHI公司;
冲击试验机,ZBC31400-2,深圳市新三思材料检测有限公司;
动态力学分析仪(DMA),DMA 7e,美国PE公司;
动态力学分析仪(TG),Pyris 1 TGA,美国 PE公司;
傅里叶红外光谱仪(FTIR),BRUKER TENSOR 27,德国Bruker公司。
1.3 样品制备

图1 不同苎麻纤维含量时复合材料的TG和DTG曲线Fig.1 TG and DTG curves of composites with different contents oframie fibers
1.4 性能测试与结构表征
复合材料的弯曲性能按ISO 527-5-2003标准使用万能材料试验机进行测试,实验环境为室温,弯曲速度为6 mm/min,通过5个有效实验数据取平均值作为实验结果;
SEM分析:断面喷金20 nm,加速电压为20 ke V,观察样条冲击断口形貌;
FTIR分析:将冲击样条其压制成薄膜进行扫描测试,其中分辨率为4 cm-1,扫描次数32次,波数范围为400~4000 cm-1;
DMA分析:选取由不同组分配比制得并且表面较为平整的冲击样条作为试样,精确测定材料的储能模量(E′)、耗能模量(E″)以及力学损耗(tanδ),实验工作参数为:频率1 Hz、温度变化范围为-60~120℃、升温速率3℃/min;
TG分析:选取由不同组分配比制得并且表面较为平整的冲击样条作为试样,工作参数为:温度变化范围为50~600℃、升温速率为20℃/min。
2 结果与讨论
2.1 苎麻纤维含量对复合材料热稳定性的影响
图1显示了纯PE-HD以及不同苎麻纤维含量下复合材料的TG及DTG曲线,所有复合材料样品均控制在温度50~600℃。由图1可知,纯PE-HD于430℃开始分解,到515℃完全分解,而在添加苎麻纤维之后复合材料从150℃开始有质量的降低至520℃左右完全分解,并且随着苎麻纤维含量的提高TG曲线在同一温度下质量降低越明显。表1为纯PE-HD以及苎麻纤维增强复合材料在失重5%时的温度值,该表显示5%失重温度值随苎麻纤维含量的增多而降低。纯PE-HD在这一阶段的失重主要是因为出现部分的C—C键和C—O键的分解;复合材料则是因为纤维素分子间羟基断键生成水并蒸发,这种复合材料的脱水作用随苎麻纤维增多而逐渐明显。
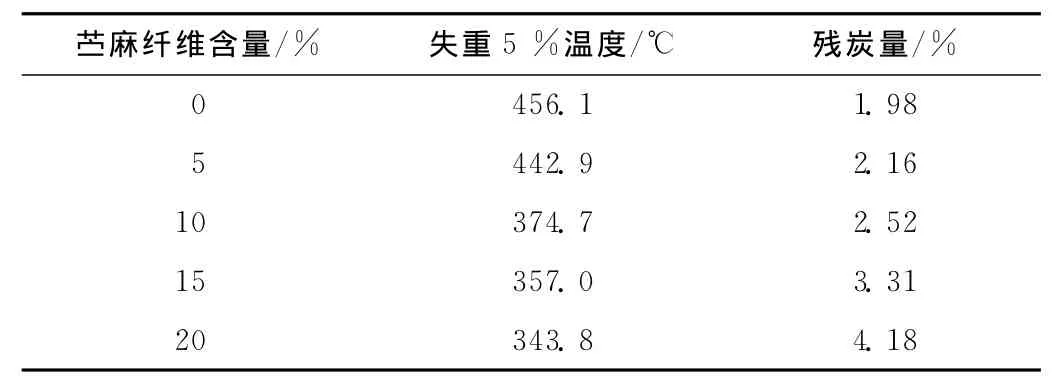
表1 苎麻纤维增强复合材料失重5%温度以及残炭量Tab.1 Temperature at 5%loss weight and carbonres idue of pure PE-HD andits composites
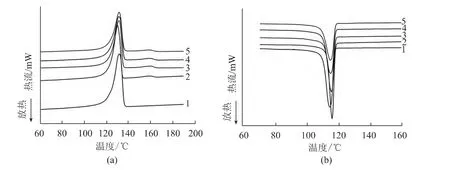
图2 不同苎麻纤维含量时PE-HD复合材料的DSC曲线Fig.2 DSC curves for different composites with different contents oframie fibers
