一种大型锻压机用的上模移动平台
2014-07-05袁祖强袁峰峰
□ 张 捷 □ 袁祖强 □ 袁峰峰
南京工业大学 机械与动力工程学院 南京 211816
在小型人工锻造中,所有操作都由数名锻工在狭小场所内进行。尤其是热模锻,不仅工作环境恶劣,效率低下,还使模具热接触时间长,严重影响模具寿命。虽然已经有了带有工件传送装置的压力机和由几台压力机连接起来的生产线,但是投资较大,联动控制复杂,单台作业锻压机仍较常见。
针对现有技术的不足,笔者设计了一种大型锻压机用的上模移动平台,克服了单台老式锻压机无法自动更换模具、人工劳动强度大、锻压效率低和模具寿命短[2]的缺点。
1 移动平台设计
1.1 总体结构设计
移动平台由滑板、导轨、挡板、行程开关和液压缸组成,如图1、图2所示。滑板上有两个沉孔作为上模具的安装座,挡板安装在导轨两侧,二次模锻时对滑板起定位作用,油缸端挡板除了定位外还作为液压缸的安装座,行程开关与锻压机脚踏开关相连,起保险作用。
对于热模锻二次锻压成型零件,首先,移动滑板到一次锻压位置,将加热到一定温度的锻造坯料放入到下模具中时,上模具A对准毛坯,踩下脚踏开关,锻压机进行第一次锻压;然后油缸迅速把滑板推送到二次锻压位置,上模具B对准毛坯,再次踩下脚踏开关,进行第二次锻压;最后打开下模,取出锻件。在以上过程中,若上模具没有移动到位,即使踩下脚踏开关,锻压机也不会动作,起到安全保护作用。

▲图1 移动平台结构示意图
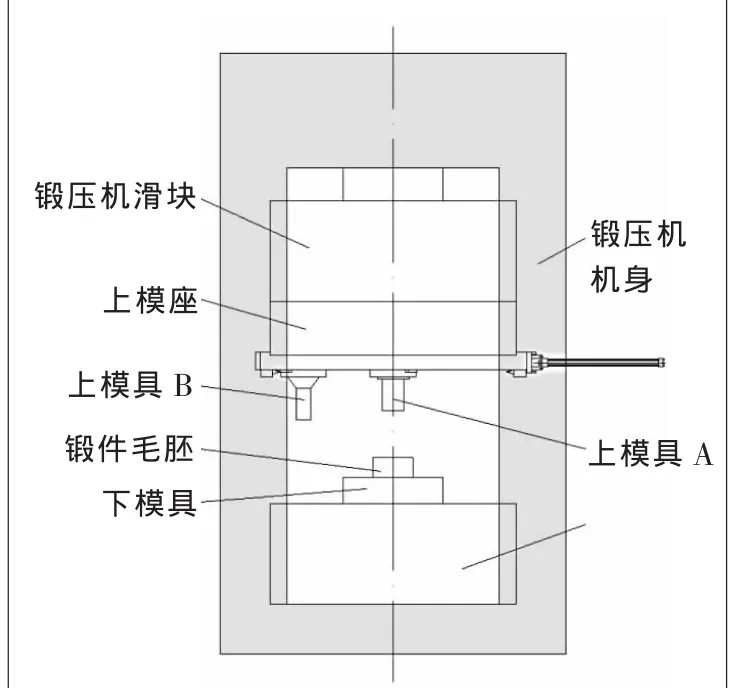
▲图2 压力机总体结构示意图
1.2 液压回路设计
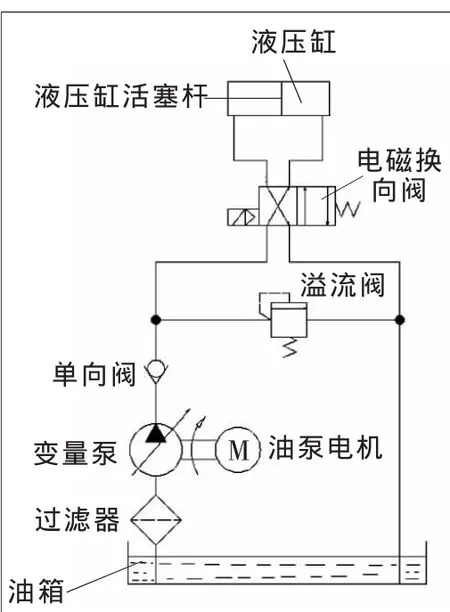
▲图3 液压原理图
