翼形法在船舶机桨不匹配处理中的应用
2014-07-31吴国妹
吴 飞,吴国妹
(中海工业(江苏)有限公司,江苏 扬州 225211)
翼形法在船舶机桨不匹配处理中的应用
吴 飞,吴国妹
(中海工业(江苏)有限公司,江苏 扬州 225211)
针对5万DWT级散货船机桨不匹配的情况,在主机及相关设备不变的情况下,采用翼形法对螺旋桨进行修边操作,解决了主机超负荷的问题,航速在可承受范围内略有下降。
翼形法;机桨匹配;船用柴油机;船用螺旋桨;功率匹配
0 引言
某5万DWT级散货系列船,经过首批多条船实船试航,全部存在船、机、桨匹配不佳问题,主要表现为:主机功率超负荷832 kW,航速没达到设计值。经多方共同分析,认为水池试验预报有误。由于实际情况所限,结合多方意见,决定割螺旋桨随边。切割随边,可直观地理解为减少桨叶面积,桨的负荷减轻,转速提高,这一点和切割直径是相似的。切割随边因保持直径不变,推进效率几乎不会降低,但盘面比减少,高速船容易产生空泡。由于本船设计航速为14 kn,不属于高速船,所以空泡影响不会很大。
1 割桨前螺旋桨基本参数
桨叶
4
直径
5.85 m
重量
14 350 kg
盘面比
0.5
展开面积
13.44
2 切割方案
切割剖面示意图如图1所示。图中,H为倒角宽度,Φ为直径,L为倒角长度。每站切割长度数据表见表1。表中,R为螺旋桨半径。
3 现场画线
在施工现场标记切割线、检验线,并使用准备好的薄膜图案附在叶片表面。在检验线与每道分站的交接点要求冲眼,并标明基准检查修改后的切割长度,以便检查切割的精度。现场画线示意图如图2所示。

图1 切割剖面示意图

图2 现场画线示意图(单位:mm)

表1 每站切割长度数据表
4 切割
根据桨叶上的切割线,最好用切割机进行切割。切割每片桨叶时注意收集每片叶的重量。
5 研磨
首先,用研磨盘砂轮和测量仪表根据每个叶片研磨线的外侧进行研磨。其次,用风铲或砂轮根据表2数值对其修铲出倒角。各半径位边缘研磨数据表见表2。

表2 各半径位边缘研磨数据表
6 抛光
修改后的叶片表面要用抛光盘抛光。
7 检验
(1)修改的部分是通过使用量规确认成品尺寸,并反映在记录测量表。切割完工测量表见表3,本表需结合图1和表1查看。

表3 切割完工测量表(叶片A)
(2)染料渗透探伤。为了确认不存在任何缺陷,必须用染料对周围的改质区域进行渗透检验。
一般步骤如下:
①被检物表面处理;
②施加渗透液;
③停滞一定时间;
④表面渗透液清洗;
⑤施加显像剂;
⑥缺陷内部残留的渗透液被显像剂吸附出来,并进行观察;
⑦根据GB 5616-1985标准,进行缺陷判定。
8 静平衡
静平衡依据标准IS0484/1-1981(E)或GB 12916-91。如果切割精度很高,且所修割的重量占螺旋桨重量比非常小的情况下,对螺旋桨的静平衡影响很小。因此在切割时,要仔细收集每片桨叶所割下来的重量。切割重量分析示意图如图3所示。图中,①为切割的叶片条;②和③为切割和研磨部分。
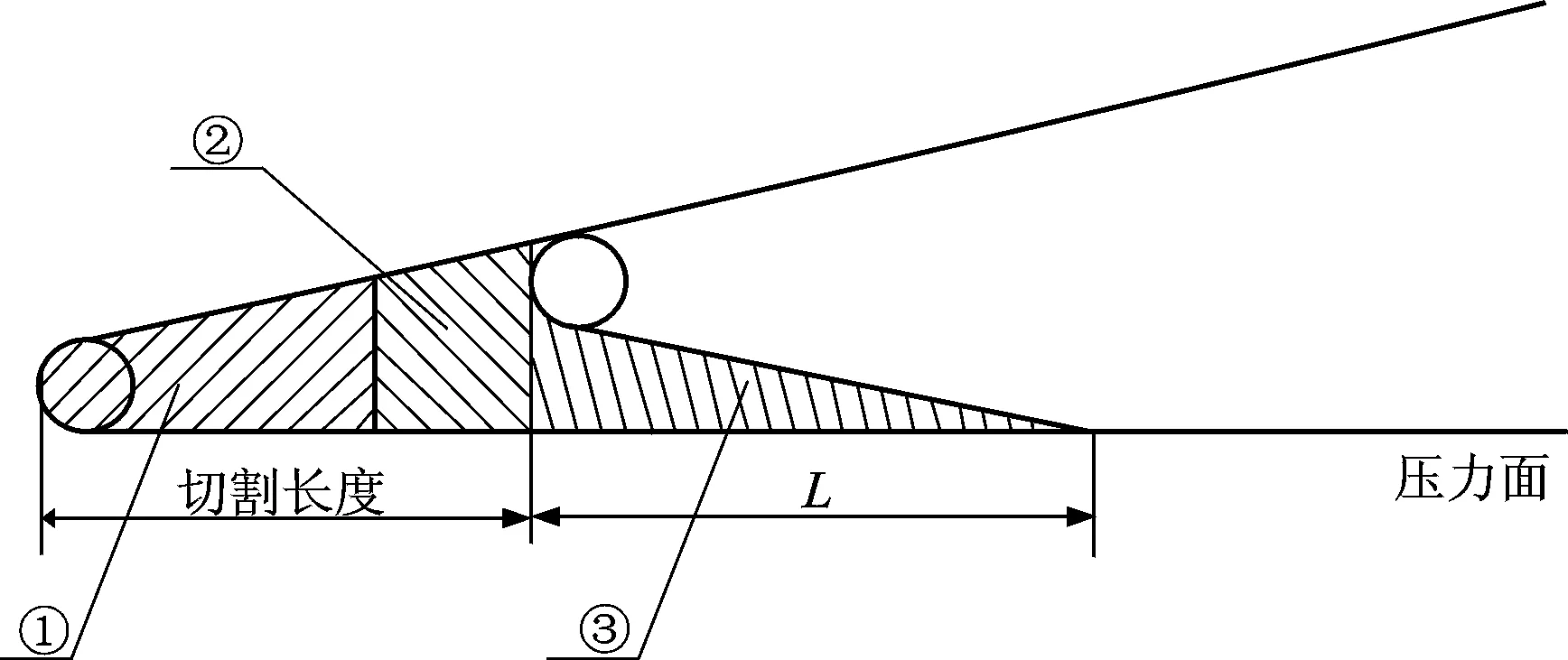
图3 切割重量分析示意图
由于图3中②和③往往有一部分成了桨削,很难收集全,所以实际重量往往少于理论计算值。
9 结语
此系列船割桨后重新试航测试,主机功率超负荷832 kW的问题彻底解决,但航速略有下降,下降约0.2 kn,在业主可以承受的范围内。
[1] 中国船舶工业总公司.船舶设计实用手册(船体分册)[M].北京:国防工业出版,1998.
[2] 张振新.以修整螺旋桨随边达到机桨合理匹配一例[J].造船技术,1988,(1):14-17.
[3] 王国强,等.船舶螺旋桨理论与应用[M].哈尔滨:哈尔滨工程大学出版社,2005.
2013-10-23
吴飞(1981-),男,助理工程师,从事船体工作;吴国妹(1981-),女,助理工程师,从事船体工作。
U671.91+1
B