二次椭圆-偏心正圆组合活塞裙部加工算法优化及轨迹点计算
2014-08-06吴海韵常小龙郭隐彪
吴海韵,姜 涛,常小龙,郭隐彪
(厦门大学物理与机电工程学院,厦门大学微纳米加工与检测技术联合实验室,福建 厦门 361005)
目前,中凸变椭圆活塞逐渐替代了传统活塞.与传统活塞相比,中凸变椭圆活塞具有在工作时可获得更宽、更均匀的承载面,能减少活塞对气缸壁的冲击,降低发动机运行噪声等诸多优点.中凸变椭圆具有以下的特性:1) 活塞裙部的纵向截面是凸轮形状(中间凸的);2) 活塞裙部的横截面的曲线是椭圆;3) 每个截面的椭圆率是不同的;4) 每个椭圆的长轴在横截面上的角度相同[1].
国内针对中凸变椭圆活塞加工轨迹(刀具轨迹)算法的研究比较少,孙华刚等[2]提出一种近似螺旋线轨迹法来完成活塞裙部车削,但由于采用的插补点坐标并不是真实的螺旋线轨迹点坐标,误差较大,不能适应高精度型面要求;刘金凌等[3]提出半截面螺旋线轨迹法,半截面螺旋线轨迹法虽然在加工精度上有所提高,但是也存在活塞车削表面形貌不均匀的缺点.本文提出一种变截面螺旋线车削轨迹算法,以提高中凸变椭圆活塞的加工精度,在此基础上,通过MATLAB生成二次椭圆-偏心正圆活塞的加工轨迹点坐标.
1 二次椭圆-偏心正圆组合活塞特征
中凸变椭圆零件纵向截面内的型线为中凸型线,图纸数据一般以一系列离散点(X1,Z1)、(X2,Z2)、…、(Xn,Zn)形式给出,各个离散点可在一个以X为横向坐标(主轴方向),Z为纵向坐标(刀具车削方向)的坐标系中以描点的方式给出,并通过一条光滑的曲线将各点连接起来(如图1所示)[4].在中凸型线设计中,裙部中凸点位置的选择非常重要.一般中凸点位置选择在销孔中心线以下(0~0.3)D处(D为活塞最大长轴),热态变形后,中凸点位置将上移至销孔中心附近,避免活塞换向时裙部在气缸套壁上的滚动[5].

图1 中凸型线示意图Fig.1 The sketch of molded lines
中凸变椭圆零件横截面内的型线为横向型线,二次椭圆-偏心正圆组合活塞裙部的横向型线为二次椭圆与偏心圆弧的组合,其中椭圆的长轴2b与短轴2a的差值称为此椭圆面的椭圆度G,其数学表达式为:
G=2b-2a.
为使活塞裙部与气缸套保持合理的接触,保证运转平稳性,目前大多数发动机活塞椭圆度在裙高方向上是渐变的.多数裙部上端椭圆度大于下端椭圆度,这是由于靠近头部区域活塞温度较高,热变形大,在配缸间隙较小时,可以避免出现擦伤、拉缸现象.上下端半径缩减量差值一般为0.10~0.50 mm.图2是某柴油机活塞的椭圆度曲线分布.

表1 16V240ZJ型活塞裙部型线量图纸参数表Tab.1 Parameters table of 16V240ZJ piston molded lines
注:H为活塞裙部高度,Dz表示对应高度H的中凸型线量.

图2 某活塞椭圆度曲线分布图Fig.2 The distribution curve of piston′s ovality

图3 二次椭圆-偏心正圆组合活塞裙部横截面图Fig.3 The cross section of pistion that combination of elliptical part and eccentric circular
如图3所示,二次椭圆长轴长为Dz,椭圆度为Ez,活塞AB段曲线为标准椭圆弧,其半径在φ角处缩减量为:

(1)
BC段为一偏心圆弧,偏心量为e,半径Rz为:
(2)
式中,a表示偏心圆弧在标准椭圆短轴处的削边量,以下求BC段圆弧上任一点在φ角的半径缩减量Δz(φ),该点处半径为Pz(φ).
在ΔO′OD中,由余弦定理:
Rz2=e2+Pz2(φ)-2ePz(φ)×cos(90°+
φ)=e2+Pz2(φ)+2ePz(φ)sinφ,
(3)
即:
Pz2(φ)+2ePz(φ)sinφ+e2-Rz2=0,
(4)
对以上方程求解,舍去不合理根得:

