蒙皮镜像铣切系统及先进制造工艺的应用*
2014-07-13向兵飞汪洋华
徐 明 向兵飞 李 响 汪洋华 兰 惠
(中航工业洪都,江西 南昌330024)
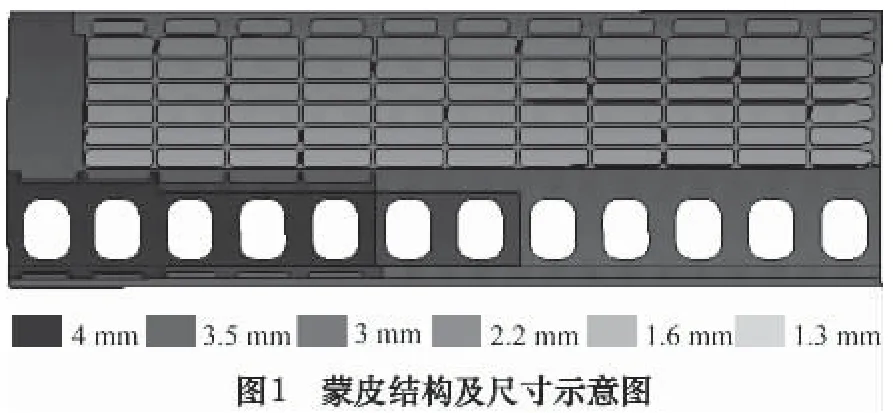
蒙皮类零件是构成飞机外形结构的重要受力构件,具有结构大型且复杂、壁薄、易变形的特点,形状精度要求高,制造难度大。机、尾翼蒙皮形状一般为直母线单曲度,机身蒙皮形状有单曲度和双曲度,机身头部、尾部以及整流罩的蒙皮形状更复杂。飞机蒙皮零件为薄壁类零件,包含面、下陷、通窗、孔等结构特征,且其变截面不等厚的特点,增加了制造难度。蒙皮加工厚度见图1。
传统的飞机蒙皮加工工艺涉及化铣、成形、数控加工等多个工艺环节,存在工艺协调性差、加工精度难保证和环境污染等问题[1]。
(1)工艺流程复杂:传统工艺涉及表面除油等清洁处理、涂止铣橡胶层、橡胶层激光刻线和去除、化铣、手工或机械切边和钻孔等一系列工艺,工艺流程复杂,生产周期长。
(2)工艺方法难度大:蒙皮表面的制孔需要钻孔样板和钻模样板,化铣需要化铣样板,刻线时需要柔性工装等,样板的制造和柔性工装的设计繁琐且难度大。
(3)工艺协调性差:蒙皮各个工艺阶段的协调关系较为复杂,包括用于成形后数控加工的真空夹具、蒙皮成形用的拉伸模、标准样板、化铣样板之间的相互协调。
(4)加工精度难保证:蒙皮加工过程中工装的定位基准一致性难度大,直接影响到成形蒙皮的数控加工精度。如外形轮廓加工与化铣加工的工装基准的一致性、蒙皮工件回弹后建立的后续加工基准的精确性影响加工误差。
(5)不符合节能环保的需求:蒙皮工件的局部减薄工艺通常采用化铣工艺,能较好地解决复杂下陷、窗口等的加工问题,但其废弃的化铣液会污染环境,不符合绿色制造的要求。
针对飞机蒙皮加工中普遍采用的化铣工艺,由于存在化学污染、耗能较高、消耗铝材无法回收等固有弊端,航空工业一直在寻求可替代化铣的绿色、精确的蒙皮制造技术。
蒙皮镜像铣切系统应用研究团队采用新一代绿色制造技术、高柔性化的夹具系统和集铣面、铣下陷、切通窗、切边及钻孔工艺于一体的国内首台蒙皮镜像铣切设备,攻克了飞机单曲和双曲蒙皮的先进制造工艺技术,对促进我国航空工业的发展,具有重要的实际意义。
1 蒙皮镜像铣切系统组成
蒙皮镜像铣切系统是为替代化铣加工而开发的新一代蒙皮精确制造设备,具备机身蒙皮、机尾翼蒙皮等单曲面和双曲面蒙皮零件壁厚铣薄、蒙皮切边、钻孔等加工能力。


