有光三角PA6 FDY生产中毛丝产生原因及对策
2014-08-05李生强
王 新,李生强,王 振
(烟台华润锦纶有限公司,山东烟台264006)
有光三角聚己内酰胺(PA6)全拉伸丝(FDY)具有较好的光线折射性能,织物染色后具有亮丽的光泽,同时由于其异形截面而具有较好的吸湿排汗性能和穿着舒适性。因此,有光三角PA6 FDY越来越受到市场的欢迎。但由于有光三角PA6 FDY单丝截面呈三角形,与导丝器件的摩擦力大,同时三角形喷丝板孔在生产过程中也较圆形板孔容易堵塞,产生细丝和单丝断裂,因此,在生产过程中极易产生毛丝,影响产品质量。作者以44.4 dtex/24 f有光三角PA6 FDY为例,探讨生产过程产生毛丝的影响因素,并给出相应对策,以减少毛丝量,提高产品质量,供同行参考。
1 试验
1.1 原料
PA6切片:大有光,相对黏度 2.42,含水率0.30%,单体质量分数0.5%,BASF公司生产。
1.2 设备与仪器
24D-12E8螺杆挤压机:德国Barmag公司制;ATi-615R/10型卷绕机:日本TMT公司制;5-C800型条干检测仪:瑞士Uster公司制;FDAME型全自动强伸仪:德国Textecho公司制。
1.3 试验
PA6切片熔融纺丝,再经冷却上油、拉伸定型,卷装得到FDY。其工艺参数为纺丝箱体温度256~258℃,卷绕速度4 500~4 600 m/min,拉伸倍数1.15~1.20,热辊温度145~150 ℃。
1.4 分析与测试
毛丝数量:采用手电或日光灯照射观察确定,每筒丝的毛丝数量为该丝筒的上、下两个端面的毛丝个数之和。
力学性能:采用全自动强伸仪检测。每组实验至少检测一落丝,10个丝筒全部检测,各丝筒检测3次。
条干均匀度:使用5-C800型条干检测仪检测,测试长度不小于200 m。
2 结果与讨论
2.1 设备因素
2.1.1 喷丝板的孔形状
从图1可知:采用三叶形喷丝板,异形度过大,丝条截面呈内凹的三角形,三角尖锐,毛丝量较大;采用近似于三角形的板孔,异形度过小,丝条截面介于三角形和圆形之间,毛丝少,但丝束光亮程度欠佳;采用带有圆弧导角的三叶形喷丝板,丝条截面呈规则的正三角形,光泽度最好,同时毛丝非常少,与文献[1]中的结果相符。因此,生产中采用带圆弧导角的三叶形喷丝板较好。

图1 喷丝板孔形状对丝条截面的影响Fig.1 Effect of spinneret hole shape on yarn section
2.1.2 喷丝板板孔排布与间距
喷丝板开孔排布不合理或间距过小,会造成丝束内外层冷却不均匀,使生产过程出现条干不匀、毛丝、圈丝等问题。
多孔数喷丝板采用棱形排布,有利于丝束中的每孔丝均匀获得侧吹风冷却,参考专利ZL201020002922.3中的设计原则,棱形排布角度(α)为50°~70°,中心线与喷丝板水平轴中心线的夹角(β)为3°~10°,可以获得较好的效果[2]。板孔排布如图2所示。孔间距与微孔孔径相关,微孔直径越大,要求孔间距越大。根据实践经验,对于44.4 dtex/24 f品种,孔间距大于7 mm,即可满足冷却要求。
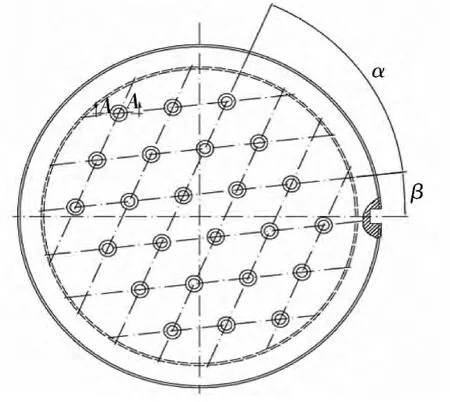
图2 喷丝板孔排布示意Fig.2 Spinneret hole arrangement
2.1.3 喷丝板孔长径比(L/D)
较高黏度的纺丝熔体进入喷丝板微孔,直径显著变小,速度增大,产生拉伸形变和剪切形变,自喷丝板孔喷出时,产生弹性回复,造成出口胀大[3]。L/D越小,松弛时间越短,出口胀大现象越突出,对纺丝的不利影响越严重,影响纤维的细化,造成粘板,纺丝断头,产生毛丝等。但L/D过大,清洗难度加大,纺丝时出现细丝甚至喷丝孔堵塞现象。根据生产实践,生产中采用L/D为2.5,毛丝最少,喷丝板也易于清洗。
