一种高效、安全型工业雷管激光编码线的研发
2014-07-12李剑光尹志宏张文平
廖 强,李剑光,尹志宏,张文平
一种高效、安全型工业雷管激光编码线的研发
廖 强,李剑光,尹志宏,张文平
(国营9634厂,湖南 岳阳,414100)
为解决原有雷管激光编码机控制系统落后,机械动作部分气缸多、动作多,以及爆炸后编码台不能泄爆的缺陷,通过改进PLC程序控制部分、机械动作部分、安全防护设计等,研制出结构简单、成本低廉、能有效提高生产安全性和产品质量可靠性,并大幅度提高编码生产效率的雷管激光编码线。
雷管激光编码机;控制系统;机械动作;安全
工业雷管激光编码采用激光雕刻机,利用专用软件在工业雷管管壳表面烧蚀字符,是国家对危爆物品管理的要求。传统的激光编码线存在以下缺陷:(1)控制系统采用继电器控制模式,故障多、安全隐患大;(2)气缸多、机械动作多、编码效率低,且在激光编码时,用气缸直接推或勾装有50发雷管的模具,惯性大,模具碰撞使模具中的雷管跳出模具,易被激光引爆;(3)编码台几乎封闭,不能泄爆,容易引起皮带线上的雷管殉爆,会对激光打标头造成毁灭性损坏,同时激光编码爆炸,激光头几乎炸毁,损失较大。
因此,笔者对其控制系统部分、机械动作部分及安全防护部分进行了改进,研制了高效、安全型工业雷管激光编码线,使其生产效率、安全性和稳定性得到提高。
1 高效、安全型工业雷管激光编码线
1.1 主要功能与性能
(1)生产效率:每班编码11×104发;(2)安全性:减少了编码过程中的爆炸频率;万一发生爆炸,向下的能量从编码台下释放,向上的冲击波被45°钢板反射到空中,减少殉爆发生的频率和爆炸对设备造成的危害;(3)具有自动保护功能,当激光编码机因为故障使激光聚焦于一点,能自动切断激光电源。
1.2 主要工作原理
通过PLC编程器、感应器控制电磁阀,电磁阀控制气缸动作,机械设计部分采用最简洁的动作模式,通过上模气缸、定位气缸、关门气缸、横推气缸、下模气缸5个气缸完成全部编码动作。由于上模气缸、定位气缸、下模气缸被设计为三缸并联,1个动作的时间即可完成3个动作,故5个气缸只用了3个动作就完成了激光编码全部过程。高效安全型激光编码线示意图如图1所示。

图1 高效安全型激光编码线示意图
编码线工作过程为:装有雷管的模具运行到上模光电管时,上模气缸上模,将编码模具推入编码工作台;关门后激光器开始激光编码,编码完成信号使横推气缸将模具推到下模光电管处,开启安全门,等待下一模进入编码工作台。
2 控制系统部分的改进
原有编码线控制系统采用继电器控制模式,触点容易打火,不能复位,故障率高,为此设计了PLC程序控制模式。PLC模块控制模式如图2所示。
图2中,光电管0.0感应到打码模,SB0信号使上下模气缸动作将皮带上的打码模推到工作台上,当上下模到位SB3使上下模气缸缩回,同时使关门气缸伸出(关安全门);关门到位信号SB5给PLC输出一个打标开始信号0.3给电脑,电脑指挥激光器输出激光开始打标,电脑的打标完成信号SB7使横推气缸将打完码的模推到下模光电管0.1,有了SB1信号;SB1下模信号使安全门打开,同时使横推气缸缩回,依次循环。
PLC编程控制器的运用使控制系统部分简洁、高效,也避免了继电器打火的不安全隐患。由于取消了继电器,故障率也大大地降低,生产线运行的稳定性得到提高。
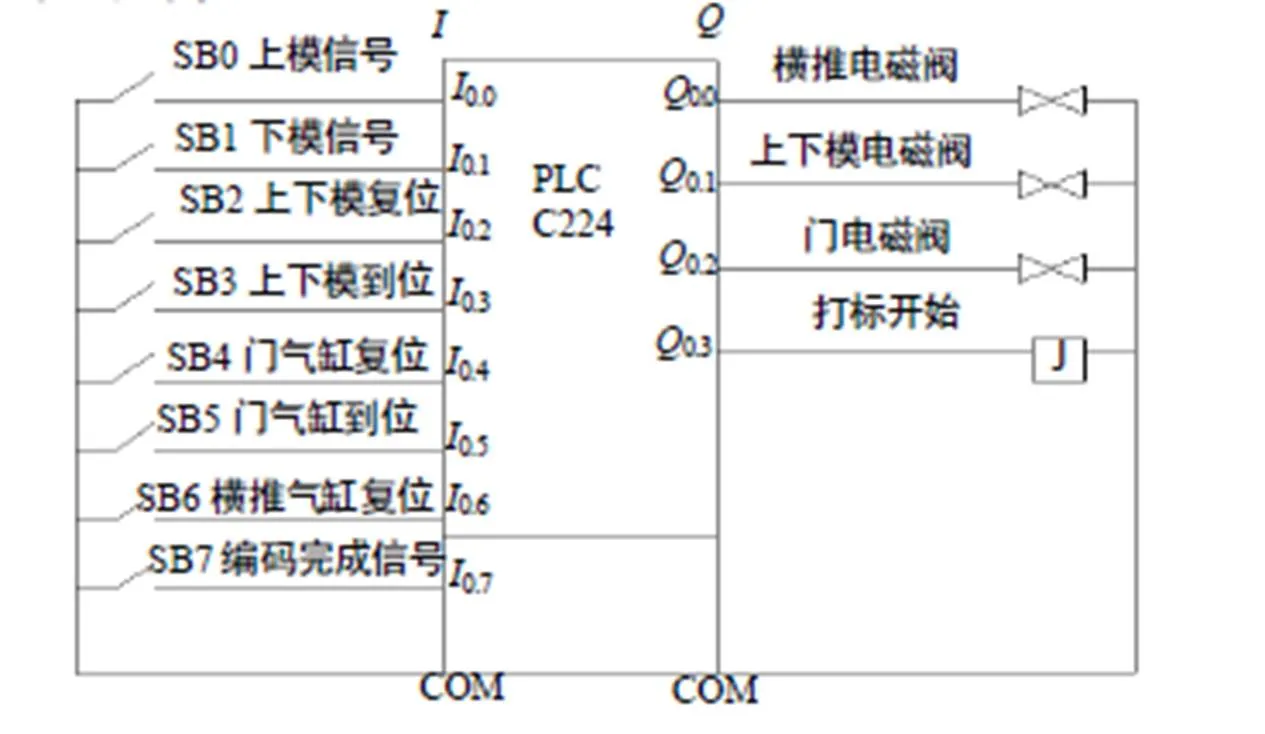
图2 PLC模块控制图
3 机械动作的改进
过去的机械部分是用长磁性气缸(1 200mm)将装有雷管的模具送到激光编码区,再由磁性气缸(500 mm)勾到激光编码台上,激光台两端关门后,激光器开始对雷管进行编码,编完码后原路返回到皮带运输线上,下一模雷管才能进入到编码台上编码。在这个过程中雷管等待时间长,完成1模编码要9个动作,控制动作多,勾模气缸上的弹簧钩容易坏,2d要更换1次,且模具经常勾不到位,严重影响雷管编码质量与编码效率。
改进设计的机械动作部分包括防静电皮带运输线、编码工作台、编码模具、挡条、上模光电管、上模气缸、定位气缸、安全门与门气缸、激光编码头、横推磁性气缸、下模光电管、下模气缸,如图1所示。