在一次锻压后,考虑到毛坯温度高,对下模具损害较大,所以要加快二次锻压进程,缩短模具热接触坯料的时间。滑板移动速度要求400mm/s左右,从而确定液压站输出流量为15L/min,电机功率为1.5kW。油泵采用变量叶片泵,考虑油缸只有两个工作位置,换向采用两位四通阀。油缸位置控制采用死挡铁,油缸伸出全行程,缩回应有富余量。考虑油温升高及环境,采用风冷却器散热。电控箱装在液压站上,电磁阀控制按钮装在便于操作工人操作的位置。
图3为液压回路图,油路主要由油箱、过滤器、变量泵、油泵电机、单向阀、溢流阀和二位四通电磁换向阀组成。液压缸伸缩由二位四通阀控制,到达锻压位置后的保压由单向阀和溢流阀控制。
1.3 行程开关线路
压力机锻压时,若模具位置有偏差会导致毛坯飞出,发生危险。为了确保锻压时上模具位置到位,该平台设置了行程开关加以保护。行程开关安装在导轨两端固定位置,行程开关触动块安装在滑板上,用来触发行程开关,并且,触动块在滑板上的位置是可微调的,本文选用昌得常开式自复位行程开关-CWLD2。
图4是锻压机脚踏开关的线路改动图,在原线路上串联两个行程开关。即把图4中行程开关4、8接到线路中,行程开关4、8并联,然后与脚踏开关串联。当滑板没有移动到位(即上模具没有移动到位)时,即使踩下了脚踏开关,该行程开关仍然处于断开状态,可以消除由于上模具没有移动到位而引发的安全隐患。

▲图4 脚踏开关线路改动图
2 滑板受力有限元分析
锻压时,上模座对上模具的巨大作用力由滑板传递,所以需要对滑板受力情况进行分析,确认滑板受力不会超过其屈服极限,并且滑板的弹性形变不能超过导轨与滑板间的配合公差。
