国产ERW钢管在海底管道的应用
2014-08-10彭泽煊
彭泽煊
(中海石油(中国)有限公司湛江分公司, 广东 湛江 524257)
国产ERW钢管在海底管道的应用
彭泽煊
(中海石油(中国)有限公司湛江分公司, 广东 湛江 524257)
海洋石油工程开发海底管道的ERW钢管,通常从国外进口,进口ERW海管材料价格昂贵,交货期很长,手续繁琐。提升国产化ERW钢管制作工艺,解决高频焊缝的熔融技术,使其达到海管技术要求,满足海管的标准是关键环节。通过对钢板卷生产和ERW钢管生产厂家的生产能力和技术水平进行调研和评估,通过试制和小批量试生产,优化ERW钢管制造工艺和技术,使得ERW钢管技术指标符合海管要求,并首次应用国产ERW钢管作为海管。经过实际生产运转检验证明,国内ERW钢管可以应用于海底管道。
国产化;ERW钢管;海底管道
0 引言
南海一油田群有5条海底管道,海管总长度约90 km,包括8″×12″、10″、10″×14″、12″×16″海管,其中双层管62.5 km。原设计的ERW钢管是进口钢管,尽管我国已有ERW钢管生产线,但由于ERW钢管引进初期,在国内陆上输送管线中出现过两起重大质量事故,陆地长输管线建设中极力避免ERW钢管的使用。而海上石油海底管道使用ERW的钢管,都是从国外进口。基于当时从国外进口ERW钢管费用高,周期长,因此,需对当时国内外技术水平进行分析。当时国内有一些大口径的ERW钢管生产线建成投产,经过多年的生产实践,积累了较为丰富的经验,为海底油气管线用ERW钢管的国产化奠定了一定的基础。
1 国产ERW钢管在海管应用的研究
1.1 ERW钢管简介
ERW钢管就是“高频直缝电阻焊管” (Electric Resistance Welding,缩写简称为ERW),可用于输送石油、天然气等汽液物体。热轧卷板通过成型机成型后,利用高频电流的趋肤效应和邻近效应使管坯边缘的材料融化结合,在挤压辊的压力作用下熔融焊接成型。