复合材料的应用温度大都集中在200℃以内,从图1可以看出复合材料在300℃之后开始出现质量变化,在50~300℃阶段中重量比重损失较少,苎麻纤维较为稳定,尤其在150~250℃的范围内较为适合苎麻纤维增强复合材料的加工。此后温度范围内出现了两次明显的质量下降,第一次为温度320~400℃,在389℃时达到下降的峰值,第一阶段大约降低了总体质量的20%,这可能是因为:(1)复合材料在受热时纤维素单元进一步脱水作用;(2)在较高温度时在转糖苷作用下糖苷键的热裂解;(3)部分C—O和 C—C的分解[6]。第二次质量的明显降低开始于460℃结束于540℃,从DTG曲线可以看出质量的降低主要发生在500℃左右,在该温度下质量下降了大约70%,可见这阶段是失重的主要阶段,这一部分质量的变化可能是因为复合材料在高温条件下进一步的脱水反应并伴随着复合材料的炭化,此外纤维在裂解的过程中也产生了一些低相对分子质量物质,而生成的小分子则会由于高温的缘故气化而挥发出来,体现在宏观的质量损失[6]。Dash等[7]通过研究菠萝叶短纤维(PALF)增强低密度聚乙烯(PE-LD)复合材料时得到了相似的质量变化实验结果。表1还列出了纯PE-HD以及苎麻纤维增强复合材料的残炭量。从该表中复合材料的残炭量随着纤维的增多而增大。
2.2 苎麻纤维含量对复合材料的结晶度的影响
DSC可以提供热性能数据和结构信息帮助研究加入天然纤维对复合材料结晶性能的影响。图2分别为复合材料在不同纤维含量下的DSC熔融和结晶曲线,并得出各热学特性参数:熔融温度(Tm)、结晶温度(Tc)、过冷度(ΔT)、结晶熔融焓(ΔHm)、结晶度(Xc),其中ΔT=Tm-Tc,用于表征复合材料的析晶特性。
表2为ΔH0mPE-HD=290 J/g[8]时不同苎麻纤维含量下复合材料的DSC性能参数表,从表3中可以发现物料Tm和Tc在添加了苎麻纤维之后变化不明显,可以看出苎麻纤维的加入对复合材料的熔融温度和结晶温度均没有明显作用。但是由ΔT可知,在复合材料中加入苎麻纤维之后过冷度均比纯PE-HD树脂基体小,说明加入纤维,复合材料的结晶速率提高了,这是因为在树脂基体中的纤维能够作为结晶核加速复合材料的结晶。另外,从表中还可以看出复合材料的结晶度随着苎麻纤维含量的提高呈现出下降的趋势。与纤维作为结晶核加速复合材料结晶的结论相矛盾,其内在原因尚待进一步的深入研究。
2.3 苎麻纤维含量对复合材料动态力学性能的影响
2.3.1 储能模量(E′)
E′反映了复合材料的刚度,与弯曲性能变化趋势相符合[6]。从图可以看出,无论是基体树脂PE-HD还是添加不同含量纤维的复合材料,其E′均随着温度的升高而降低,并且在20~60℃的温度范围内复合材料的E′下降尤为明显,这是因为树脂基体在该温度范围内材料变软,刚度下降所导致[9]。并且从图中可以看出,纯PE-HD随着温度的升高其E′下降得更为迅速,这是因为在受热后PE-HD树脂分子链的迁移率得到了提高;而在添加了苎麻纤维进行增强之后,复合材料的E′曲线下降趋于平缓,这是因为复合材料中树脂基体的模量通过与纤维的相互作用得到了补偿。表3温度80℃时,图3所中各种复合材料E′数据。由该表可知复合材料的E′值随着苎麻纤维含量的增多呈现出逐渐提高的趋势,并且当苎麻纤维含量达到20%时明显高于纯PE-HD的E′,E′提高可能是因为在纤维加入之后复合材料的刚度得到了提升从而使得复合材料在纤维和树脂基体的界面上能够抵抗更大程度的应力[7]。

