保持架注塑模具的排气设计
2014-07-21宁仲张炜丁幸波孙小波
宁仲,张炜,丁幸波,孙小波
(1.洛阳轴研科技股份有限公司,河南 洛阳 471039; 2.总参工程兵科研三所,河南 洛阳 471922 )
塑料保持架注塑成型后无需机械加工,生产效率高,成型简单快捷,轴承装配方便,容易实现自动化控制;保持架具有质轻、耐磨、耐腐蚀、防磁和低摩擦等优良性能,因此塑料保持架应用范围和使用场合越来越广泛[1-2]。
塑料保持架注塑成型是将干燥粒状的工程塑料置于料筒内,经加热熔化成半液体状态,借助柱塞或移动螺杆加压,使半液态原料从喷嘴注入保持架成型模具内,经过保压保温、冷却定型后获得所需要的保持架[3-4]。当保持架塑料熔体填充型腔时,必须排除型腔和浇注系统内的空气以及塑料受热或凝固产生的低分子挥发气体,若不能及时有效地将这些气体排出,保持架产品上会出现气泡、接缝和缺料等缺陷;型腔内的气体骤然受压后会产生瞬时局部高温,使塑料熔体分解变色,严重时出现碳化烧焦;同时被压缩的气体还会产生反向压力而降低充模速度,使注塑成型困难,影响保持架外观质量。设计保持架注塑模具时必须考虑排气问题并设计合适的排气系统,注塑保持架模具排气槽的设计极为重要。
1 排气系统的作用
保持架注塑模具排气系统的合理设置,能在保持架注塑成型时有效排除模腔内的空气,排除物料在加热过程中反应分解产生的气体及水蒸气,平衡脱模过程中型腔内、外气压。保持架壁越薄,越是远离浇口的位置和在两股料流汇合的部位,排气槽的设计显得尤为重要。对于精密注塑保持架,开设排气槽能避免制品表面产生灼伤和熔接痕,消除保持架的各种缺陷,保证其尺寸精度和形位公差,实现塑料保持架生产的批量化和自动化。因此,保持架注塑模具排气系统合理设置是保证保持架产品质量的关键之一。一般来说,在高压最高速注射熔料时,如果保持架表面未产生焦斑,则说明模具的排气系统设计是合理的。
2 排气系统设计原则
2.1 排气系统尺寸设计原则
保持架注塑模具排气系统的尺寸设计要以有利于排气但不溢料为原则。对于黏度低流动性好的塑料熔体开设较小的排气槽高度,并防止气流堵塞。排气槽截面积应按所需排气量确定,先确定排气槽高度,然后计算排气槽宽度,气流方向的排气槽长度应不超过2 mm。排气槽后的导气沟应适当加深、加宽,以减少排气阻力。
2.2 排气系统位置设计原则
一般排气槽开设在分型面上,因为在分型面上若因设置排气槽而产生飞边,很容易随保持架一起脱模。在实际生产中排气槽开设位置主要考虑产品的薄壁处;流程的最终点;两股料流的汇合处,尤其是保持架相邻窗口或兜孔之间;型腔中容易滞留气体的部位和型腔中盲孔的底部。由于保持架为圆周对称等分结构,形位公差要求高,排气槽的开设需要考虑产品成型时各部位的均一性和排气槽的对称均匀性。
3 排气系统结构设计
3.1 模具自然排气结构
塑料保持架在轴承高速旋转时会绕内圈高速公转,如果保持架有飞边和毛刺,就会在工作过程中脱落,残留物粘附在轴承滚道和滚动体表面,将严重损害轴承的使用寿命。因此,保持架模具设计中必须考虑模具的配合紧密性,避免飞边、毛刺的产生。由于模具配合良好,单纯通过模具零件的间隙来排气效果不佳。对于有推杆顶出的保持架模具应设计尽可能多的顶杆和尽可能大的配合间隙来提高模具排气效果。如深沟球轴承和调心球轴承冠形保持架模具可以利用模具自然排气,如图1所示。
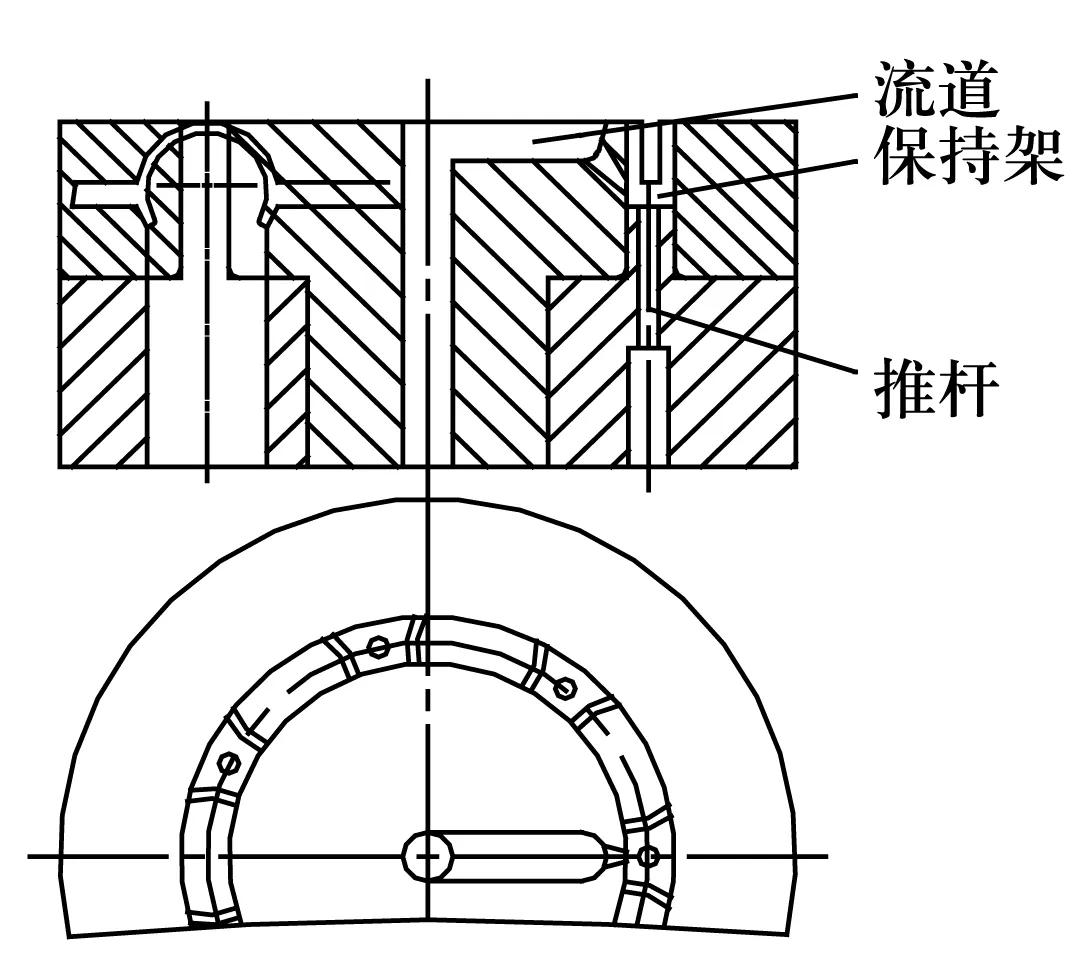
图1 模具自然排气形式
3.2 排气槽排气
排气槽由于开设简单,便于操作,是各种保持架模具常用的排气方式。排气槽应尽可能开设在分型面上型腔一侧,排气槽与浇口一一对应,由于保持架圆周方向结构均匀,排气槽应均匀布置,图2所示为圆柱滚子轴承保持架模具排气形式。排气槽由内向外呈梯形,截面形状由窄变宽,保证注塑时气体低速排出模具,封胶处深度必须小于材料的溢边值,一般为0.01~0.03 mm,后段深度可加深至0.1~0.3 mm。