该系统包含1台卧式TORRESMILL机床、1台立式TORRESTOOL柔性夹具以及1个顶撑装置。TORRESHOLDER顶撑装置能够在TORRESMILL机床进行蒙皮下陷铣削时,从背后对蒙皮工件进行顶撑。为了获得高柔性化,TORRESMILL机床必须与TORRESTOOL柔性夹具装置以及TORRESHOLDER蒙皮顶撑装置实现集成化和协同工作。TORRESHOLDER集成了超声波厚度在线控制和补偿系统,该系统可检测最终加工完成后的工件厚度,并可实现蒙皮加工过程厚度实时检测和补偿功能。图2为蒙皮镜像铣切系统。
TOORRESTOOL三轴柔性夹具系统,按照预先编制的程序在空间上对空间蒙皮空间曲面进行定位并用真空吸盘紧固。卧式的TORRESMILL机床结合TOORRESTOOL柔性夹具与TOORRESHOLDER支撑装置,为蒙皮铣削工艺提供了柔性化解决方案,对布局、工件搬运以及整个工艺时间起到优化的作用。图3为TOORRESTOOL柔性夹具装夹示意图。
2 蒙皮镜像铣切系统加工原理
蒙皮镜像铣切系统采用8自由度的切削铣头加工蒙皮工件,5自由度的顶撑头随切削铣头同步运动实现蒙皮工件的随动顶撑加工,内置于顶撑装置内部的超声波厚度在线控制系统实时检测加工厚度并进行厚度补偿,确保加工刚性,保证加工精度。TORRESHOLDER柔性夹具与加工刀具形成镜像加工[2],蒙皮镜像铣切系统加工原理图如图4所示。

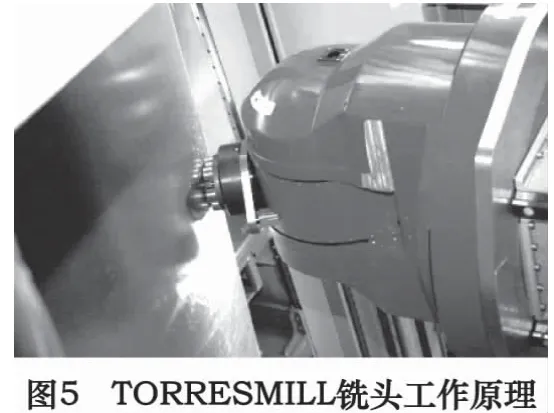
卧式TORRESMILL机床包含X、Y、Z、V、W这5个移动轴和A、C、U这3个旋转轴,其中W轴可实现100 mm的主轴线性移动,V轴为主轴推头的轴向运动轴,可实现沿W方向轴向运动。U轴为防振颤装置绕刀轴旋转运动轴。为了防止蒙皮加工过程颤振,在钻孔和切通窗过程中在切削铣头上安装带有气动压力制动器的推头装置,将蒙皮工件压紧在背部TORRESHOLDER上。图5为TORRESMILL铣头工作原理。
3 蒙皮镜像铣切系统加工过程
蒙皮加工过程按照加载蒙皮加工程序、工件柔性装夹和定位、蒙皮镜像铣切加工和卸料程序执行。加载程序包含加载蒙皮加工数控程序、蒙皮背部顶撑装置程序、柔性排架移动和真空吸盘位置程序。
3.1 工件柔性装夹和定位
(1)调节固定定位器的A轴和C轴,保证定位器上的定位销法线与蒙皮工件定位孔法线重合[3],确保加工基准的精确。
(2)通过两个定位器将蒙皮工件固定。
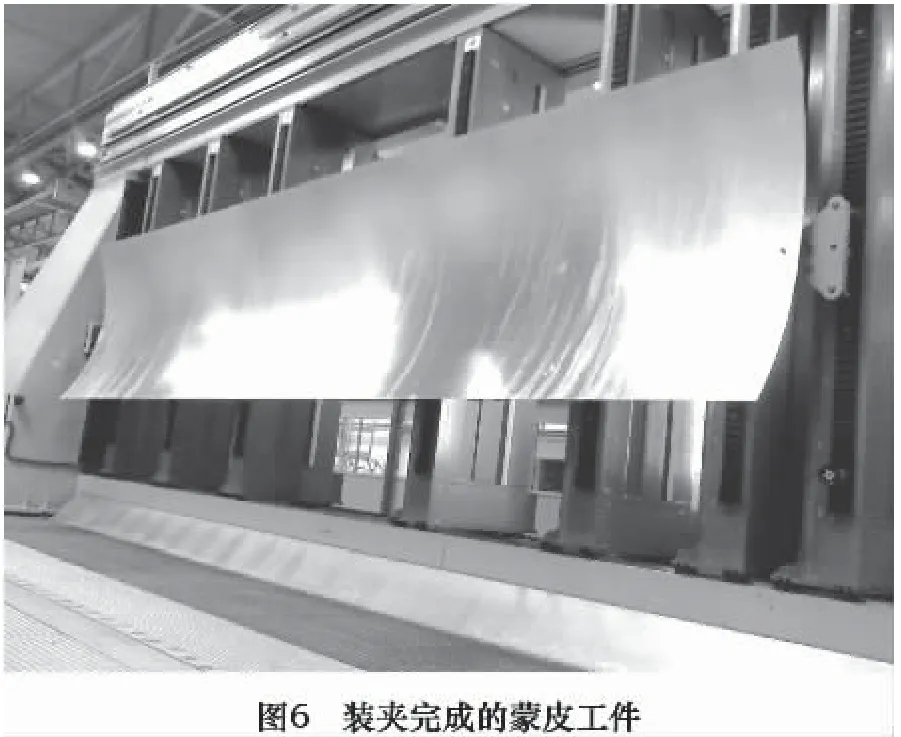
(3)执行首次柔性夹具移动和位置程序,将柔性夹具移动到预定位置,并通过柔性排架上的真空吸盘固紧蒙皮工件。
图6为已安装到位的蒙皮工件示意图。
