基于参数辨识的磨床充退磁控制器
2014-07-22孙向文王勇孙立功
孙向文,王勇,孙立功
(河南科技大学 电气工程学院,河南 洛阳 471003)
轴承磨加工过程中,通常使用电磁无心卡盘吸附工件进行定位加工。以3MK205B磨床为例,该设备以电磁卡盘吸附套圈,由砂轮对套圈的内径面进行磨削。在需要电磁卡盘吸附待加工套圈时,在卡盘的励磁线圈两端施加励磁电压,产生励磁电流,从而产生吸附待加工套圈的磁场,此过程即充磁过程[1]。加工结束后下料时,仅仅消除励磁电流是不够的。因为套圈为铁磁物质,具有磁滞现象,消除励磁电流后套圈中依然会有残磁存在,导致套圈难以向下滑动,出现卡料现象;且残磁过大会影响下一道工序的加工。因此,需要电磁卡盘能对套圈进行退磁,以消除套圈的残磁,因此充退磁控制器的退磁效果对轴承加工非常重要。
1 直流换向衰减法
目前国内现有的电磁卡盘退磁控制装置基本都采用直流换向衰减法[2],其工作原理如图1所示。由图1某永磁材料磁滞回线簇可知,当逐渐减小材料磁场强度的最大值时,磁滞回线所包围的面积将逐渐减小。
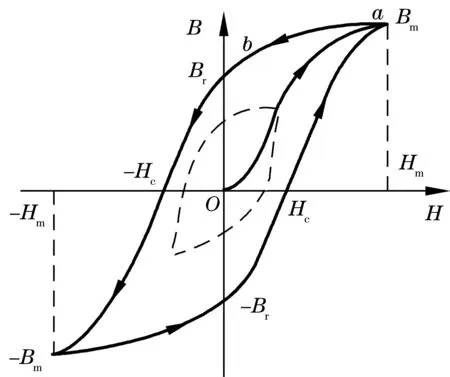
图1 直流换向衰减法原理图
直流换向衰减法通过不断改变励磁电压的大小和方向,使通过负载线圈的电流逐渐衰减到零,从而进行退磁[3]。从电路理论角度来看,电磁卡盘线圈为感性负载。采用直流换向衰减法进行退磁时,由于线圈中的电流逐渐衰减,磁场不断衰减。根据Faraday电磁感应定律,衰减的磁场将在线圈两端感应出感生电动势,感生电动势的大小和线圈电感与电流的变化率成正比。因此在采用直流换向衰减法进行退磁时必须注意:加在电磁卡盘线圈两端的反向电压应在线圈中的电流衰减至零后再施加,否则感生电动势将和反向电压同向串联,导致线路中的电流过大,有可能使电路中的元件损坏。对于不同的电磁吸盘,其电感及电阻值均不相同,为了确保线路的安全只能按照最大值确定,从而造成整个退磁过程时间过长,退磁效率较低。
2 参数辨识的磨床充退磁控制器设计
2.1 设计原理
自适应充退磁控制器设计的基本思路为:(1)利用参数辨识技术(相关分析)辨识出电磁吸盘的单位脉冲响应;(2)根据电磁吸盘单位脉冲响应辨识出系统时间常数;(3)依据辨识出的系统时间常数确定出在电磁卡盘线圈两端施加反向电压的时间间隔。
对电磁卡盘线圈等效时间常数进行辨识的方法,本质上就是对线圈单位脉冲响应的辨识,其理论依据为随机过程相关分析理论的Wiener-Hopf方程[4]
式中:Rxy(τ)为待辨识系统激励、响应之间的互相关函数;Rxx(τ)为待辨识系统激励的自相关函数;g(t)为待辨识系统的脉冲响应函数。
Wiener-Hopf方程本身对待辨识系统的激励没有限制,在工程实践当中为简化数学计算,常选择PRBS(伪随机二进制序列)信号作为系统激励。选择PRBS信号的原因在于PRBS的自相关函数Rxx(τ)=δ(t),由冲击函数δ(t)的筛选性质,即

可知,在使用PRBS激励时Wiener-Hopf方程变为Rxy(τ)=g(t)。因此只需计算待辨识系统输入输出之间的互相关函数即可得到待辨识系统的脉冲响应函数。
2.2 系统结构
充退磁控制器系统结构如图2所示,主要由3个环节构成。