表2 不同苎麻纤维含量的PE-HD复合材料的熔融和结晶性能参数Tab.2 Melting and crystallization properties of the composites with different concents oframie fibers

图3 不同苎麻纤维含量的复合材料的E′曲线Fig.3 Storage modulus of the composites with different contents oframie fibers

表3 不同苎麻纤维含量的PE-HD复合材料的弯曲模量与E′值Tab.3 Flexural modulus and storage modulus of the composites with different contents oframie fibers
2.3.2 不同苎麻纤维含量复合材料的损耗模量(E″)
E″体现了材料因形变将能量转换为热的过程,所以E″评定了能量损失。图4显示了纯PE-HD与不同含量纤维的复合材料随温度变化的E″曲线。由该图可以看出所有曲线在90℃(玻璃化转变温度Tg)左右均出现了一次耗散峰,该峰的出现与晶相中分子链段的流动有关,正是因为在该温度下晶体中缺陷区域的再定位引起了分子链段的流动。此外,从图4可以看出,在纤维含量逐渐增多的同时复合材料中PE-HD的转变区域变得更宽,这是因为在添加纤维之后复合材料的松弛过程受到了纤维的抑制[10]。将峰值所对应的温度与模量列于表4中,从该表中可以看出α耗散峰所对应的温度逐渐向高温区域偏移,并且纤维含量越高Tg提高越明显,这可能是因为纤维的加入限制了纤维表面基体树脂链段的运动,纤维越多则与纤维接触的分子链段越多,限制越明显,而Tg的提高也说明纤维的加入提高了复合材料的耐热性。
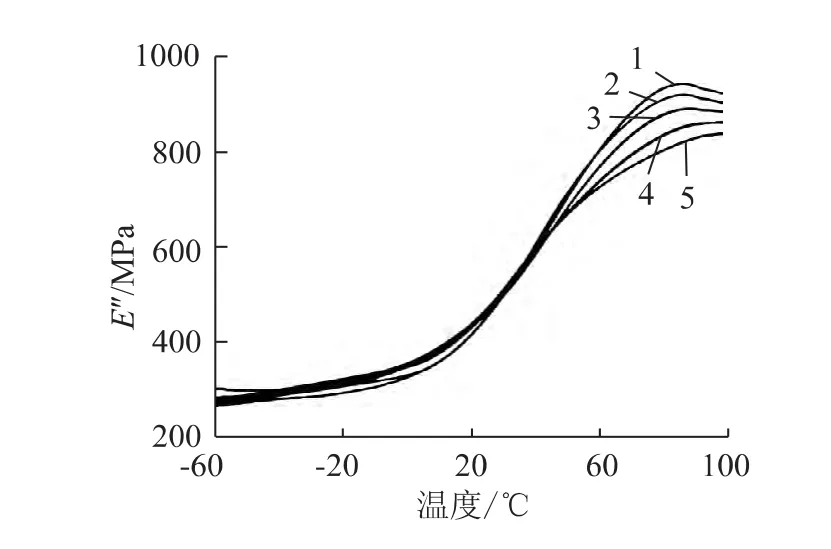
图4 不同苎麻纤维含量下复合材料E″曲线Fig.4 Loss modulus of the composites with different contents oframie fibers
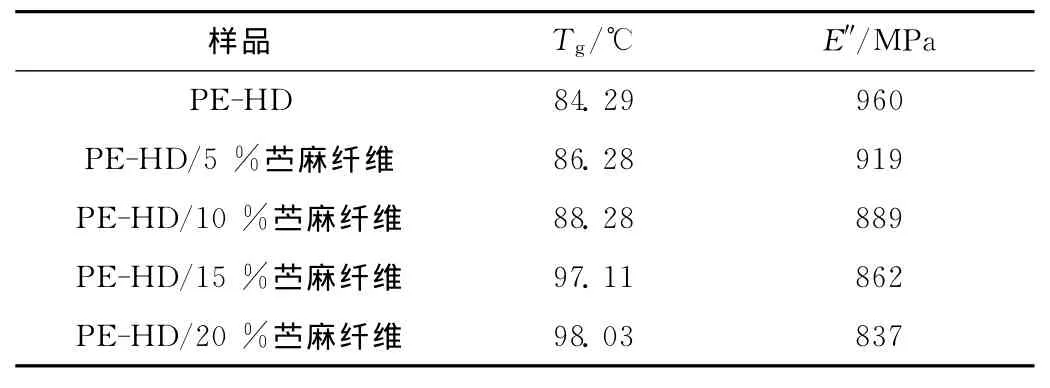
表4 不同苎麻纤维含量的PE-HD复合材料E″与温度峰值Tab.4 Peak temperature and loss modulus of the composites with different contents oframie fibers
2.3.3 不同苎麻纤维含量复合材料的力学损耗(tanδ)