3.2 蒙皮镜像铣切加工
蒙皮镜像铣的铣面、铣下陷、切同窗、切边和钻孔工序在一个加工程序中完成。高柔性化的夹具系统、内置超声波厚度在线测量系统的顶撑装置协同工作决定蒙皮加工需按照区域进行加工,程序的执行按照蒙皮加工数控程序和柔性夹具移动和位置程序进行。其加工工艺定义如下:
(1)蒙皮的按区域加工分STEP0加工区域、STEP1加工区域、STEP2加工区域、STEP3加工区域……
(2)每个STEP区域按照铣面→铣下陷→切通窗→钻孔→切边分步进行。
(3)加工程序执行顺序:执行STEP0铣削和钻孔程序→执行STEP1柔性排架移动程序→执行STEP1铣削和钻孔程序→执行STEP2柔性排架移动程序……依次进行,直至完成蒙皮加工。
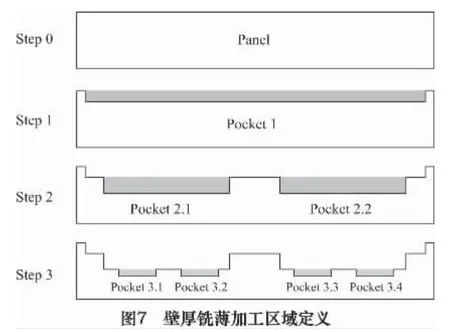
(4)铣削加工采用分层加工的方式,每层的任一壁厚铣薄加工区域称为下陷(pocket),按照从厚到薄进行铣削,图7为壁厚铣薄加工区域定义。
4 蒙皮镜像铣切系统的先进性
4.1 蒙皮一体化加工技术的优势
传统的化铣和数铣相结合的蒙皮加工至少需要两次装夹(图8),化铣解决复杂通窗和下陷等的加工问题,真空吸附蒙皮龙门铣系统解决蒙皮切边和钻孔工艺。
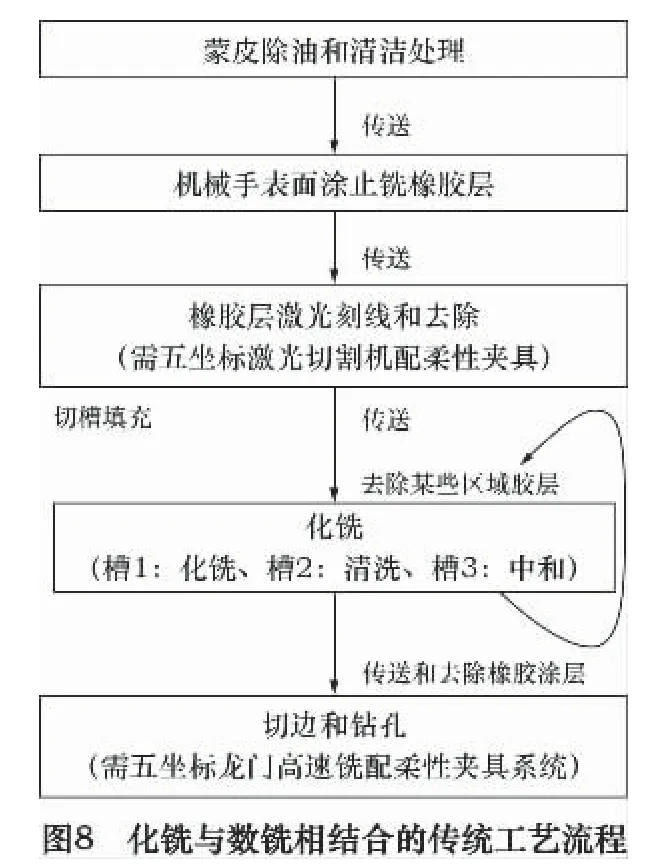
而蒙皮镜像铣切系统通过一次装夹就完成传统工艺的化铣和数铣两道工序,替代化铣和数铣所有加工步骤和所需设备,形成拉形后蒙皮的铣面、铣下陷、切通窗、切边和钻孔的一体化加工。通过对比,得出如下结论:
(1)集成化程度高:蒙皮镜像铣切系统采用数铣替代化铣,是集蒙皮精确铣切边缘、精确开窗口、精确制孔和蒙皮厚度的精确加工于一体的新型多功能蒙皮精确铣。
(2)工艺流程简化:通过工艺流程的对比可知,蒙皮镜像铣切系统一次装夹完成蒙皮的精确制造,其工艺流程得到简化。
(3)加工精度高:传统加工工艺至少需要两次装夹,重复装夹影响加工精度,化铣采用相对尺寸和厚度控制方法,加工精度难控制。而采用蒙皮镜像铣切系统仅需一次装夹,采用绝对尺寸和超声波厚度在线控制系统,保证了加工精度。
(4)生产效率高:高柔性化的装夹系统优化了蒙皮加工整个工艺流程,缩短了流程处理时间。铣削速度高达20 000 mm/min,加工效率高。
(5)新一代的绿色制造技术:化铣的化铣液会污染环境,耗能较高,且化铣液需要定期处理,消耗铝材无法回收,不符合绿色制造需求。而蒙皮镜像铣切系统完全替代了化铣工艺,刀具冷却采用微量润滑(MQL)实现,不存在污染环境的问题,属于新一代绿色制造技术。
