热轧带钢拍打装置设计及应用*
2014-07-24朱俊华熊亚洲
施 汉, 杨 琳, 朱俊华, 熊亚洲, 魏 欣
(中冶南方武汉钢铁设计研究院有限公司,湖北 武汉 430080)
热轧带钢拍打装置设计及应用*
施 汉, 杨 琳, 朱俊华, 熊亚洲, 魏 欣
(中冶南方武汉钢铁设计研究院有限公司,湖北 武汉 430080)
热轧带钢中,常有钢卷卷取塔型的现象发生,严重影响生产效益。详细介绍分析了热轧带钢拍打装置的设计思路及各项参数。该装置能够有效的解决塔型现象,已在武钢热轧总厂中得到成功应用并申请专利。
热轧带钢;塔型;拍打装置
Abstract: In the hot strip mill, the telescope of hot rolled strip is the common accident. This accident could affect the mill's benefit. The design idea and parameters of hot rolling strip beater is introduced. The equipment could resolve the telescope, it has been applied in hot strip mill of WISCO and has been submitted to be a patent.
Key words: hot rolling strip; telescope; beater
0 引 言
热轧带钢卷取的目的就是将带钢卷成整齐、紧密的钢卷,以解决带钢的存放和运输问题。武钢热轧总厂三条轧制机组尾部卷取后,钢卷端面均存在不同程度塔型卷芯现象,如图1中钢卷塔型实物图。此现象不仅影响打捆质量、降低成品率,同时给下步工序生产带来更多的原料消耗,从而影响到板厂的效益,也影响到板厂的钢卷形象,故控制塔型与提高板厂经济效益有较大关系。
为解决热轧厂钢卷塔型问题,需在热轧总厂的一、二、三分厂分别增设钢卷拍打装置,以提高热轧产品质量和成材率,降低成本。笔者针对武钢二热轧中增设的离线钢卷拍打装置的设计及应用做出介绍及分析[1-2]。

图1 钢卷塔型实物图
1 钢卷拍打装置工艺及设备
1.1 热轧二分厂机组尾部卷取钢卷基本参数
卷取带钢厚度:1.55~25.4mm;卷取带钢宽度:700~2130 mm;卷取带钢温度:max 730 ℃,min 400 ℃;卷取钢卷最大外径:φ2 150 mm;卷取钢卷最小外径:φ1 000 mm;钢卷输送形式:卧卷。
1.2 工艺布置
根据热轧二分厂轧制机组现场实际勘察,热轧二分厂钢卷拍打装置拟布置于2#步进梁的第五个卷位固定鞍座上方,设备安装于其鞍座坑之上,采用双液压缸对卧置钢卷两侧端面进行压紧的方式,对塔型进行矫正[1]。
1.3 设 备
1.3.1 设备本体
钢卷拍打装置模型如图2,从该模型中可以看到,该装置采用两液压缸驱动压头对中压紧消除塔型,设备左右为对称结构,安装于2#步进梁第六个卷位鞍座坑上方。
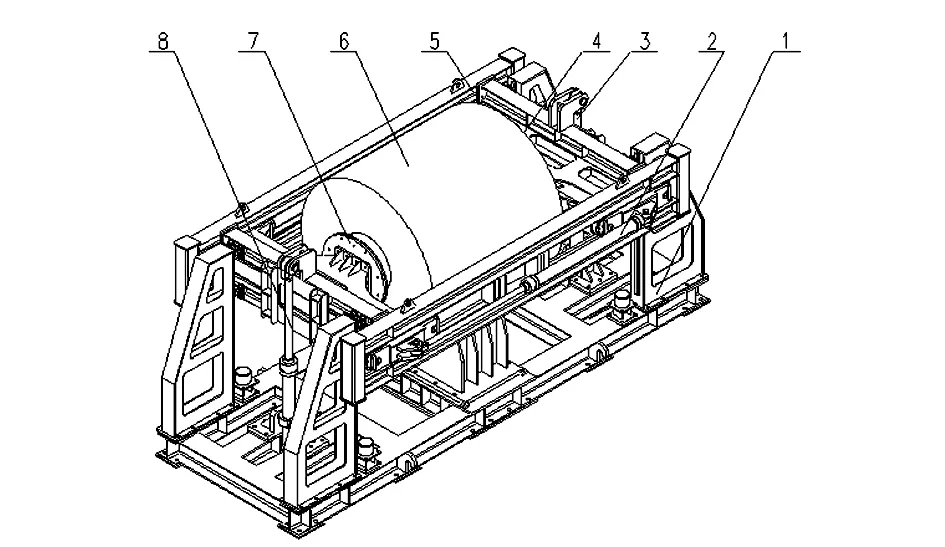
图2 钢卷拍打装置模型1.支架及底座 2.右压紧油缸 3.右升降油缸 4.右压头 5.左压紧油缸 6.塔型钢卷 7.左压头 8.左升降油缸
采用一油缸φ100×1700(行程)驱动压紧装置移出,采用两油缸φ100×500(行程)驱动压头,同时对钢卷两侧进行压紧,消除钢卷塔型。钢卷拍打装置可矫正钢卷中心直径1 000 mm范围内的最大150 mm塔型量。矫正后塔型量小于30 mm。
1.3.2 油缸功能控制
钢卷拍打装置的拍打工作,是通过油缸的一系列动作完成的,如图3压紧油缸动作时序图。从图中可以算得,装置完成一次动作的周期时间约50 s。
系统压力为160 bar,压紧油缸工作压力为70 bar,管路各设一套单向截流阀,减压阀调节其各自动作速度和压力。压紧油缸压力设计值为5.5×104N。
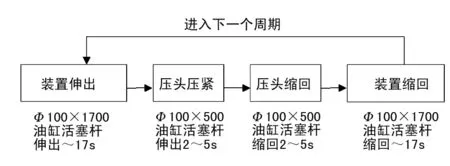
