精馏塔塔板液位的密度修正算法
2014-09-10张炜
张炜
(中国天辰工程有限公司,天津 300400)
1 概 述
精馏塔是化工生产中的重要设备,利用不同介质的挥发度不同,在塔板上使得气相和液相充分混合传质,实现轻组分上升重组分下降,从而将不同挥发度的物质分离开来[1]。其中塔板液位是精馏塔的重要参数。如果塔板液位过高会造成泡沫夹带增多从而降低分离质量,甚至造成淹塔使得上层塔板的液体直接进入了下层塔板,破坏了精馏塔的工作过程;如果塔板液位过低会使得下层塔板的气相物质未与液相物质接触而直接进入上层塔板,造成串塔同样破坏了精馏塔的工作过程。
由于长期以来塔板液位的测量比较困难,塔板上的液体呈气液两相且剧烈“沸腾”的状态,使传统的差压液位计无法应用,且塔板间空间狭小又难以安装顶装式液位计。一般只测量塔底液位和塔顶冷凝罐的液位,并根据进料和出料流量的变化和塔内温度的变化估计塔板液位的高低。
2 密度修正算法
笔者在某项目中使用差压液位变送器结合密度修正算法较好地解决了塔板液位测量的问题。该项目中采用泡罩塔结构,可以认为塔板上方的液体总质量是基本固定的。当液体质量过大时,液体会溢流到下层塔板;当液体质量过小时,冷凝液就会积存在塔板上。塔内上升气流丰富,在塔板上形成均匀的气液两相混合物。在这2个假设的基础上建立液位密度修正算法: 塔板上液体的总质量不变;气液两相充分混合,即其密度是均匀的[2]。
泡罩塔在静态时有一个静态液位,即没有上升气流时塔板的最高液位;在静态液位的高度开一个取压口,即高压侧取压口;在预计的最高塔板液位上方再开一个取压口,即低压侧取压口。采用差压液位变送器来测量这两个取压口的差压[3]。
在塔正常工作时,如图1所示,上升气流使得塔板液位上升,塔板上方形成气液两相物质。
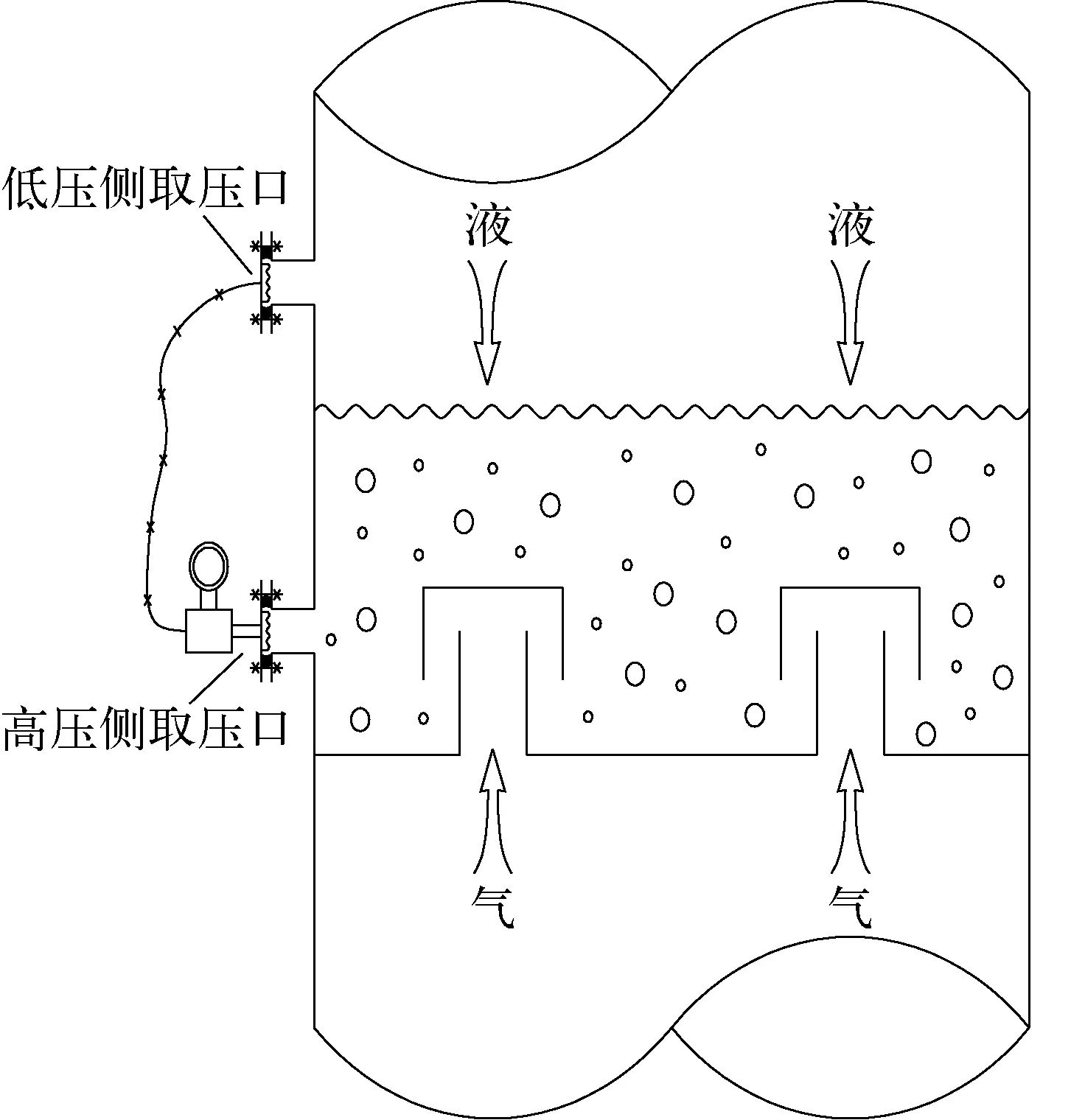
图1 沸腾状态的塔板液位示意
静态时塔板上方液体的总质量m为
m=ρ1L1S
(1)
