磨偏心套外圆夹具
2014-07-08杨翠萍
杨翠萍
(烟台环球机床附件集团有限公司,山东 烟台 264002)
0 引 言
偏心零件广泛地应用于机械设备上,但是采用传统的方法加工偏心零件比较困难,效率低,而且加工出的尺寸与精度难以保证要求。某款偏心套是我公司某系列产品零件之一,每月生产一批,每批数量几百件。本文主要介绍在批量生产该偏心套时所设计的一种磨外圆夹具。
1 技术要求
图1 所示为偏心套,该偏心套的材料为HT200,根据图纸要求,加工此零件应保证φD 外圆与内孔φd 的偏心距,其偏心距为a±0.03,b±0.03,磨外圆时要保证内孔、外圆平行度φ0.03 mm 的要求。
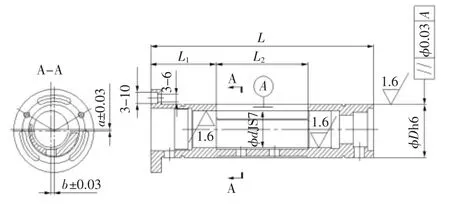
图1 偏心套
为了提高生产效率,保证加工精度,现采用如图2 所示的夹具来磨偏心套外圆:把工件安装在夹具的芯轴6上,定位销4 插入工件的环形槽内,在外圆磨床上,用顶尖顶在两端堵的顶尖孔内,对外圆进行磨削即可。
2 夹具的设计原理
1)端盖3 通过螺钉2 与芯轴6 把合在一起,端盖上装一定位销4,插于工件的环形槽内,对工件起到粗定位作用。
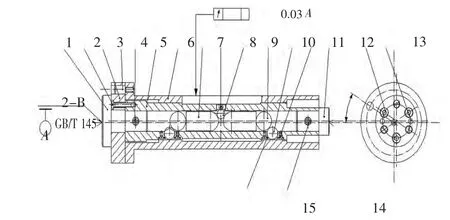
图2 磨偏心套外圆夹具
2)芯轴6 的两端镶堵1 和13,两个堵的顶尖孔与中心线偏心(X 方向b±0.03,Y 方向a±0.03),以保证工件待加工表面的回转轴线与两顶尖孔的轴线重合。
3)找标套7 的内孔、外圆尺寸与被加工件完全一致,工装制作完成后,先把找标套7 装于芯轴6 上,调节顶丝9,通过钢球10 带动顶头8 向两侧移动,挤压两侧的钢球11、12 来消除芯轴两端的定位孔与工件内孔的间隙,使工件的定位误差减小到最小程度,来找外圆跳动到0.03 mm 以内,就可卸下找标套7,装上偏心套,直接磨削加工即可,找标套7 由工装制作部门保存,留做基准使用。
3 结 语
本文设计的磨偏心套外圆夹具,不但消除了工件的定位间隙,有效地保证了被加工零件的精度,而且操作简单,大大提高了生产效率,对类似零件的加工具有很好的参考价值,具有一定的推广意义。