2.1.4 喷丝板的损伤
喷丝板在使用过程中的熔体磨损、铲板时刮刀磨损,清洗过程有时用通针捅孔内的残留物操作不当、组装操作不小心引起板孔拉伤等都会影响到产品质量,引起毛丝[4]。
严格按照操作规程组装、拆卸、清洗和煅烧,最大限度减少人为损伤;组装前对每块喷丝板进行投影仪检测和连续变倍体视显微镜检测,剔除有疵点的喷丝板,可有效的避免因喷丝板损伤造成的毛丝。
2.1.5 丝路及导丝部件
PA6 FDY生产过程中,丝束经喷丝板喷出后要经过油嘴、导丝钩、预网络喷嘴、牵伸辊、主网络喷嘴、导丝辊及导丝钩等部件才能到达卷绕机。在丝条经过的整个丝路上,任何部件出现问题都会引起毛丝。
(1)油嘴和导丝钩
大有光三角FDY长丝因切片中没有加入二氧化钛且丝束单丝截面呈三角形,因此与丝路部件摩擦力最大,对油嘴和导丝钩的磨损尤为严重。同时,油嘴和导丝钩位置不正、角度不合适、松动,丝束运行不稳也会造成毛丝。在生产过程要加强对油嘴和导丝钩的检查,注意检测丝束张力,一个纺丝位内的各丝束张力要保持稳定并尽量一致,张力波动大的或差异大的要及时调整油嘴和导丝钩,调整不好的要更换新的油嘴和导丝钩。经验表明,不同规格的有光三叶PA6 FDY,油嘴和导丝钩更换周期一般为90~180 d。
(2)拉伸辊和导丝辊
在升头操作过程中,吸枪可能会碰到拉伸辊和导丝辊,损坏辊表面的喷涂层,如果丝束恰好经过损坏的部位,就会产生毛丝。同时,如果拉伸辊擦拭不及时,表面形成积碳,也会引起毛丝。
因此,操作工在升头过程中应避免人为碰伤拉伸辊和导丝辊。根据不同规格产品制定不同的拉伸辊擦拭周期,擦辊时要采用柔软的纱布和专门的试剂,可在铲板的同时进行擦辊工作。
(3)网络喷嘴
网络喷嘴磨损、出气过大或堵塞,丝束在喷嘴中抖动过大都有可能造成毛丝。因此在生产过程中要注意观察丝束在喷嘴中的运行状态,同时要定期检查丝筒的网络点情况,以便及时发现并解决问题。
(4)卷绕机构
卷绕机构的工况不良也会引起毛丝。TMT公司ATi-615R/10卷绕机最易引起毛丝的部件是拨叉。拨叉前端的瓷片损坏后会引起严重毛丝,出现丝筒的一个端面严重毛丝,而另一端面则没有毛丝。另外,压力辊与丝筒卷绕面接触,如果压力辊被钩刀或吸枪等物品损伤,出现沟痕,会使丝筒内部出现毛丝,从端面难以发现。对于卷绕机,应加强其检查和定期维护,加强对下机产品的分级检验。
2.2 纺丝工艺因素
2.2.1 纺丝温度
纺丝温度过低时,熔体黏度过高,喷丝头熔体膨胀效应严重,甚至出现“熔体破裂”现象,产生毛丝,生产过程断头率升高。温度过高时,聚合物的热分解加剧,造成相对分子质量降低和出现气泡丝、注头丝[5]。
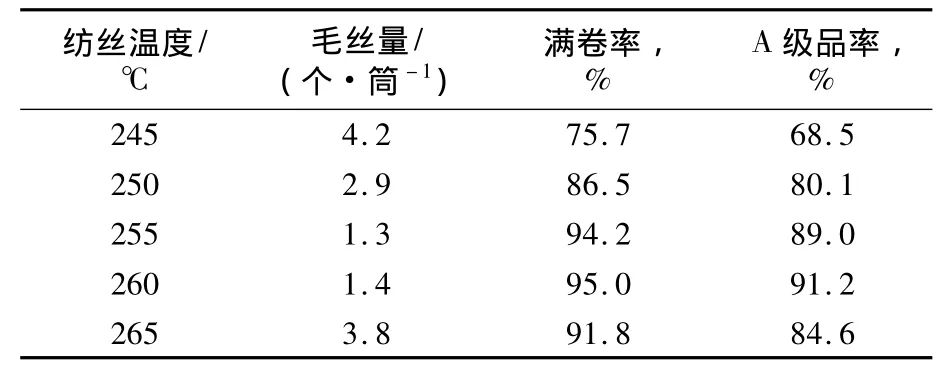
表1 纺丝温度对产品质量的影响Tab.1 Effect of spinning temperature on product quality
从表1可知,生产44.4 dtex/24 f有光三角PA6 FDY选用纺丝温度256~258℃,毛丝少,可纺性好。
2.2.2 冷却条件
熔体细流经喷丝板喷出后,在空气中冷却凝固成形,冷却条件对纤维的结构和性能有决定性的影响。在生产中要保证冷却条件的稳定。包括冷却空气的温度、湿度、流速和冷却高度等。对毛丝影响较为关键的因素为冷却空气的温度和冷却高度。
冷却温度过低,纺丝熔体细流在冷却成形过程中,冷却速度过快,纤维的皮芯结构容易出现应力集中现象,使丝的表皮易产生裂缝和裂纹;而在丝的内部分子中产生球粒,或形成硬丝,拉伸性能低,拉伸时出现较多毛丝和断头[6]。