图2 充退磁控制器系统结构
(1)变压、整流、滤波环节。该环节将50 Hz(工频)、220 V交流电转换为直流,经DC/DC Boost升压电路输出至H桥逆变电路,充当H桥逆变电路的直流电源。
(2)DC/DC变换、H桥逆变环节。该环节通过Boost升压电路和H桥逆变电路(图3)将变压、整流、滤波环节输出的固定直流电压变换为幅值、占空比及方向可控的直流退磁电压,在电磁卡盘线圈中产生逐渐衰减的退磁电流,实现工件的退磁。
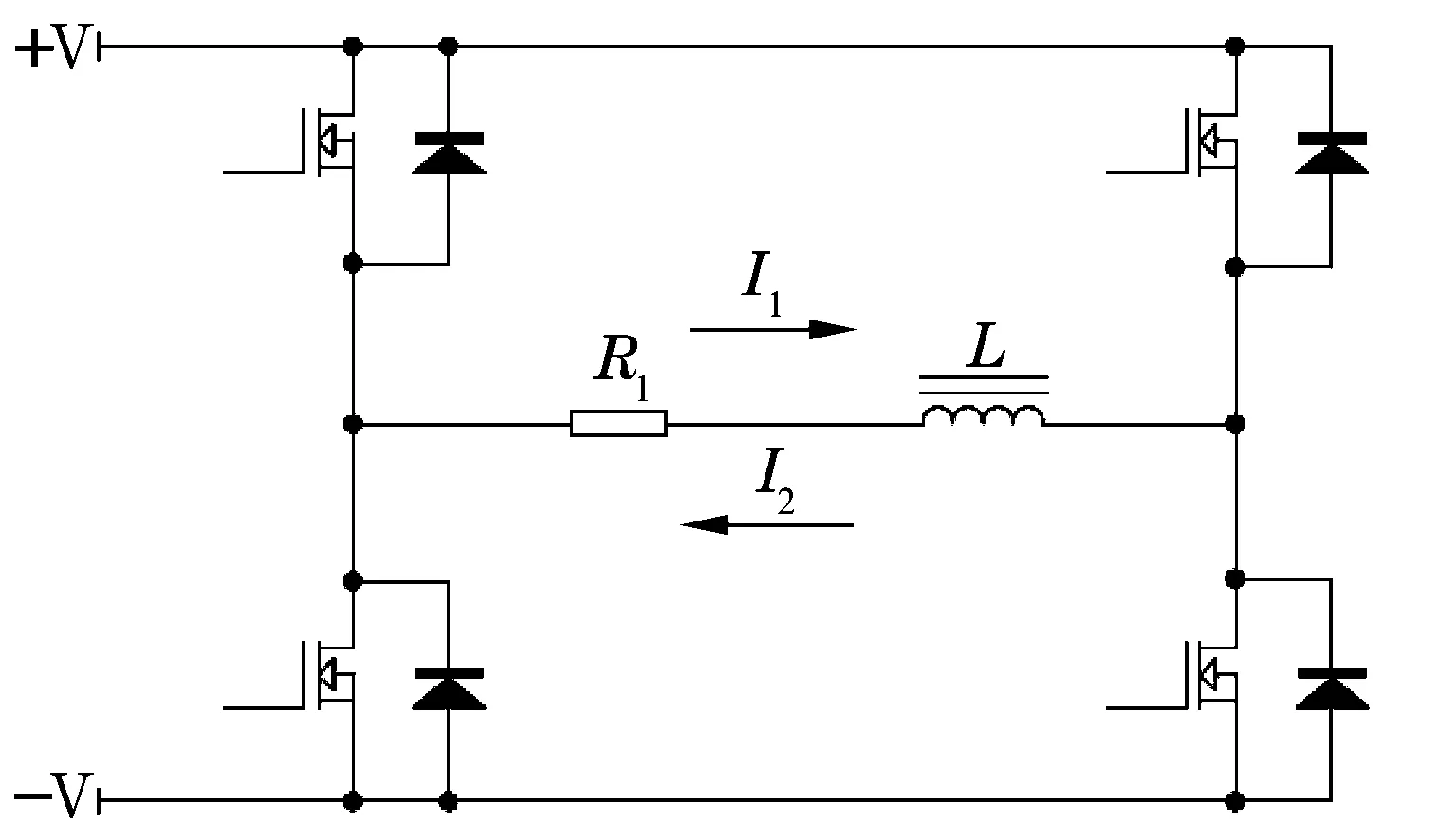
图3 升压和H桥逆变电路
(3)控制回路。控制回路的功能主要包括:
(a)利用数字信号处理方法,产生PRBS作为电磁卡盘线圈激励。
(b)利用A/D转换器采集电磁卡盘线圈在PRBS激励下得到的励磁电流,采用相关分析法计算电磁卡盘线圈激励电压和励磁电流之间的互相关函数Rxy(τ),利用Rxy(τ)辨识线圈的时间常数。其中,相关分析法需要进行大规模的数值计算,对处理器的要求非常高,设计中选用了ADI公司的BF531 DSP。
(c)根据辨识结果,控制H桥逆变电路开关的轮换导通,以产生幅度衰减、极性可调的退磁电压。
3 试验结果及分析
为了验证充退磁控制器的使用效果,把充退磁控制器分别应用于3MK205B和3MK2016B内径磨床上,3MK205B使用的线圈电阻为22 Ω,2 000匝;3MK2016B使用的线圈电阻为39 Ω,2 100匝。在不影响加工效率的情况下,分别加工100个6025轴承内圈的内径面和30212轴承的外滚道,使用充退磁控制器加工的效果见表1,工件的各项加工精度没有受到任何影响。

表1 充退磁控制器使用前、后工件的残磁对比 mT
理论分析和试验证明,由于采用了参数辨识技术,控制装置可以自适应各种型号的电磁卡盘,无需针对不同的电磁卡盘进行退磁时间的整定;而且可精确控制对励磁线圈施加反向电压的时刻,提高了退磁效率。