图5显示了不同纤维含量下复合材料力学损耗tanδ随温度变化的曲线,从图中可以观察到与纯树脂PE-HD相比,复合材料的力学损耗tanδ的阻尼峰随着苎麻纤维含量的增多而出现下降的趋势,即E′与E″的比值下降,说明苎麻纤维的加入使得复合材料的刚性得到提高,这可能是因为在复合材料中苎麻纤维承担了大部分应力而只有小部分的应力作用在树脂和纤维的界面上,因此,能量耗散主要发生在聚合物基体中而非界面连接处[11]。此外,在相同tanδ(例如tanδ=0.1)的条件下,复合材料中苎麻纤维含量越高则所对应的温度也越高,这说明复合材料的Tg随着苎麻纤维含量的增多而提高。然而Tg与晶像中PE-HD受限制的无定形支链的释放有关[12]。因此,Tg的提高可能是因为复合材料中大量的苎麻纤维限制了PE-HD链在晶体区域中的运动从而导致了在晶像中产生更多的缺陷区域[12]。力学损耗tanδ的下降和Tg提高也进一步说明苎麻纤维对复合材料刚性的改善[13]。

图5 不同苎麻纤维含量下PE-HD复合材料的tanδ曲线Fig.5 Loss tangent of the composites with different contents oframie fibers
2.4 苎麻纤维增强复合材料的机理研究
FTIR能够了解苎麻纤维与树脂基体的反应成键,确定苎麻纤维加入前后不同化学键的生成或破坏。图6为不同苎麻纤维含量下复合材料波数在4200~2500 cm-1的红外光谱图,根据前人[5,13]研究可知,在FTIR图中PE分子结构的主干(C—H)基所对应的吸收峰大约在2923 cm-1和1466 cm-1附近,另一个PE特征键(CH2)所对应的中度吸收峰大约在720 cm-1,这与图6中所观察的吸收峰相同。由该图中对比可以看出由于苎麻纤维的引入,在3350 cm-1对应的纤维—OH羟基基团的特征吸收峰,其中—OH羟基基团可能来自于吸附水或者纤维素、半纤维素和木质素中的羰基醇[15]。此外,由于纤维在与树脂基体混合时添加有硅烷偶联剂和相容剂进行改性会在纤维中引入对称甲基链、Si—O—赛璐珞和—Si—O—Si—的分子键,因此,图中反映为添加了苎麻纤维之后在1370 cm-1处出现了甲基特征吸收峰,同时在1200 cm-1(Si—O—赛璐珞)和1135 cm-1(—Si—O—Si—)处的特征吸收峰也随着苎麻纤维含量的增多而增强,由此判断通过改性成功地使得纤维中接入了非极性基团,降低了纤维的极性,增强了界面的黏结[16]。另外,通过观察图6可以发现,除了纯PE-HD曲线以外其他曲线中均在1740 cm-1处所出现了一个特征吸收峰,Mohanty和Nayak[6]也在剑麻纤维增强PE-HD复合材料的界面研究中在1748 cm-1处观察到该特征吸收峰,并且通过研究证明该特征吸收峰对应为剑麻纤维与马来酸酐接枝聚丙烯(PP-g-MAH)反应生成的酯键。
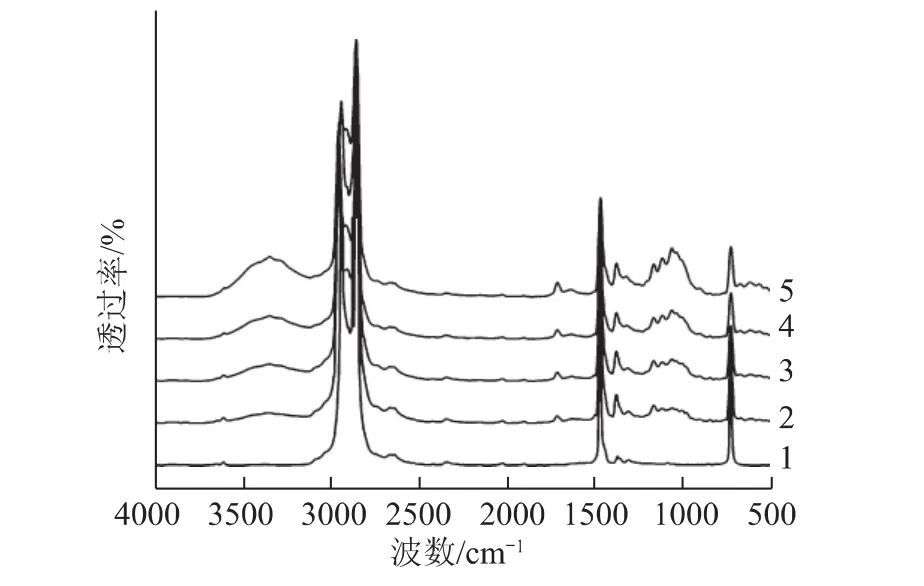
图6 不同苎麻纤维含量的PE-HD复合材料的FTIR曲线Fig.6 FTIR spectrum of the composites with different contents oframie fibers
