兆瓦级风机焊接结构件焊接工艺评定
2014-08-29周意普李龙曹小强
周意普 李龙 曹小强
1.概述
兆瓦级风力发电机中主要的焊接结构件有塔架、主机架等,是风机中主要承载部件,具有结构跨度大、形式复杂及使用过程中承受较大幅度的疲劳荷载等特点。这些部件采用全焊结构,焊缝接头形式多、长度长,焊接质量对结构件的质量影响很大。因此,为严格控制风机焊接结构件的焊接质量,必须进行焊接工艺评定,以验证所拟定焊接工艺的正确性。
2.焊接评定标准的选定
截至2012年,中国风电装机容量已居世界第一位。为了消化产能过剩等问题,各风电厂商陆续将风机出口海外。因此焊接评定涉及的标准主要有中国标准、欧洲标准ISO15614和美国ASME标准。为了确保焊接质量,国内风电焊接结构件大多以JB4708为依据进行焊接工艺评定。这三个标准的材料分类、母材的覆盖范围、板厚的覆盖范围等都存在差别,对试验项目、试件试验要求、焊工资格要求等规定也不尽相同。在焊前,一定要根据业主的要求,选择合适的标准进行焊接工艺评定工作,同时要对各种标准的异同做到心中有数。
3.焊接工艺评定
(1)试块基材 风机焊接结构件主要采用Q345系列钢板。以Q345E钢板为例,Q345E属于低合金高强度钢,低温韧性较好,-40℃的冲击吸收能量Akv≥27J,抗拉强度为470~630MPa。Q345E的化学成分如表1所示。根据国际焊接协会推荐碳当量公式计算求得Q345E的碳当量为0.35%~0.50%。风机主机架采用中厚Q345E钢板,坡口深,焊接时冷却速度快,焊缝中的扩散氢不易逸出,使焊缝中的扩散氢增加。在淬硬组织、扩散氢、焊接应力的作用下,易产生冷裂纹。
(2)焊接试板准备 试板的规格按JB4744的规定进行选取。为了确保试样的制备,单块试板长度应≥300mm,宽度应≥125mm。风机焊接结构件焊缝厚度从10~100mm不等,接头形式为对接焊缝和角接焊缝。根据JB4708的规定,要覆盖所有的焊缝范围,选取厚度为50mm的对接焊缝试块,即可满足要求。
(3)焊接坡口 采用X形坡口,如附图所示。焊前去除坡口周边至少110mm范围内的油污、铁锈等。
(4)焊接材料 采用CO2气体保护焊,焊丝ER50—6,焊丝成分如表2所示,为了保证焊缝的可靠性,保护气体为80%Ar+20%CO2的混合气体。
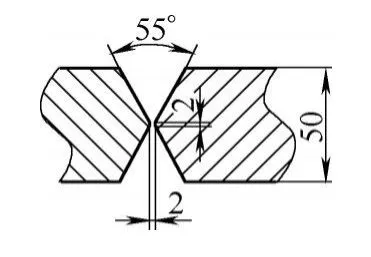
焊接坡口

表1 Q345E的化学成分 (质量分数) (%)