图2 排气槽排气形式
3.3 溢流槽排气
在模具排气充分,产品没有明显缺陷的情况下通常不设置溢流槽,但当某些保持架的工作转速高,尺寸和形位公差要求较严,而产品在成型过程中又易出现明显的熔接痕迹,影响外观又严重破坏各兜孔共面性,应在开设浇口的对称方向两股料流汇合处开设溢流槽。溢流槽下利用推杆拉料并推出溢流槽内的冷凝料,在推杆与孔配合5 mm后开设大的排气环,使溢流槽排气良好,从而消除保持架上的熔接痕迹。溢流槽排气结构如图3所示。

图3 溢流槽排气形式
3.4 整体圆环排气
保持架越大,排气量越大,要求排气越充分。如筐形保持架尺寸大,模腔空间大,模具内的气体在注塑成型时不容易排出模具,保持架上熔接痕迹明显且圆周方向形变量大,很难保证圆度。为了保证保持架良好的精度,模具设计时开设了多个浇口,注塑过程中料流时间短,模腔内气体压强大,如果排气不理想就无法保证产品质量。保持架模具在排气时仅仅依靠顶杆与孔配合间隙排气远远不够,为此在料流的末端设计出如图4所示的圆环排气结构,在封胶处设计整个薄圆环,高度一般控制在0.01~0.02 mm,封胶宽度5~8 mm,在薄圆环外缘上设计深的排气圆环实现整体排气。

图4 整体圆环排气
4 结束语
注塑保持架模具排气系统的结构形式及尺寸会直接影响保持架外观和尺寸、形位公差,选用一种排气方式还是多种排气方式,需根据注塑生产过程中产品情况兼顾考虑。