4.2 高柔性夹具系统的的优势
高柔性化的夹具系统实现了高速加工和整体柔性的集成。自动柔性夹具的使用免去了机床昂贵的专用工装的设计、制造、储存和运输。柔性夹具的主要功能是依靠其3个轴的移动能力,按照预先设定好的程序,在空间上对曲面工件,无论单曲面还是双曲面,进行定位。工件将在机床的可用工作范围内,通过真空吸附来固定。
针对切通窗加工,三轴柔性夹具可将真空吸盘尽可能地靠近窗口边缘设置,以保持壁板较高的刚性。采用三轴柔性夹具的应用优势为[4-5]:
(1)数字化柔性工装技术:三轴柔性夹具的控制系统与机床的CNC系统进行通讯和数据交换,以保证安全的操作。在分区域加工过程中,柔性夹具自动完成退出、移动和装夹功能,完成支撑单元阵列的布局调整。
(2)柔性和适应性强:三轴柔性夹具系统采用高度自动化控制方法,可一次自动完成蒙皮的整个加工过程,柔性排架上的定位/支撑单元阵列各根据蒙皮外形自动完成真空吸附,减小加工变形。三轴柔性夹具的自动调整功能适合于多品种小批量的生产需求,能适应产品变化的需求,具备高柔性化和强适应性。
(3)提高生产效率,降低制造成本:三轴柔性夹具系统系统性地取代了传统的硬工装和硬工装所需的生产、维护、存储和搬运工作,优化了生产流程,提高了生产效率,节省了工装设计、制造、储存和运输成本。
5 结语
以数铣替代化铣的绿色加工工艺,是飞机蒙皮厚度精确加工的最新技术。蒙皮镜像铣切系统应用研究团队攻克了集蒙皮精确铣切边缘、精确开窗口、精确制孔和蒙皮厚度的精确加工于一体的新型多功能蒙皮镜像铣工艺应用技术难题,填补了国内在该技术领域的空白。本文从实际应用的角度,介绍了系统工作原理和加工过程,并分析了蒙皮一体化加工和数字化柔性夹具系统的应用优势。蒙皮镜像铣切系统的应用使我国航空制造技术迈入了飞机蒙皮的精确一体化制造领域,提升了我国航空制造的整体实力。
[1]田辉,张红旗.柔性工装技术在飞机零件制造中的应用[J].计算机技术与发展,2013(23):11-15.
[2]张志国,徐学民.MMS:新型绿色蒙皮加工系统[J].航空制造技术,2010(19):84-86.
[3]胡福文,李东升,李小强,等.面向飞机蒙皮柔性夹持数控切边的定位仿真系统[J].计算机集成制造系统,2012,5(18):993-998.
[4]门延武,周凯.自由曲面薄壁工件的柔性定位方法研究[J].制造技术与机床,2008(10):113-117.
[5]丁涛.Torresmill和Torrestool系统蒙皮切边钻床及柔性夹具装置[J].航空制造技术,2007(2):108-109.