经改进后,由于PLC模块自动控制模具运行,并且气缸动作由过去的9个减少到3个,模具运行时间减少,每模由原来9s减少到3s,班产量编码由原来的3.5×104发到现在的11×104发,编码效率大大提高。且由于定位气缸的设计,模具运行的稳定性提高,编码时模具定位平稳,编码质量提高,减少了模具侧翻、雷管散落的现象。
4 安全防护设计
原有雷管激光编码线打标容易爆炸,平均1个季度发生1~2次爆炸,为防止爆炸及爆炸后发生殉爆对操作人员和设备造成危害,设计了自动保护盒和45°安全防护钢板等防护措施。
从PLC程序上设计,关门后才允许打标,打标完成后才允许开门,万一在编码工作台爆炸,则实现了人机隔离;制作安全保护盒,当编码动作出现异常,工控箱的保护电路自动停止PLC输出,模具停止运行;在激光编码时,出现功率过大、XY振镜电机停止偏转(死机)、激光输出时间过长等异常现象时,保护盒均自动断开激光电源,停止激光输出,以防止激光引爆雷管。
在激光编码台部分,将编码工作台设计为栅栏状钢筋支撑结构(如图1),当某发雷管意外爆炸时,能量由栅栏状台面向下释放,保护了激光头及人身安全。编码台其上部防护钢板设计为与水平面成45°向外角度(如图3),当爆炸发生时能量通过钢板反射后向外释放,使爆炸的威力大大减少。

图3 编码雷管爆炸后能量释放示意图
以上安全防护措施首先从控制部分尽量避免雷管发生爆炸的可能;其次,即使激光引爆的1发雷管引发了其余49发雷管发生殉爆,由于编码工作台下为可泄爆的栅栏状结构,以及编码工作台上防护钢板向外反射破坏性能量,爆炸对激光编码机的破坏仅限于激光头部分;另外,由于编码工作台下可泄爆的栅栏状结构的作用,激光引爆的1发雷管没能引发其余49发雷管发生殉爆,爆炸对激光头的破坏很小,仅破坏激光头的防护玻璃,稍为检修即可继续使用。
5 结论
由于采取了上述安全防护措施,极大地提高了雷管编码的安全性,激光编码过程中爆炸的概率与以前相比大大降低,很少发生爆炸;即使每次爆炸,损失也只限于激光头部分的聚焦镜,或者编码时爆炸的雷管没有引发其他雷管殉爆,破坏性小,对操作人员无任何伤害,对编码机几乎无损伤。
由于编码动作的精简、程序的改进,机械动作由过去大族激光公司设计的9个动作减少为3个动作,大大提高了生产效率,产量由每班3.5×104发提高到11×104发。
[1] 朱维璐,刘建业,赵志广,刘庆瑞.塑料导爆管数控剪切机及集散控制管理系统的改进设计[J].火工品,2009(1):49-52.
[2] 孙承志,徐智,张家海,吉顺平.西门子S7-200/300/400PLC基础与应用技术[M].北京:机械工业出版社,2009.
Development for A Kind of Industrial Detonator Laser Coding Line with High Efficiency and Safety
LIAO Qiang,LI Jian-guang,YIN Zhi-hong,ZHANG Wen-pin
(State-run 9634 Factory,Yueyang,414100)
In order to solve the problems of original laser coding line for detonators, such as many cylinders and actions of mechanical action part, as well as no discharge way of explosion, the PLC program control part, mechanical action part and security design were improved. The application indicates that the new laser coding line has advantages of simple structure, low cost, high safety and reliability, and high efficiency.
Detonator laser coding machine;Control system;Mechanical action;Security
1003-1480(2014)05-0054-03
TJ450.5
B
2014-05-30
廖强(1973-),男,助理工程师,从事雷管激光编码技术研究。