从图7复合材料的冲击断面SEM照片可以看出,纤维在树脂基体中的排列杂乱无序,越是靠近中心部位越是明显,因此,可以将苎麻纤维增强复合材料受力时的情况简化为示意图(图8)。方块代表树脂基体,细线代表短苎麻纤维,F代表复合材料所受到的拉力,因此,复合材料模块中所有纵向界面都受到左右2个方向的应力。
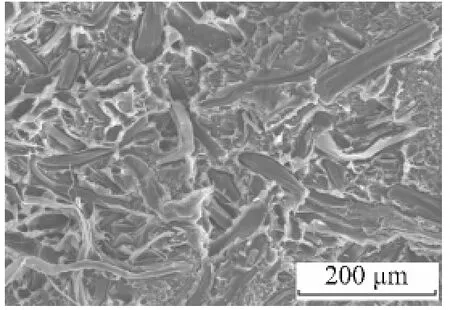
图7 15%苎麻纤维含量复合材料SEM图Fig.7 SEM of the composite with 15%ramie fibers

图8 复合材料受力示意图Fig.8 Schematic of the composite under load
从模块当中截取含有纤维的微元如图9所示,可以看出纤维的取向对于复合材料受力有一定影响,当苎麻纤维取向与受力方向呈直角时,纤维在复合材料中抵抗拉力的作用极小,当纤维取向与受力方向一致时,纤维能够有效地帮助复合材料抵抗拉应力,当纤维含量提高时单位体积内纤维含量也会相应提高,则更多的纤维能够帮助复合材料的树脂基体抵抗拉应力从而提高抗拉能力,因此,复合材料在一定范围内增加苎麻纤维含量能够提高复合材料的拉伸强度。弯曲强度也主要体现在复合材料受力弯曲时中轴线下半部分的拉伸作用,因此,纤维含量的提高能够改善复合材料的弯曲强度。在本文实验条件下制备的苎麻纤维增强PE-HD中,当纤维含量为10%时复合材料力学性能对比如表5所示 .从表中可以看出,添加10%的苎麻纤维显著地提高了复合材料的拉伸、弯曲性能。
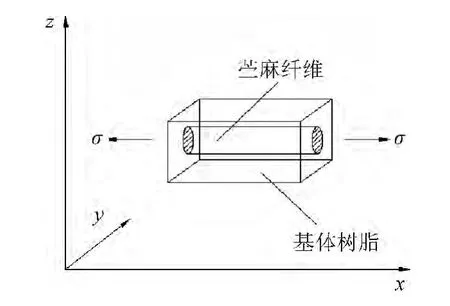
图9 天然纤维增强复合材料微元示意图Fig.9 Schematic ofinfinitesimal composites

表5 复合材料与纯PE-HD的力学性能对比Tab.5 Mechanical properties of pure PE-HD andits composites
3 结论
(1)在PE-HD中添加纤维以及一定量的相容剂之后,会在纤维和树脂基体表面形成酯键以增强两者之间的界面黏结,并且经过偶联剂表面处理的苎麻纤维能有效接入了非极性基团降低了纤维的极性从而进一步增强了两者界面相容性;
(2)复合材料在应用温度(0~100℃)下不会出现热失重现象,但是在成型加工温度下(150~250℃)会出现轻微脱水失重现象,苎麻纤维的加入会降低复合材料的结晶度;
(3)苎麻纤维含量的提高能够有效提高复合材料的储能模量E′从而提高复合材料的刚度,复合材料的玻璃化转变温度随苎麻纤维含量的增多而提高。
[1]Paul S A,Joseph K,Mathew G,et al.Preparation of Polypropylene Fiber/Banana Fiber Composites by Novel Commingling Method.Polymer Composites[J].2010,10:816-824.