本文使用Pro/E自带的Mechanica进行有限元分析[3],对滑板进行材料定义、网格化分、边界条件约束和载荷施加。滑板材料为20CrMnTi,弹性模量E=207 GPa,屈服极限 σs=835MPa ,泊松比 λ=0.25,1600t的压力作用在直径为220mm的上模具安装孔,换算成压力为420.9MPa。分析计算得到滑板的应力图(图5)和位移图 (图 6), 最大应力为 393.3MPa, 小于20CrMnTi的屈服极限,并且其位移也在公差范围内。由以上分析可知,移动平台的结构和尺寸能够满足1 600t锻压要求。
3 平台运行试验
根据以上设计制造出移动平台,图7为滑板和上模具,图8为移动平台安装在2500t离合式螺旋压力机上模座上,用1600t压力锻压卡车万向节叉。试验期间移动平台可稳定工作,未出现卡死情况,且在滑台移动过程中,试踩脚踏开关,压力机没有下压,说明行程开关运行完好,能有效防止意外发生。
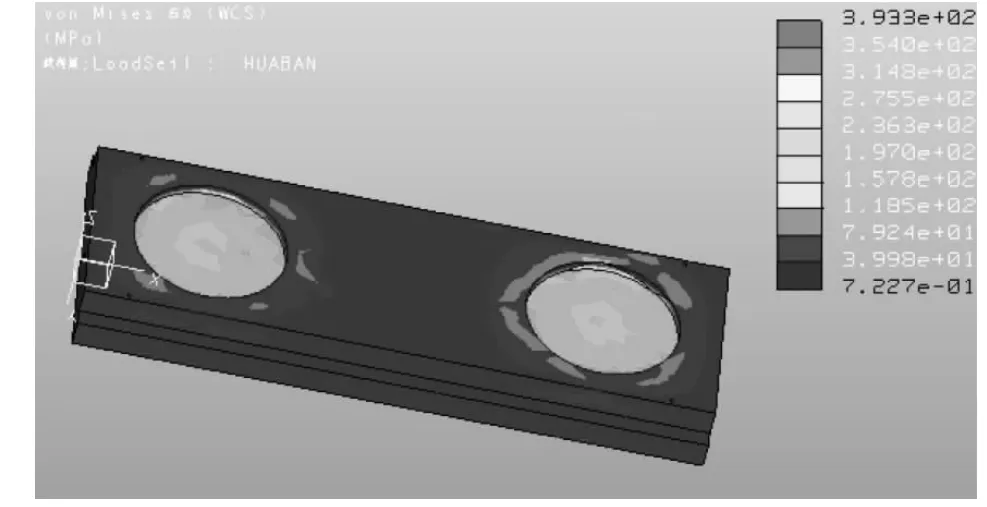
▲图5 滑板受力时应变图
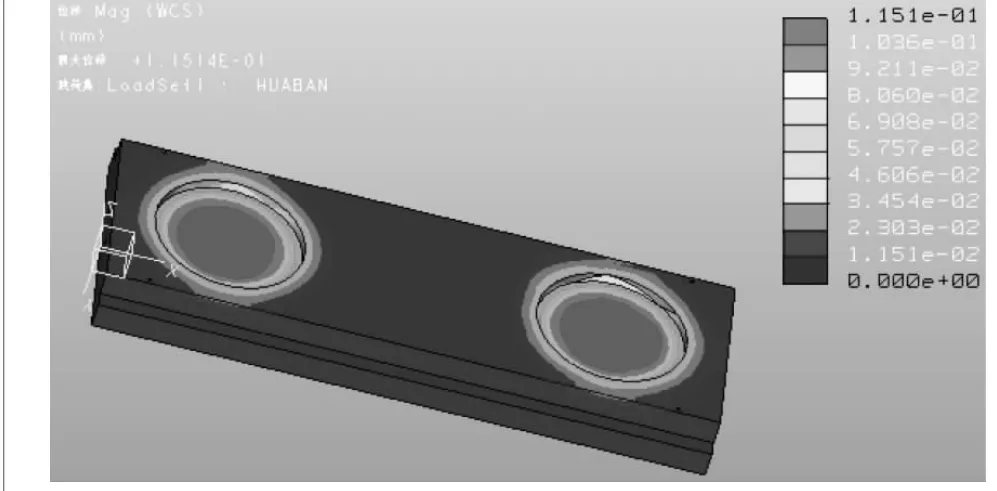
▲图6 滑板受力时变形图
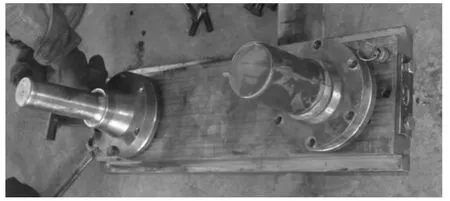
▲图7 滑板和上模具

▲图8 移动平台安装效果图
4 结论
鉴于单台老式锻压机无法快速更换上模具,提出了一种大型锻压机用的上模移动平台。对移动平台进行了机构设计、静力分析和运行试验。结果表明:该平台能承受压力机冲击,各部分运行正常,安全措施完善,有效提高了生产效率,改善了工作环境,同时大大缩短模具热接触时间,增大模具使用时间,降低成本,提高效益。
[1] 张倩生,王焱山.锻压技术水平及发展趋势[J].中国机械工程,1996,7(3):5-8.
[2] 崔东卫,段兴青.热模锻模具的使用寿命 [J].同煤科技,2003(1):23-28.
[3] 郑继明.平板锻压金属的有限元分析[J].金属材料,2006(6):65-66.
