皮带定量配料系统在焦粉再利用中的应用
2014-07-24韦宏利
郑 强,韦宏利
皮带定量配料系统在焦粉再利用中的应用
郑 强,韦宏利
基于目前工业废弃焦粉回收再利用生产过程中生产效率低、配比不准确、生产合格率低等问题,设计了电子皮带定量配料系统。该系统采用闭环反馈控制与 PID控制相结合的方式来进行物料配比。通过采集安装有该配料系统的某厂区的现场数据进行验证,结果表明焦粉回收再利用的生产效率和产品合格率得到极大提高。经过现场调试,系统日产量可达300t/16h,整个过程物料配比精确,满足焦粉回收再利用的生产要求。
焦粉再利用;定量配料;皮带控制;PLC;PID;变频调速
0 引言
焦粉是冶金、化工、电石等生产企业将工业焦炭破碎时产生的一种副产物,因其颗粒小,再加工难度大,燃点低不符合工业生产要求,在过去经常被废弃。在国家节能减排要求和能源可持续发展政策的引导下,出现了一批工业废弃焦粉回收再利用企业,通过将废弃焦粉、煤粉、添加剂、水等按一定比例混合,生产出成型焦粉再利用,拓宽了焦粉的使用途径,响应了国家节能减排的发展要求。
在工业废弃焦粉回收再利用生产过程中,目前常采用的手段是人工进行物料添加、配比,由于焦粉再利用生产中对物料配比精确度要求极高,人工添加直接导致了焦粉再利用的生产效率低下、成型率不高等特点。本文即针对此种情况,设计了皮带定量配料系统,采用可编程控制器,对皮带进行变频调速,精确完成物料称量、配比,生产过程实现全自动化,无需人工干预,极大的提高了企业生产效率与产品成型率。
1 系统工艺流程
工业废弃焦粉回收再利用生产主要是将焦粉、煤粉、添加剂与水按照一定比例进行混合,混合物经过搅拌机均匀混合后,进入型煤机进行成型,完成型煤生产[1]。物料的定量配比是整个生产过程的关键阶段,直接关系到产品的成型合格率与生产效率,本文即根据生产要求,设计了皮带定量配料系统,自动完成整个物料的综合配比。
焦粉再利用生产所需 3种固体配料物料堆密度接近1kg/m3,分别放在3个筒式储料仓中,储料仓下部分别衔接3部皮带定值给料机[2],通过定量给料控制器进行称量,控制皮带运行速度,将3种物料均匀混合,通过1#输送皮带储存在混合储料仓中,混合储料仓通过检测混合机物料状况,通过 2#皮带向混合机添加物料,同时,电磁水阀控制混合机加水量,完成整个生产的物料定量配料与混合过程[3]。整个配料搅拌过程自动完成,无需人工干预,单次配料周期控制在4min以内,皮带速度控制在0.01~0.5m/s,计量精度优于2%,控制精度优于1%。
2 皮带定量配料系统结构
煤皮带定量配料系统主要由四个筒式储物仓,3部皮带定值给料机,称重传感器,三部定量给料控制器,2条长输送皮带,电磁水阀,电磁流量计,可编程控制器,变频器等设备组成,系统结构如图1所示:

图1 皮带定量配料系统结构
系统中,皮带定值给料机根据运行速度不同通过称重传感器完成焦粉、煤粉、添加剂3种物料的定量计量,经过计量后的物料通过 1#输送皮带运输至混合储料仓完成原料混合过程,为降低系统成本与控制复杂度,输送皮带采用定速运行,3部皮带定值给料机采用变频调速运行[4],皮带速度根据混合储料仓仓位变化以及定量给料控制器设定量进行不断调节。
3 皮带定量配料系统控制单元设计
工业废弃焦粉回收再利用皮带定量配料系统控制单元主要由可编程控制器、变频器、皮带给料机电机、定量给料控制器组成[5],系统通过闭环反馈控制与PID控制相结合的方式,保证参数调节的实时性与稳定性,保证整个焦粉回收再利用生产自动、周期运行。其中皮带给料机电机为系统的执行单元,可编程控制器与变频器为系统控制单元,定量给料控制器为系统的检测变送单元[6],配料系统控制单元控制原理如图2所示:

图2 配料系统控制原理图
皮带配料系统主要以混合储料仓物料重量作为被控量,通过皮带定值给料机上称重传感器将测量重量传给定量给料控制器,定量给料控制器对3种物料重量进行累计调节。针对配料过程中的3种物料的堆密度、从输送皮带下落的冲击力、皮带托辊震动、皮带跑偏修正等因素的影响,整个系统通过引入PID对整个称重配料过程进行调节,使系统的整个配料计量精度控制在2%以内。
4 皮带定量配料系统软件设计
皮带定量配料系统主要以可编程控制器为系统的控制核心,以定量给料控制器作为系统的检测变送单元,通过称重传感器采集物料的重量信号,用以控制皮带给料机电机。
系统配料开始,PLC首先控制1#输送皮带与2#输送皮带定速运转,同时查看定量给料控制器给定的重量信号,若混合储料仓中没有物料,则3部皮带定值给料机开启,根据定量给料控制器预先设定的3种物料量,向混合储料仓开始全速加料,当加料量达到定量给料控制器预设的速度调节阈值时,向PLC发出速度调节指令,PLC通过收到的调节指令开始对变频器进行调速,以确保物料到达混合储料仓刚好完成单次加料过程。当混合储料仓物料加满后,PLC控制混合储料仓插板阀开启,均匀混合后的物料通过 2#输送皮带开始向混合机加料,延时一段时间后,PLC控制电磁水阀向混合机进行加水,开始搅拌混合。于此同时,混合储料仓物料输送完毕,插板阀关闭,定值给料机开始下一次配料过程。以上过程全部通过PLC自动实现,对物料实现周期性定量配比,系统软件工作流程图如图3所示:
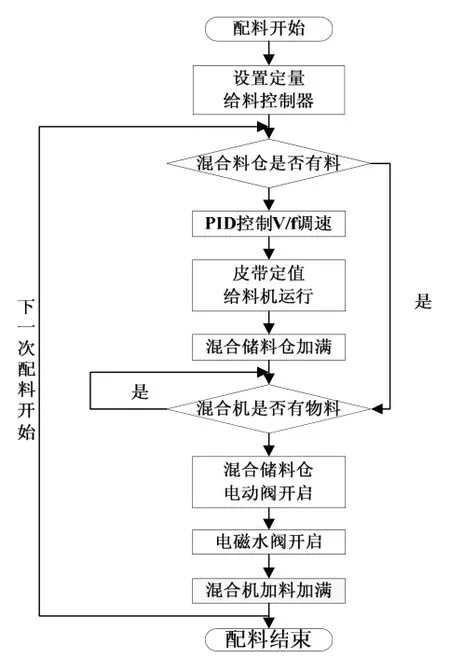
图3 皮带定量配料系统软件流程图
5 皮带定量配料系统速度调节
为使整个系统控制精度达到1%以下,对皮带给料速度的调节至关重要,系统中皮带速度的调节主要通过 PLC控制变频器,变频器对皮带给料机电机进行有滑动补差的V/f调节。变频器V/f调节过程如图4所示:

图4 皮带给料机V/f滑动补差速度调节
为变频器对皮带给料机电机进行电压/频率调节,在皮带给料机启动阶段0~t1,变频器通过预设的启动时间,对电机进行逐渐加速启动,启动完成后,使给料机进行全速配料,变频器工作在最大输出电压Vmax下,给料机匀速运行至t2时,变频器开始减速运行,工作在V/f3状态下;当给料机到达1/3配料点时,变频器工作在V/f2状态;当给料机运行至t6系统慢加料点时,变频器继续减速运行至V/f1状态,并且开始根据3种物料累计量进行PID速度调节;当给料机加料接近完成时,变频器输出电压为最小维持电压,给料机停止运转,整个配料过程结束。系统工作各时段皮带速度实际测定值如表1所示:
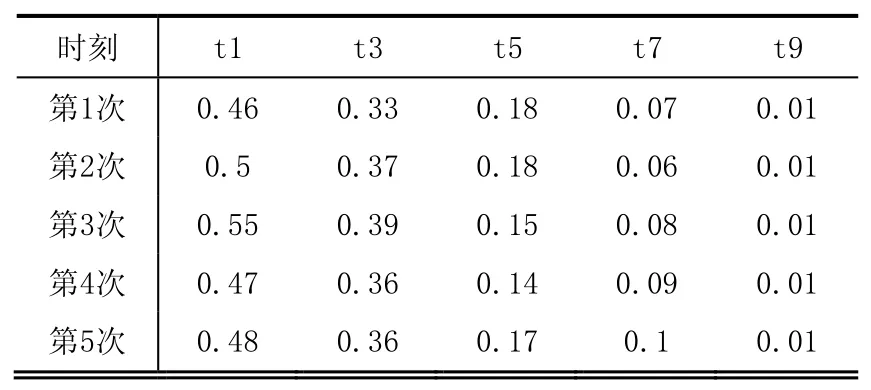
表1 皮带运行各时段速度(m/s)
6 总结
本文针对工业废弃焦粉回收再利用生产过程中出现的生产效率低、配比不准确等问题设计了皮带定量配料系统,通过采用皮带定值给料机和PLC等设备,自动完成焦粉再利用过程中的物料精确配比,经过现场验证,以每天连续生产16小时计,系统日产量可达到300t/天,极大的提高了焦粉再利用生产效率和产品合格率。
[1] 申明新.中国炼焦煤的资源与利用 [M].北京:化学工业出版社,2007.35-37