因此,生产过程冷却温度可适当偏高。但如果冷却温度过高,会使丝束凝固点下移,结晶过快,不利于后拉伸,断头高,甚至出现丝束卷曲。实践证明,采用17~18℃的露点风冷却可以获得较好的结果。
丝束完成冷却固化后才能集束上油,因此,冷却高度要达到要求,否则,不利于纤维内部分子的取向,影响纤维的拉伸性能,拉伸过程单丝断裂产生毛丝和断头。但冷却高度过高,丝条的晃动程度会加大,影响条干均匀度,同时,丝束张力会增加,也会增加断头、毛丝的比例。
从表2可知,对于44.4 dtex/24 f PA6 FDY,采用17~18℃的露点风冷却,集束上油的位置在喷丝板下方1.1~1.2 m处,可获得较好的效果。
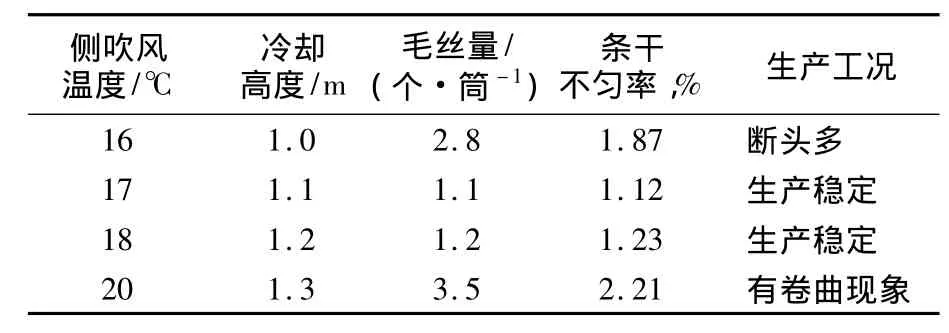
表2 冷却条件对产品质量的影响Tab.2 Effect of quenching conditons on product quality
2.2.3 上油率
如果上油量少,不能在丝束表面均匀地形成油膜,摩擦阻力增加,丝束集束性差,易产生毛丝[6]。上油量过高,会造成下游使用过程中滴油和污染等问题。有光三角PA6 FDY多用于经编、纬编和织袜,丝束含油率控制在1.0% ~1.5%,可满足客户使用需求,有效减少毛丝量。
2.2.4 拉伸倍数和定型温度
拉伸倍数提高,纤维的断裂强度会增加,但如果拉伸倍数超过临界值,会使纤维内部的大分子链发生滑移甚至断裂,产生毛丝和断头。因此,拉伸倍数应控制在适当的范围内。为了提高纤维的拉伸性能,消除纤维在拉伸过程中产生的内应力,拉伸过程中同时进行热定型,定型温度随拉伸倍数的增加适当提高。但定型温度过高会影响FDY油剂稳定性,在热辊上产生结焦,影响产品质量。
从表3可知,在一定范围内,随着拉伸倍数的升高,断裂伸长率逐渐下降,强力上升,但拉伸倍数超过临界值后,强力也开始出现下降,毛丝数量显著增加。采用拉伸倍数为1.2,毛丝最少,强力和断伸指标也比较理想。

表3 拉伸倍数对产品质量的影响Tab.3 Effect of draw ratio on product quality
3 结论
a.有光三角PA6 FDY生产易产生毛丝,产生的原因主要是设备和生产工艺因素。
b.设计喷丝板时,要选择适宜的孔形、长径比、孔间距和排布方式。对于44.4 dtex/24 f PA6 FDY,长径比选择2.5最为合适。
c.油嘴和导丝钩对毛丝的产生也有影响,有光三角PA6 FDY油嘴和导丝钩的更换周期一般为90~180 d。生产中还应加强拉伸辊、导丝辊、卷绕机的检查和定期维护工作,有效减少设备因素引起的毛丝。
d.对于 44.4 dtex/24 f品种,拉伸倍数 1.2,定型温度147℃,毛丝量最少,产品质量比较好。
[1] 王越,王明红,陆文华.异形喷丝板微孔对纺丝影响及其加工技术的研究[J].机电设备,2007(12):7-10.
[2] 北京三联虹普纺织化工技术有限公司.一种锦纶6多孔细旦有光三叶异形喷丝板:中国,201020002922.3[P].2010-10-06.
[3] 赵良知.聚合物熔体挤出胀大唯象的研究进展[J].中国塑料.2007,21(7):1 -5.
[4] 陈建新.喷丝板的几种缺陷及其对纺丝的影响[J].合成纤维工业.2003,26(4):56 -58.
[5] 董纪震,赵耀明,陈雪英,等.合成纤维生产工艺学[M].2版.北京:中国纺织出版社,1981:235-240.
[6] 曾继英,陈毅荷,傅铧.冷却丝室空调工艺对锦纶-6高速纺生产的影响[J].化工进展,2003,22(11):1236 -1238.