1.2 ERW钢管技术特点
ERW钢管质量的关键在于焊缝。ERW钢管的焊缝容易出现的问题包括以下几点:焊接在高温下瞬间完成,对质量控制技术要求较高;由于冷焊和回流形成焊缝氧化物,造成灰斑缺陷,降低焊缝的冲击韧性;焊缝不匀质,金相组织结构粗糙,表面有毛刺和裂纹等。ERW钢管焊缝的机械性能质量主要由高频焊机的输出频率、焊接速度控制焊机成型和中频热处理决定。
ERW钢管的焊缝处理分为几何处理和物理处理。几何处理就是清除ERW钢管的内外毛刺,大中口径的钢管内毛刺可控制在-0.2 mm~0.5 mm左右。物理处理是指焊缝内部的金相组织与母材之间存在差别而导致焊缝区域机械性能下降,需要采取措施使其均匀化、一致化。高频焊接热造成了管坯边缘温度分布梯度,并形成了熔化区、半熔化区、过热组织、正火区、不完全正火区、回火区等特征区域。其中过热区组织由于焊接温度在1 000℃以上,奥氏体晶粒急剧长大,在冷却条件下会形成硬而脆的粗晶相,此外温度梯度的存在会产生焊接应力。这样,就形成了焊缝区域力学性能比母材低的情况,物理处理就是通过焊缝局部常规热处理工艺即采用中频感应加热装置将焊缝区域加热,然后进行冷却,达到消除应力、软化和细化组织、提高焊接热影响区综合机械性能的目的。
2 国产化ERW海管的应用实施
2.1 试制产品规格的选择
在项目所需的ERW钢管规格中,选取最有代表性的OD 355.6 mm(14″)× THK 11.1mm,钢级X65 作为此次试制规格。统一选用同一个钢铁厂同一炉号生产的钢板卷,分三组(A、B、C组)在不同厂家进行试制,每组试制量为3卷(钢板卷),约60 t。
2.2 试制ERW海管的钢板卷
ERW海管试制以API SPEC 5L为基础,结合DNV OS-F101规范,根据ERW钢管技术规格书,制定ERW海管试制规程及补充检验、试验要求等。该规程对钢管的化学成分、力学性能、断裂韧性、水压试验、硬度金相、外观检验、无损检验等项目做出了全面、科学的规定。
(1) 几何尺寸