[2] 孙国顺,张新,齐玫.快速定量装车站全自动控制系统研究[J].工矿自动化,2011(7):65-67.
[3] 何瑞,贾磊.基于PLC控制的自动配料系统的研究与应用[J].微计算机信息,2007(23):86-88.
[4] 李娇.皮带配料模糊PID控制方法研究[J].工矿自动化,2008(13):36-38.
[5] 徐峰,马铁军,翁家雄.基于现场总线的小料自动配料控制系统[J].农机化研究,2007(5):133-134
[6] 段梅,李新.PLC在混料控制系统中的应用[J].自动化与仪表,2003(7):73-79
Belt Quantitative Batching System in the App lication of The Coke Powder Reuse
Zheng Qiang, Wei Hongli
(Xi’an Technological University, Xi‘an 710032,China)
Based on the low production efficiency, inaccurate proportion, low production rate in the current industrial waste coke powder recycling and reusing process, this paper designed Electronic Belt quantitative batching system. The system adopts the method of closed-loop feedback control combined w ith PID control for material proportioning. Through a verification of on-site data from a factory where installed the Belt quantitative batching system, the results showed that production efficiency and production rate of coke powder recycling and reusing has been increasingly improved. Through a field debugging, the system’s daily output was up to 300 t/16 h. The entire process of material proportion was accurate and has met the production requirement of industrial waste coke powder recycling and reusing.
Coke Powder Reuse; Quantitative Batching; Belt Control; PLC; PID; Frequency Control of Motor Speed
TP273
A
2014.05.09)
郑 强(1988-),男,山西省临汾市,西安工业大学,硕士研究生,研究方向:自动化与控制工程,郑强,710032
韦宏利(1965-),男,陕西省西安市,西安工业大学,副教授,研究方向:检测技术与智能化装置,西安,710032
1007-757X(2014)11-0053-02