表2 ER50—6化学成分典型值(质量分数) (%)
(5)焊接工艺 施焊前必须对焊件进行预热,预热温度为100~150℃。预热的目的是使焊件近表面的大部分扩散氢逸出,防止氢的聚集而产生的晶间应力导致开裂。焊接参数如表3所示。采用对称焊接以减小焊接变形,对焊缝根部进行清根处理。
采用ER50—6焊丝,用CO2保护气体进行焊接,电弧燃烧稳定,飞溅少。但过大或过小的焊接热输入对焊缝的性能、抗裂性等都会产生影响。因此要确定合适的焊接参数,并要求通过锅炉压力容器焊工考试的持证焊工进行焊接操作。
焊后热处理工艺采用(600±20)℃、保温4h后风冷。
4.评定结果与分析
(1)焊缝检测 焊缝外观按ISO5817标准B级要求检测;焊缝按JB4730Ⅱ级要求进行超声波探伤。经检测合格后按JB4744标准的规定进行试样的制备。
(2)拉伸试验 按GB/T228执行,结果如表4所示。从表4中数据可以看出,焊缝的拉伸强度满足要求。
(3)弯曲试验 采用4个侧弯试件,按GB/T232标准执行。试验结果如表5所示,试验结果全部合格。
(4)冲击试验 按GB/T229标准的规定执行,试验结果如表6所示,试验结果合格。
从力学性能试验结果可见,焊缝的强度和韧性均优于母材,说明工艺评定规范合理。
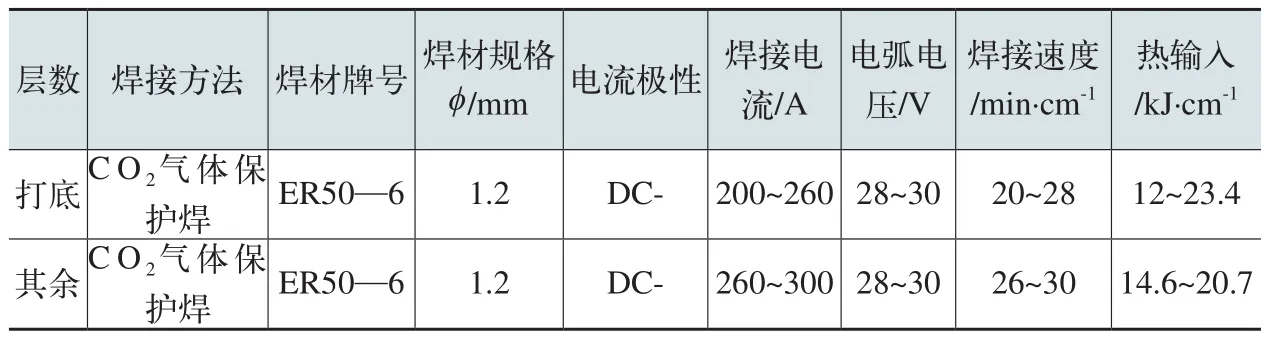
表3 焊接参数
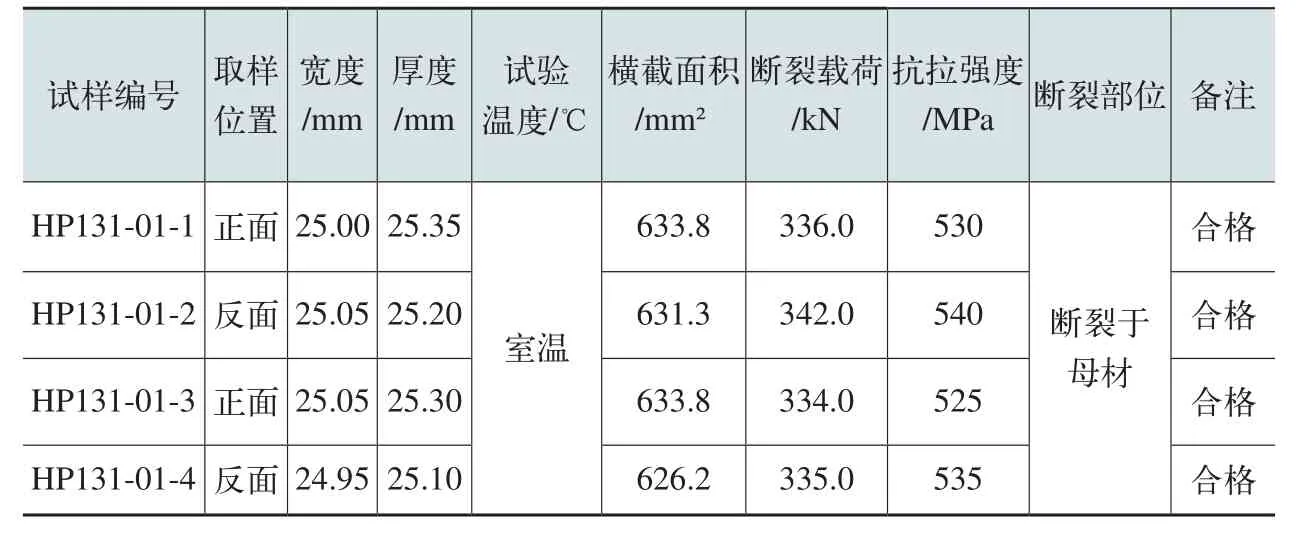
表4 焊接接头拉伸试验结果
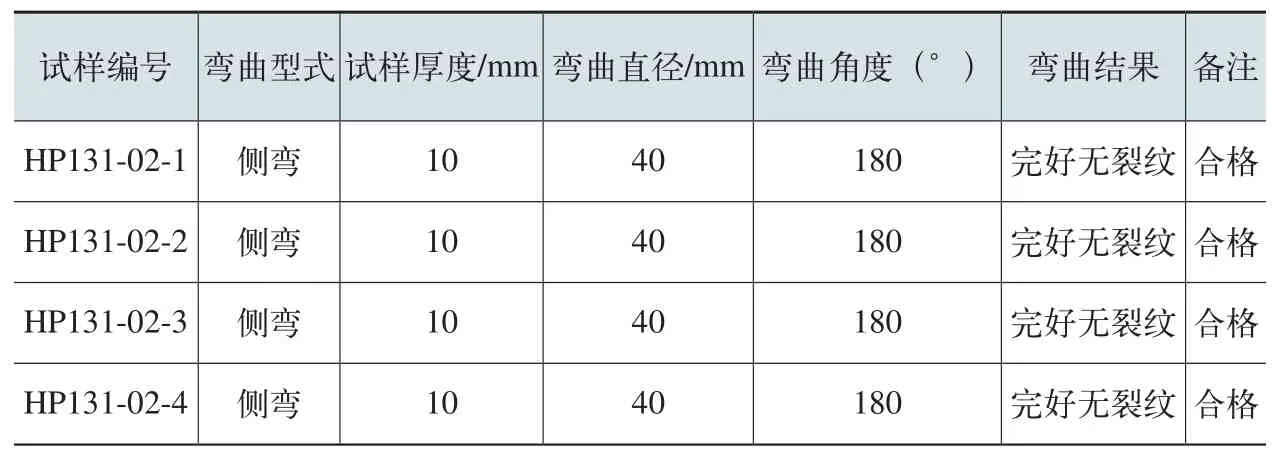
表5 焊接接头弯曲试验结果

表6 焊接接头冲击试验结果
5.结语
焊接工艺评定是最重要的焊接资料,是保证施工质量必不可少的环节。采用φ1.2mm、ER50—6焊丝,按设计的焊接参数焊接50mm对接试板,焊接接头的各项性能指标均满足标准的要求。
实践证明,依据焊接工艺评定制定出的焊接工艺指导生产,完全满足批量生产的要求。