ERW钢管使用的原料是钢板卷,其板宽是按成品焊管的直径、壁厚、成型变形量和挤压量、板边加工量,兼顾材料消耗和板边加工量对生产效率的影响确定的。板厚控制除考虑板厚偏差外,还要考虑划伤、压坑和锈蚀修磨量,板厚公差通常小于1 mm。
(2) 化学成分
管线钢的化学成分既要适应焊管制造中的自动焊对焊接性能的要求,还要兼顾管道施工环缝对接焊的要求。高质量的钢管要求采用焊缝在线或离线热处理,使焊区组织细化,优质ERW钢管的焊缝可以达到与母材相同的韧性水平。考虑管道施工环缝对接焊的要求,钢管应有适当低的碳当量,适度减少C、S、P、N、H、O等有害元素,适当添加Mn、Si、Ti、Ni等有利于提高焊接性的元素。表1为化学成分对照表。

表1 试制 X65管线用的钢板卷化学成分(wt%)
(3) 机械性能
钢板卷的机械性能是直接关系到试制及生产的ERW钢管的机械性能,尽管通过高频焊接和中频热处理后其机械性能会有所变化,但钢板卷必须参照规格书的要求提供合适的原材料。试制X65管线的钢板卷拉伸性能、夏比冲击性能与硬度分别见表2、表3:

表3 试制X65管线钢板卷的夏比冲击性能与硬度
2.3 ERW海管试制的技术要求
试制规格为OD355.6 mm,壁厚11.1 mm,钢级X65,钢管长度12 m。生产、试验、增加试验频次和检验执行标准为技术规格书见表4、试制规程见表5:
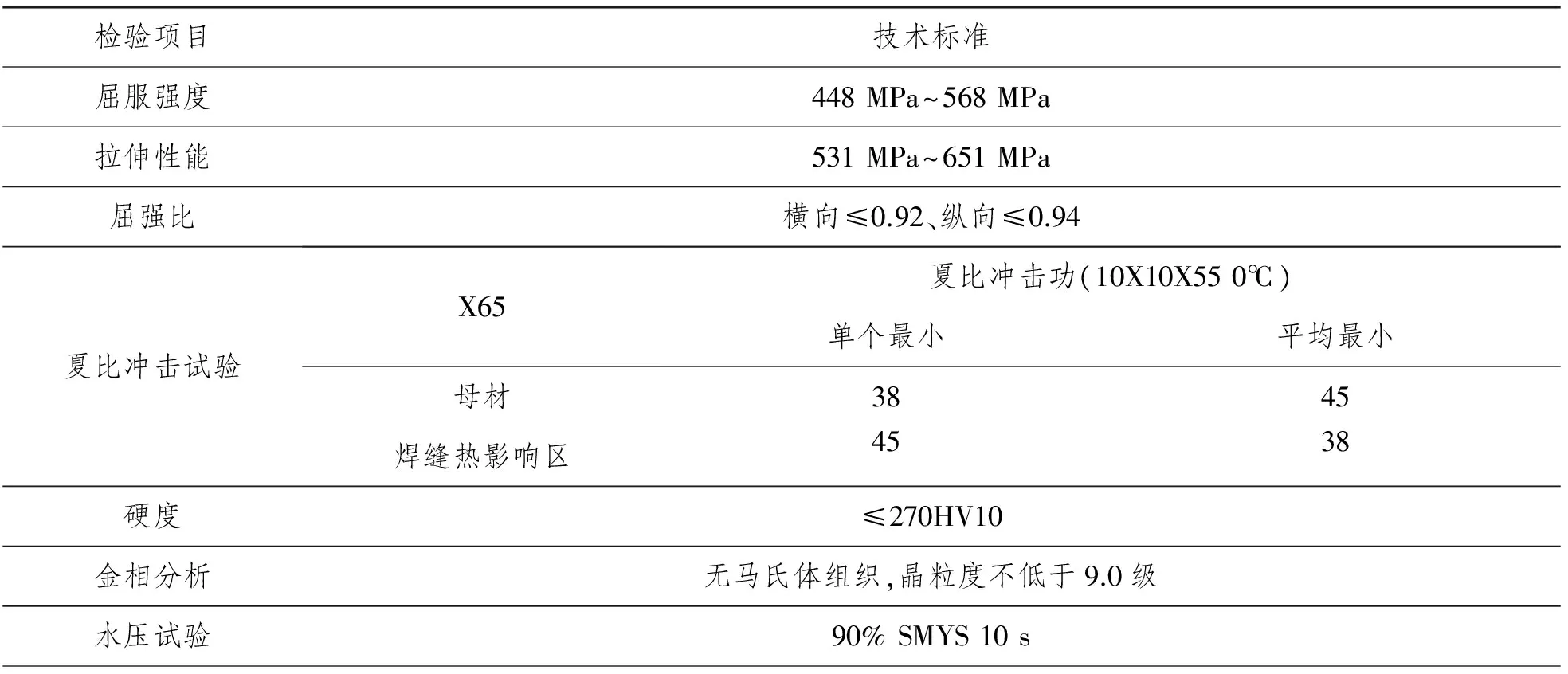
表4 规格书对试制产品的要求
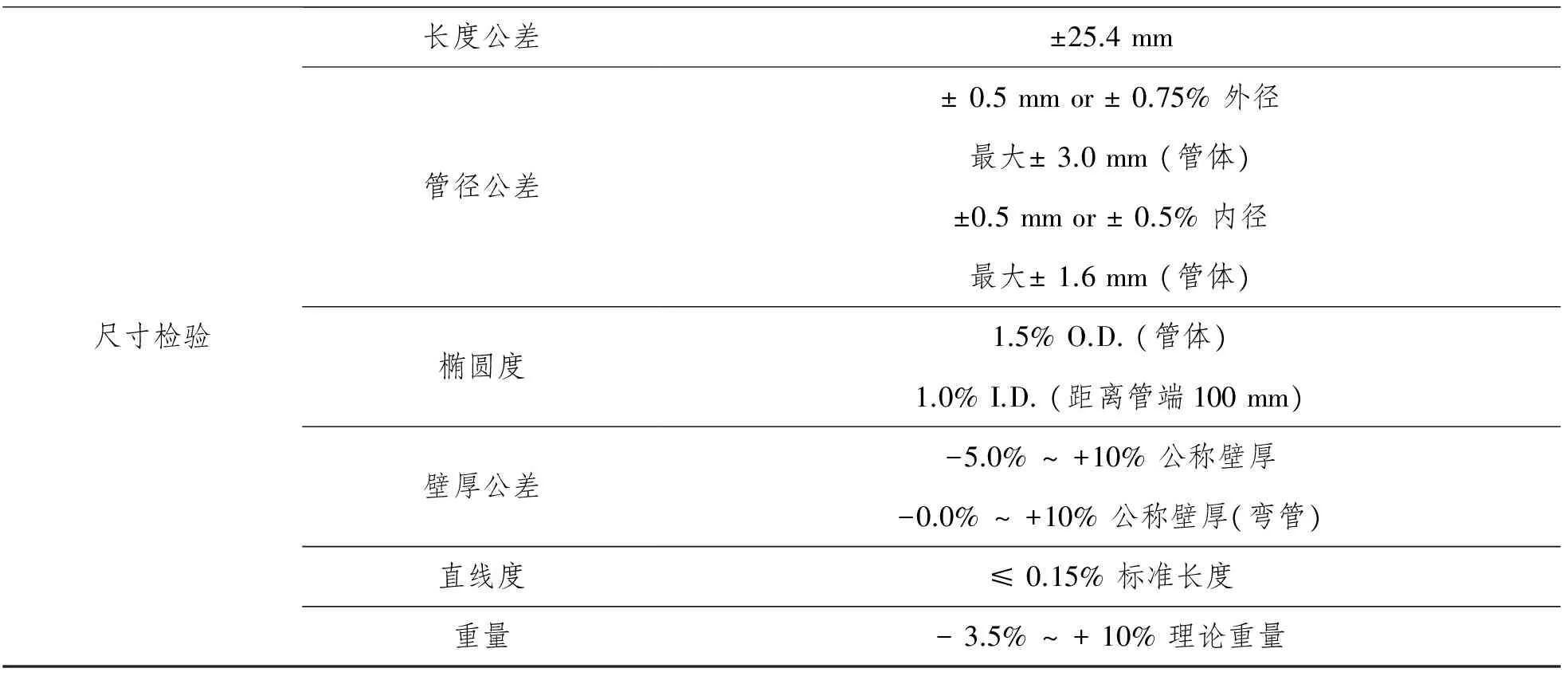
续表4 规格书对试制产品的要求
由于试制与正式生产不同,为了对试制的生产过程进行全面的追踪和评价,以检验生产工艺是否满足各项设计指标,试制规程对试制产品增加了试验频度,见表5。
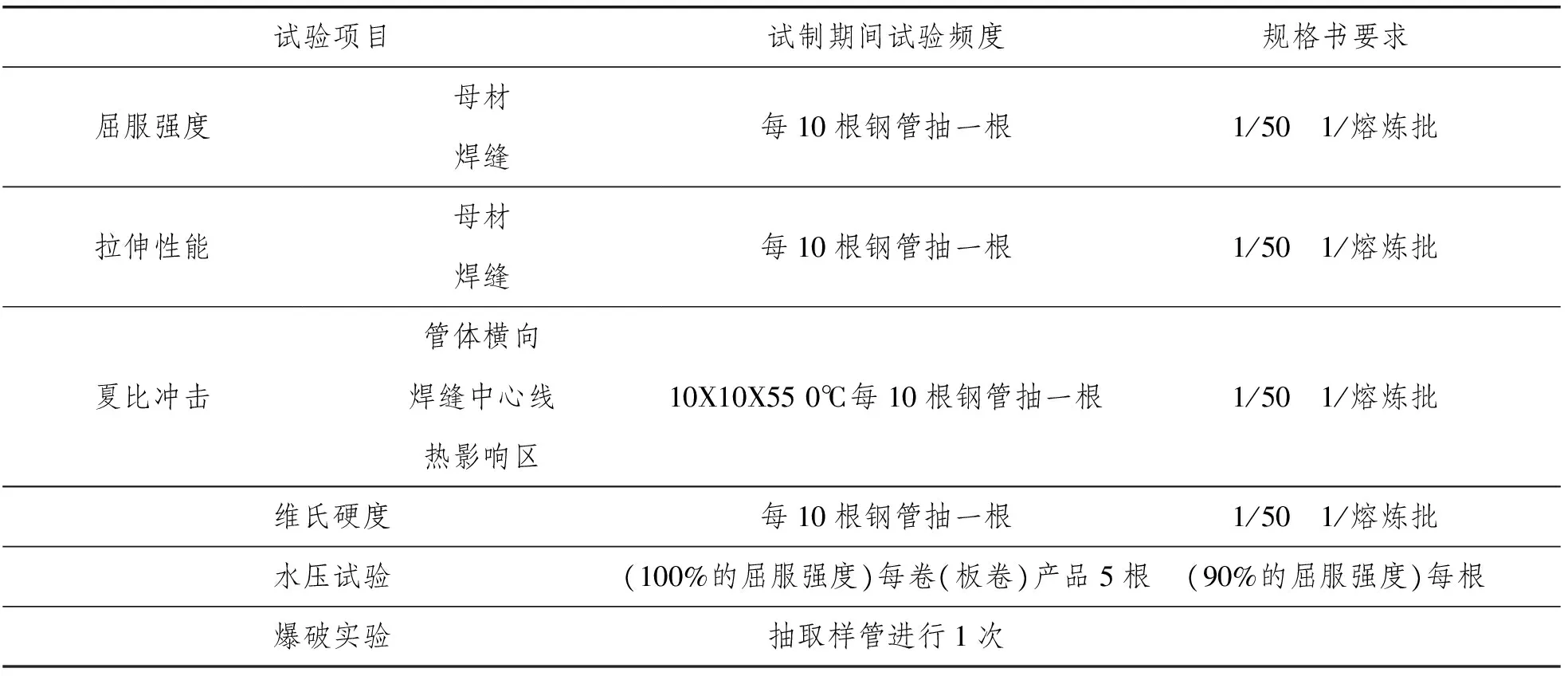
表5 试制规程对试制产品的试验频度要求