(5)
则偏心圆弧在φ角处半径缩减量为:
(6)
由以上计算可知椭圆部分半径缩减量Δz(φ)由式(1)决定,仅与该断面的椭圆度Ez及转角有关.偏心圆弧部分的半径缩减量Δz(φ)由式(6)决定,与该断面的长轴长Dz、椭圆度Ez、偏心量e、椭圆短轴削边量a都有关.
2 中凸变椭圆活塞裙部参数
二次椭圆-偏心正圆组合活塞裙部的横向型线为二次椭圆与偏心圆弧的组合,其半径缩减量Δz(φ)与该断面的长轴长Dz、椭圆度Ez有关,但由于各个横截面的Dz、Ez不同,且加工图纸仅提供裙部几个关键横截面的中凸型线量Dz(见表1)和椭圆度Ez(见表2),还无法计算活塞裙部的加工轨迹点,因此需要通过对几个关键横截面的Dz和Ez进行插值得到更多横截面的中凸型线量Dz和椭圆度Ez.
2.1 各截面中凸型线量
活塞裙部中凸型线的插值拟合一般采用多项式插值、分段多项式插值和三次样条函数插值.为了提高多项式的插值精度,克服高次多项式插值的不足,本文采用三次样条插值.经实验数据处理发现,三次样条插值有很好的局部性质,可以保证插值曲线的连续性,十分精确地逼近原曲线和曲面形状,满足精密化的现实需要.

表2 16V240ZJ型活塞裙部椭圆度图纸参数表Tab.2 Parameters table of 16V240ZJ piston ovality
注:Ez表示对应高度H的椭圆度.
将活塞裙部的中凸型线沿z向细分为m个椭圆截面,构造细分矩阵:
HH=0:qh/(m-1):qh.
其中:qh为活塞最高点高度.
根据三次样条插值得每个椭圆截面的型线量:
Dz=spline(H,D,HH)
针对表1所给出的数据,可以在MATLAB中通过三次样条函数对活塞裙部各个截面的中凸型线量进行插值,结果如图4所示.

图4 中凸型线量插值结果Fig.4 The interpolation result of convex contour′s value
2.2 各截面椭圆度
有些活塞用在非常精密的设备中,图纸给出的椭圆度信息除了活塞三个重要部位(裙部上顶面、中凸面,裙部下端面)还有很多关键的裙高部位.针对此类活塞,一般采用三次样条函数进行插值.
将活塞裙部的中凸型线沿z向细分为m个椭圆截面,构造细分矩阵:
HH=0:qh/(m-1):qh
根据三次样条插值得每个椭圆截面的型线量:
Ez=spline(H,E,HH)
针对表2所给出的数据,可以在MATLAB中通过三次样条函数对活塞裙部各个截面的椭圆度进行插值,结果如图5所示.

图5 椭圆度插值结果Fig.5 The interpolation result of ovality
3 加工轨迹规划与计算
计算活塞裙部的加工轨迹点不仅需要以上得到的活塞参数,还需要有合理的加工算法.为了提高活塞表面的加工精度,本文运用变截面螺旋线轨迹加工算法[6].如图6所示,该车削轨迹为A→B→C→D→E→F→G的变截面螺旋线轨迹.把车削轨迹区分为椭圆横截线和螺旋截交线两种,其中横截面间距和螺旋线螺距相同,都为ΔZ.加工过程如下:

图6 变截面螺旋线轨迹示意图Fig.6 The sketch of variable cross-section helix turning trajectory
1)A→B→A:车刀由A点进入,根据Z1处,活塞第1个椭圆截面数据完成第1段横截线的车削;
2)A→C→D:根据活塞第1条截交线的数据,完成第1段螺旋线的车削;
3)D→E→D:根据活塞Z2高度的椭圆截面数据完成第2段横截线的车削;
4)D→F→G:根据活塞第2条截交线的数据完成第2段螺旋线的车削;
5) 重复上述过程,直到中凸型面终点.
如图6所示,变截面螺旋线轨迹法的车削轨迹由椭圆横截线和螺旋截交线两组曲线组成,所以在计算的时候可通过活塞裙部的原始数据和相关参数先进行椭圆横截线上的轨迹坐标的计算,然后通过椭圆横截线上的轨迹坐标计算螺旋截交线上的轨迹坐标,最后通过合并椭圆横截线和螺旋截交线上的坐标矩阵,得到刀触点轨迹坐标矩阵,具体流程见图7.