式中:ρ1——静态液位时液体的密度,kg/m3;L1——塔板上方的静态液位,即没有上升气流时塔板的最高液位,m;S——塔板面积,m2。
塔正常工作时液位上升到L,根据假设,m不变,则气液两相物质的密度ρ2:
ρ2=m/(LS)=ρ1L1/L
(2)
式中:L——塔正常工作时的液位,即气液两相物质顶部液位,m。
塔正常工作时,上下取压口之间的差压Δp:
Δp=ρ2g(L-L1)
(3)
式中:g——重力加速度,9.8m/s2。
将式(2)代入式(3)得到:
Δp=[ρ1L1g(L-L1)]/L
(4)
根据式(4)计算得塔正常工作时塔板液位高度L:
(5)
在式(5)中ρ1,L1是已知量,再根据差压变送器测量得到的Δp即可计算出塔板液位L。
假设ρ1=1000kg/m3;L1=0.5m。代入式(5)得到:
L=2450/(4900-Δp)
(6)
以Δp为横坐标,L为纵坐标得到图2所示的差压液位曲线。
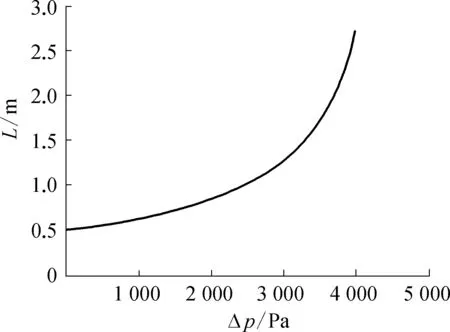
图2 差压液位曲线
从图2中可以看出,随着Δp的增加,L的上升速度越来越快,当Δp趋近于4900Pa时,L趋向于上限,因此Δp或L应作大信号切除。
3 改进的密度修正算法
第2节密度修正算法的推导是建立在塔板上方液体总质量不变的基础上的,但在实际生产过程中总质量会随着上下塔板间差压的变化而变化。当差压变大时塔板能托举的液体质量就增加,反之则减少。在理想状态下,塔板上增加的液体产生的压力与板间差压应相等。
如图3所示,在塔板上下气相侧增加2个取压点,用来测量板间差压。
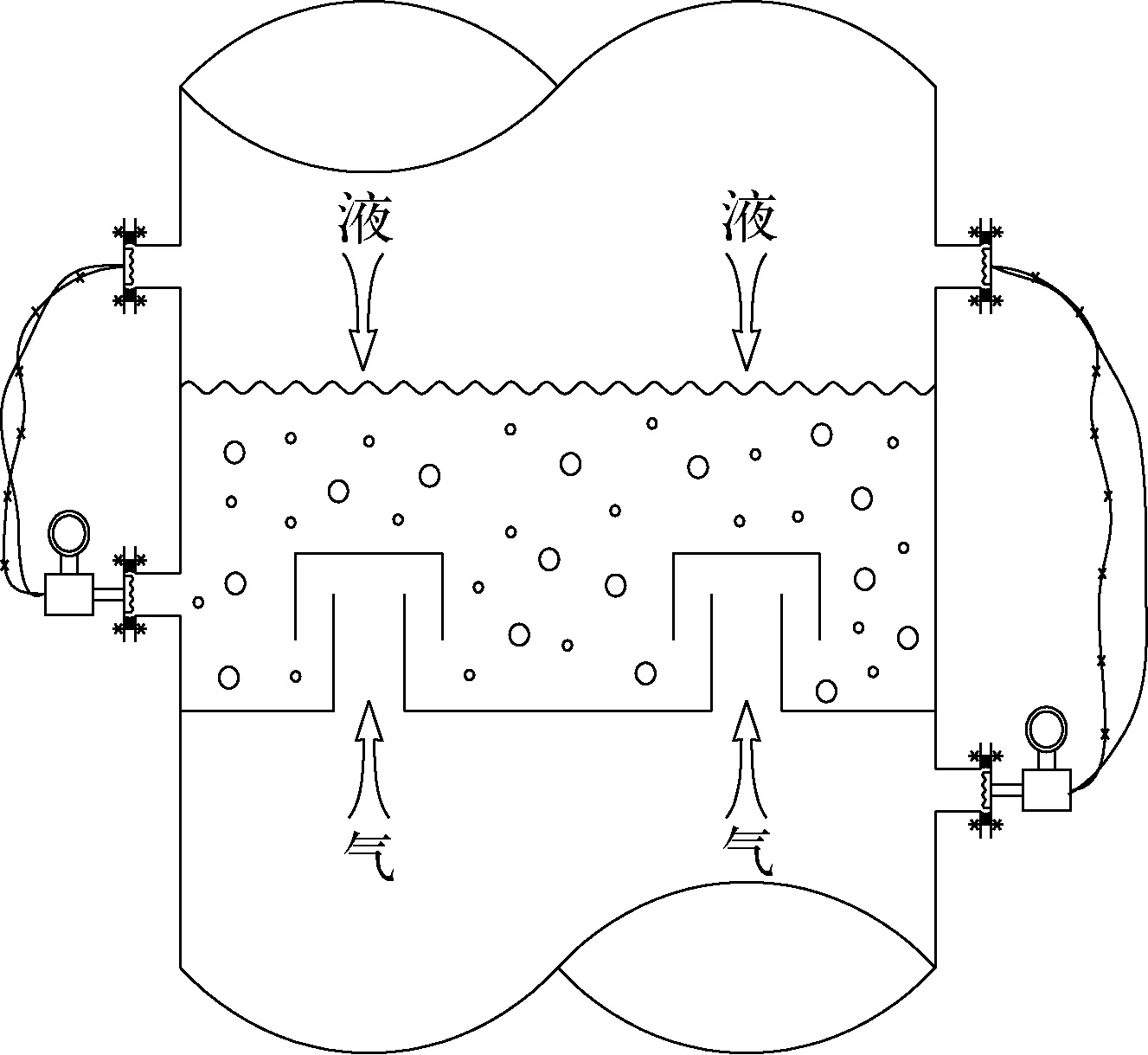
图3 差压补偿的液位计算方法
设塔板下方的气相压力减去塔板上方的气相压力为板间差压ΔpB,塔板上增加的液体质量为Δm,则:
Δm=ΔpBS/g
(7)
结合式(1)得到塔工作时塔板上方的液体总质量:
m=ρ1L1S+ΔpBS/g
(8)
采用与第2节相同的推导过程可以得出:
(9)
式(9)中L1,ρ1是已知量,再通过差压变送器测量得到Δp和ΔpB,然后可以计算出塔板液位L。
下面假设ρ1=1000kg/m3;L1=0.5m;ΔpB分别取500,1000,2000,3000Pa。以Δp为横坐标,L为纵坐标得到图4所示的差压液位曲线。

图4 差压补偿下的差压液位曲线
从图4可以看出随着ΔpB的增加,相同Δp计算得到的L在下降。
4 结束语
笔者介绍的密度修正算法考虑了液位升高后气液两相混合物密度降低的情况,通过假设塔板上方液体总质量不变和气液两相混合物密度均匀得出了密度修正计算公式。该算法已在国内外多家工厂应用,取得了不错的使用效果,并在密度修正算法的基础上加入板间差压补偿,使得计算结果更加接近实际。
参考文献:
[1]侯颖.三元物系共沸精馏塔建模与仿真[J].计算机仿真,2014(01): 248-252.
[2]马星若,阮文娟.差压式水位计冷凝水密度修正对汽包水位测量的影响[J].上海电力,2003(06): 531-533.
[3]王泉.精馏塔塔板阻力波动原因分析及预防措施[J].深冷技术,2012(06): 9-11.
[4]何离庆.过程控制系统与装置[M].重庆: 重庆大学出版社,1995.
[5]黄科林.精馏塔的最优设计[J].化工设计,1991(04): 21-27.
[6]刘道德.化工设备的选择与工艺设计[M].长沙: 中南工业大学出版社,1992.
[7]吴兆亮,邸进申.板式塔塔板主要结构尺寸的新设计方法——负荷性能图法[J].化学工程,1997,25(01): 23-26.
[8]张静.MATLAB在控制系统中的应用[M].北京: 电子工业出版社,2007.
[9]张晓华.控制系统数字仿真与CAD[M].北京: 机械工业出版社,2004.
[10]王树清.工业过程控制工程[M].北京: 化学工业出版社,2003.
[11]潘立登,潘仰东.系统辨识与建模[M].北京: 化学工业出版社,2004.