2.4 ERW海管试制结果
各组试制产品除了在试制工厂进行检验试验合格外,还另送试样到中国石油管材研究所做检验,各组试制样品的检验结果见表6:
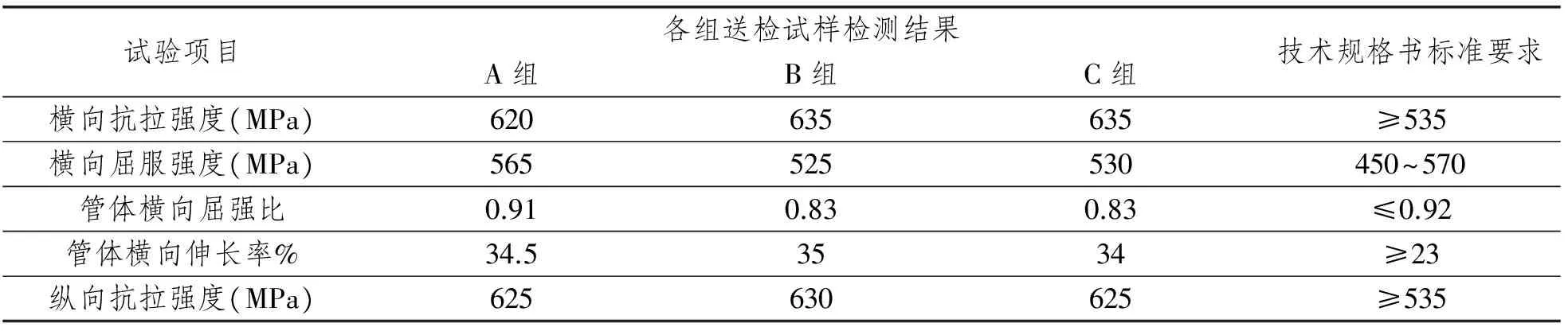
表6 三组试制产品在中国石油管材研究所的检验结果

续表6 三组试制产品在中国石油管材研究所的检验结果
3 结论
(1) 海底管道用的ERW钢管生产所需的钢板卷,无论从尺寸规格还是钢级方面均可从国内有实力的钢铁厂获得。
(2) 我国ERW钢管生产线,具备生产OD80~610 mm规格的钢管能力;新的ERW钢管生产线,具备生产大口径厚壁管的能力。经过试制和生产证明,只要在工艺控制和检验试验方面继续改进和完善,可以生产用于海底管道的ERW钢管。
(3) 经证明,ERW海管符合《SUBMABRINE PIPELINE SYSTEMS》,《管线钢管规范》API SPEC 5L标准。我国海底管道用ERW钢管可以从国内获得,结束了单纯依赖进口的局面。
[1] 李记科. 国内ERW钢管生产情况[J]. 焊管. 2006(06).
[2] 郭益. ERW钢管在气田集输干线中的应用[J]. 天然气与石油. 2011(05).
The First Application of National ERW Steel Pipe in Submarine Pipeline
PENG Ze-xuan
(Zhanjiang Branch of CNOOC Co., Ltd, Guangdong Zhanjiang 524257, China)
ERW steel pipe used as submarine pipeline in offshore oil engineering usually imported from abroad. Import ERW sea pipe materials are expensive, long delivery time, cumbersome procedures. Improving production technology of national ERW steel pipes to solve the melting technology of high frequency welding, reach the sea pipe technical requirements and meet the sea pipe standard are the key links. Trial and small batch production was based on the investigation and evaluation of the steel strip plant and ERW pipe manufacturers capacity and technical level. The ERW steel pipe specifications meet the requirements of sea pipe by optimization of ERW steel pipe manufacturing process and technology, and for the first time the application of national ERW steel pipe as submarine pipeline. Practical have proved the national ERW pipe can be used in submarine pipeline.
domestic manufactured;ERW steel pipe;submarine pipeline;first application
2014-03-15
彭泽煊(1957-),男,高级工程师。
1001-4500(2014)03-0046-05
P75
A