图3 压紧油缸动作时序图
压紧油缸由原卷取机系统提供系统压力及流量。与原系统闭合。工作启功必要条件:鞍座上有钢卷(冷金属检测仪取信号)。
动作控制流程如图4钢卷拍打装置动作流程图。
1.3.3 设备防护
拍打装置处,设防辐射隔热板,避免钢卷对油缸的直接辐射。设行程开关检测油缸是否已回位,保证设备不与运输钢卷干涉。

图4 钢卷拍打装置动作流程图
2 钢卷塔型消除装置液压回路及控制
2.1 液压回路
拍打装置液压系统,如图5钢卷拍打装置液压原理图。该液压系统共计由1套液压回路组成。回路上设置有减压阀调定回路油压,液压锁保持油缸状态。新增拍打液压系统回路集成为一座液压阀台。拟安装于靠近设备的空地位置。油源引自机组运输链1#液压系统,系统压力160 bar, 介质:46#矿物液压油。阀台主管与运输链1#液压系统主管相连。
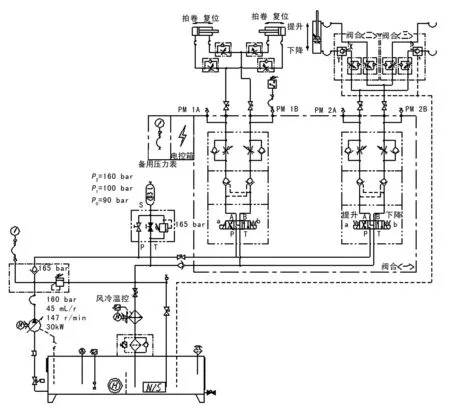
图5 钢卷拍打装置液压原理图
管道设计采用不锈钢0Cr18Ni9材质,氩弧焊焊接,管道拟从现有油沟内主管开三通贴地敷设进阀台,支管贴地敷设至设备。油液冲洗达清洁度 NAS1638 7级[2]。
2.2 主要控制设备
三位四通双电磁铁电磁阀:30 W,3个;冷金属检测仪:30 W,1台。
2.3 负荷性质、电压等级
本工程负荷按三类负荷性质设计。电压等级:AC220V;电磁阀/检测仪/传感器:DC24V;电源:用电设备的的供配电电源。
2.4 供配电、控制
每台钢卷拍打装置均设置一台电控箱,进线电源AC220V通过电控箱内开关稳压电源,转换为DC24V,向各用电设备供电。电控箱设置于机旁。钢卷拍打装置的电气控制按机旁手动优先 /PLC集中控制操作方式设计。PLC控制通过在现有PLC系统中增设输入、输出模块传输信号,并增加编制该工艺过程控制程序完成。PLC输出信号,通过电控箱内中间继电器向各电磁阀传递动作指令。设置钢卷检测仪,检测钢卷在位或钢卷塔型情况,该反馈信号通过控制电缆输入PLC系统。
根据工艺操作流程方案,设置I/O信号如下:
新增模块安装于2#步进梁附近的ETM站内。输入信号:(1)机旁/集中;(2)停止操作;(3)装置伸出操作;(4)左压紧操作;(5)右压紧操作;(6)联动压紧操作;(7)左退压操作;(8)右退压操作;(9)联动退压操作;(10)装置缩回操作;(11)装置伸出到位;(12)左退压到位;(13)右退压到位;(14)装置缩回到位;(15)钢卷在位;(16)电源监控。
输出信号:(1)装置伸出运行;(2)左压紧运行;(3)右压紧运行;(4)左退压运行;(5)右退压运行;(6)装置缩回运行。
3 钢卷拍打装置分析
热轧二分厂生产钢卷规格卷径和宽度差异较大,受固定鞍座高度限制,使得拍打装置拍头覆盖范围有限,压紧钢卷时作用力不能保证在钢卷正中心,特别是最小直径1 000 mm卷。另外为不影响钢卷正常运输,保证拍打装置移出空出通道,需对坑壁一侧开口,这将有可能影响附近地下油站的基础和墙壁。
4 结 语
该类钢卷拍打装置为中冶南方武钢院独立设计产品,并成功申请专利,文中钢卷拍打装置已经顺利通过武钢二热轧热负荷试车,并将为工厂生产带来可观的经济效益。
[1] 邹家祥.轧钢机械[M].北京:冶金工业出版社,1989.
[2] 成大先.机械设计手册[M].第五版.北京:化学工业出版社,2008.
Design and Application of Telescope Beater of Hot Rolled Strip
SHI Han, YANG Lin, ZHU Jun-hua, XIONG Ya-zhou, WEI Xin
(WISDRIWugangEngineeringCo.,Ltd,WuhanHubei430080,China)
2014-05-04
施 汉(1954-),男,湖北武汉人,高级工程师,主要从事冶金设备、液压气动及润滑领域的设计工作。
TG335.55
A
1007-4414(2014)04-0187-03