[2]Arbelaiz A,Fernández B,Ramos J A,et al.Mechanical Properties of Short fl ax fi bre Bundle/Polypropylene Composites:Influence of Matrix/Fibre Modification,fibre Content,Water Uptake andrecycling[J].Composites Science and Technology,2005,65:1582-1592.
[3]Khondker O A,Ishiaku U S,Nakai A,et al.Fabrication and Mechanical Properties of Un idirectional Jute/PP Composites Using Jute Yarns by Film Stacking Method[J].Journal of Polymers and the Environment,2005,13(2):115-126.
[4]Kim S J,Moon J B,Kim G H,et al.Mechanical Properties of Polypropylene/Naturalfiber Composites[J].Comparison of Wood Fiber and Cotton Fiber,Polymer Testing,2008,27:801-806.
[5]Rahman Mr,Huque M M,Islam M N,et al.Improvement of Physico-mechanical Properties of Jute fiberreinforced Polypropylene Composites by Post-treatment[J].Composites:Part A,2008(39):1739-1747.
[6]Mohanty S,Nayak S K.Interfacial,Dynamic Mechanical,and Thermal Fiberreinforced Behavior of MAPE Treated Sisal Fiberreinforced HDPE Composites[J].Journal of Applied Polymer Science,2006,(102):3306-3315.
[7]Dash B N,Rana A K,Mishra H K,et al.Novel,Lowcost Jute-polyester Composites.Part 1:Processing,Mechanical Properties,and SEM Analysis[J].Polymer Composites,1999,20:62.
[8]刘晓烨 .麻纤维毡增强聚丙烯的高性能化及其工业制备技术[D].上海:华东理工大学材料科学与工程学院,2007.
[9]Biswal M,Mohanty S,Mechanical S K N.Thermal and Dynamic-Mechanical Behavior of Banana Fiberreinforced Polypropylene Nanocomposites[J].Polymer Composites,2011,10:1190-1201.
[10]Woo,E M.Dynamic Mechanical and Thermal Properties of MAPE Treated Jute/HDPE Composites[J].Polymer Composites,1991,12:273.
[11]Felix J M,Gatenholm P,Schreiber H P.Controlledinteractionsin Cellulose-polymer Composites.I:Effect on Mechanical Properties[J].Polymer Composites,1993;14:449-457.
[12]Tajv idi1 M,Falkr H,Hermanson J C.Effect of Natural Fibers on Thermal and Mechanical Properties of Natural Fiber Polypropylene Composites Studied by Dynamic Mechanical Analysis[J].Journal of Applied Polymer Sci-ence,2006,(6):4341-4349.
[13]Ehrenstein G W,Riedel G,Trawiel P.Praxis der Thermischen Analyse von Kunststoffen[J].Wien,Hanser,1998,164.
[14]Araujo Jr,Mano B,Teixeira G M,et al.Biomicrofibrilar Composites of High Density Polyethylenereinforced with Curauáfibers:Mechanical,Interfacial and Morphological Properties[J].Composites Science and Technology,2010,70:1637-1644.
[15]Ibrahim M M,Dufresne A,El-Zawawy W K,et al.Banana fibers and Microfibrils as Lignocellulosicreinforcementsin Polymer Composites[J].Carbohydrate Polymers,2010,81:811-819.
[16]Abdelmouleh M,Boufi S,Belgacem M N,et al.Short Natural-fibrereinforced Polyethylene and Naturalrubber Composites:Effect of Silane Coupling Agents and fibres Loading[J].Composites Science and Technology,2007,67:1627-1639.