图7 活塞裙部车削刀触点曲面坐标的计算流程Fig.7 The calculation process about cutter cont act coordinate on piston skirt
图8所示为变截面螺旋线法的局部实际轨迹,其中虚线为螺旋轨迹,实线为横截面轨迹,车削轨迹方向如图中箭头所示.图9为MATLAB仿真的二次椭圆-偏心正圆组合活塞裙部曲面在不同截面的直径收缩量与回转角度的关系,实线表示20 mm处截面直径收缩量与回转角度的关系,虚线表示190 mm处截面直径收缩量与回转角度的关系.图10为通过MATLAB生成的二次椭圆-偏心正圆活塞的加工轨迹点,其中红点为螺旋加工轨迹点,蓝点为横截面加工轨迹点.由图9可以看出,二次椭圆-偏心正圆组合活塞在不同裙部高度的直径收缩量是不同的;图8,10可看出,变截面螺旋线轨迹是由螺旋线轨迹和横截面轨迹合成.

图8 局部车削轨迹图Fig.8 The part of turning path
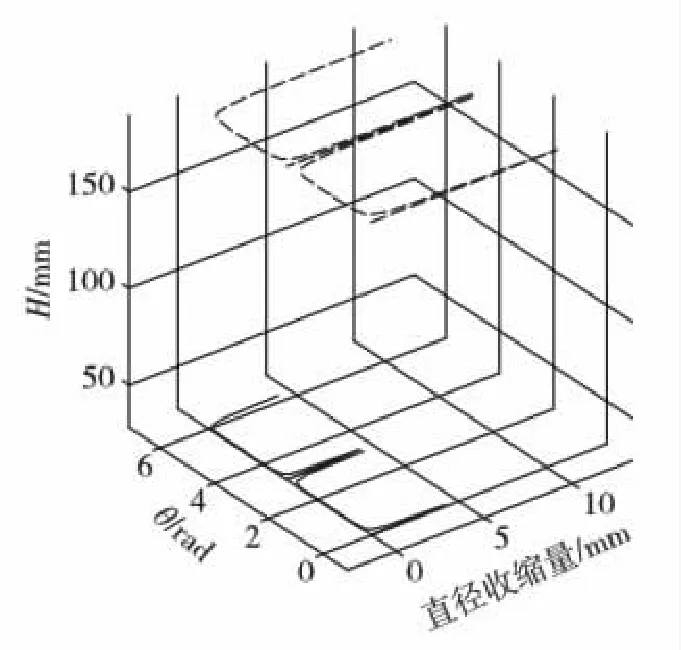
图9 活塞裙部曲面直径收缩量Fig.9 The diameter shrinkage of piston skirt

图10 二次椭圆-偏心正圆活塞的加工轨迹点Fig.10 The machining trajectory point coordinates of piston that combination of elliptical part and eccentric circular
4 结 论
本文运用一种新的活塞裙部的加工轨迹算法—变截面螺旋线算法.
1) 建立二次椭圆-偏心正圆组合活塞的数学模型;
2) 根据二次椭圆-偏心正圆组合活塞裙部相关参数,通过MATLAB做三次样条插值处理得到各层截面椭圆度和型线量的细化数据;
3) 利用以上数据及相关参数,运用MATLAB计算得到变截面螺旋线法的加工轨迹点.
[1] Wang H F,Yang S Y.Design and control of a fast tool servo used in noncircular piston turning process[J].Mechanical Systems and Signal Processing,2013,36(1):87-94.
[2] 孙华刚,袁惠群.活塞裙部超磁致伸缩车削加工机理研究[J].制造技术与机床,2007,9:14-17.
[3] 刘金凌,王先逵,冯之敬,等.中凸变椭圆活塞数控车削技术[J].组合机床与自动化加工技术,1994,4:7-9.
[4] 潘尚峰,张嵘,马骋,等.数控车削中凸变椭圆型面的成形方法[J].中国机械工程,2001,12(8):911-914.
[5] 秦月霞,宋刚,胡德金.活塞裙部型面的样条插值系统[J].上海交通大学学报,2003,37(1):47-49.
[6] Guo Y B,Huang H B,Lin J H.The variable cross-section helix turning trajectory algorithm used on the middle-convex and varying ellipse piston skirt[J].Advanced Materials Research,2011,311:2340-2343.
