液氨充装工艺改造运行小结
2014-07-10王思利山东郓城县鲁发化工有限公司274700山东郓城
王思利(山东郓城县鲁发化工有限公司 274700山东郓城)
液氨充装工艺改造运行小结
王思利
(山东郓城县鲁发化工有限公司 274700山东郓城)
1 存在的问题
山东郓城县鲁发化工有限公司(以下简称鲁发公司)自2007年变压吸附脱碳工艺装置运行以来,液氨产品产量大幅增加,液氨充装罐车的次数随之增多,充装臂至罐车控制阀间充装软管内的液氨回收尤显突出。因此,鲁发公司对液氨充装回收工艺进行了改进。改造后不仅液氨得到充分回收,且增强了充装作业及休整状态的安全性。改造前液氨充装示意见图1。
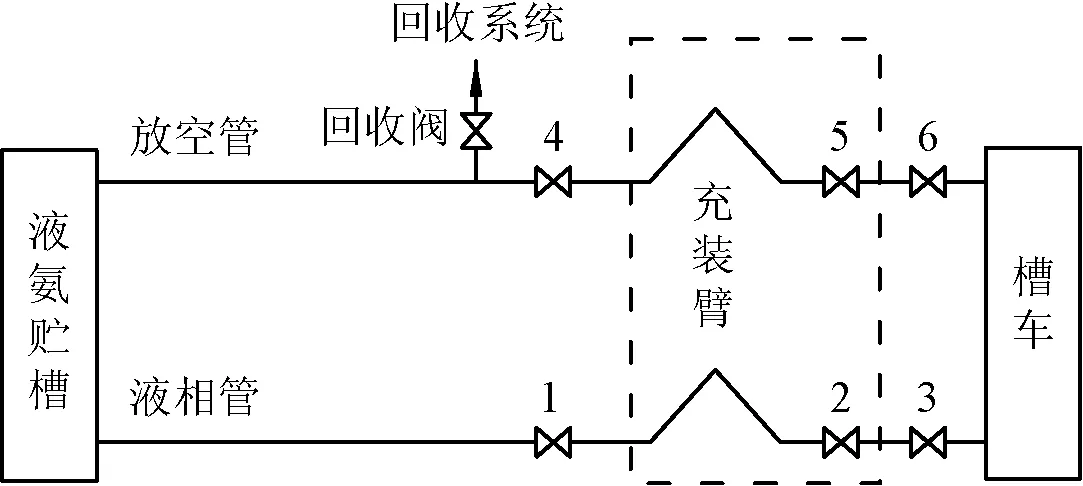
图1 改造前液氨充装作业示意
从图1 可以看出:每次充装后虽然关闭了控制阀1、控制阀2和控制阀3,但是控制阀2和控制阀3之间充满了高压的液氨,拆掉充装臂前需要泄掉控制阀2和控制阀3之间的高压液氨,且该封闭的液氨受周围环境温度的影响,容易膨胀升压,存在爆炸危险。此处的液氨不容易回收,基本上排放至空气中,不仅浪费资源、污染环境,而且增加了危险性。
2 改造措施
2.1 第1步改造措施
在原来充装设施的基础上增设氨槽气相管、控制阀7和控制阀8(见图2)。按正常的操作方法充装,待充装量条件许可时,关闭槽车放空控制阀6和充装臂控制阀5,随后关闭充装液氨控制阀1;打开气相控制阀7,由于槽车内压力低、氨槽气压高,高压弛放气推动充装臂内的液氨充进槽车内。槽车充装完毕后,关闭槽车液相控制阀3;关闭气相控制阀7,打开控制阀8,充装臂内的高压弛放气排入液氨低压回收装置,充分回收;关闭充装臂控制阀2,即可排掉控制阀2和控制阀3、控制阀5和控制阀6之间管线内少量的弛放气;拔掉充装臂,放回原位,充装完毕。回收完毕后,关闭控制阀8和控制阀4,进入充装休整状态。由于充装臂内的低压弛放气受外界温度影响小,可轻松安全放置充装臂。

图2 第1步改造后液氨充装作业示意
2.2 第2步改造措施
增设1台氨压缩机、1只四通阀10、控制阀9及附属管道(见图3)。增设氨压缩机的目的:①方便装、卸车。在液氨充装或卸车时,利用氨压缩机压缩气,将槽车的气体压至液氨贮槽内或反之,进而再转移液氨。装车时,以槽车内的气体作为氨压缩机的进口气,经氨压缩机压缩送至液氨贮槽内,使贮槽液氨压力升高,槽车压力低,利用此压差,将贮槽内的液氨压入槽车内,完成装车作业;卸车时,四通阀转向,改变进、出口方向,从而完成卸车作业。②增加液氨的回收量。现有的气氨回收设备是等压氨回收塔或无动力氨回收装置,液氨贮槽压力1.3 MPa,回收操作压力在1.0 MPa以上。充装时,槽车内压力需控制在1.0 MPa以下,迫使降低回收操作压力,导致氨回收效果不佳。③独立、安全完成充装或卸车,安装氨压缩机后,利用其产生的压力自身形成压差,完成装、卸车作业,而且比使用液氨泵转移液氨更安全。

图3 第2步改造后液氨充装作业示意
3 改造效果
(1)充装臂内的液氨回收量。充装臂内径DN 50 mm、长度5 m,液氨密度按0.61 t/m3计,1次充装液氨回收量为6 kg。
(2)液氨充装或卸车的回收量。充装30 t槽车1次,能减少约1.3 MPa放空弛放气50 m3; 在压力1.0 MPa以上运行时,比改造前能多回收约80 kg液氨,且降低等压氨回收塔负荷及生产中氨和水的不平衡度。
(3)拆除充装臂前卸压时,减少液氨烧伤操作人员的机会;充装臂处于休整状态时,降低了因气温升高影响的安全性。
2014- 01- 05)