面向工装的可定制柔性编码技术研究
2014-07-05王仰坚胡善刚吴竞峰
□ 王仰坚 □ 胡善刚 □ 吴竞峰
中国航天科工集团 第九总体设计部 武汉 430040
工艺装备 (简称工装)是指企业在产品生产过程中,为了实现工艺规程的要求而采用的各种工具和附加装备的总称,主要包括刀具、夹具、量具、模具、辅具、检具、钳工工具和工位器具等。航天企业是一个复杂的系统,在企业的设计、生产和经营活动中,积累了大量的工装设备资源。随着航天现代化的发展,航天企业的生产模式已从多品种、小批量生产向批产模式快速转换。利用编码技术对现有工装进行编码,使工装设备得到更好的利用,降低工艺成本,提高工作效率,从而克服生产过程中工装数据管理的瓶颈。
目前国内外有很多零件编码系统,如德国的OPITZ编码系统、日本的KK_3编码系统和我国的JLBM一1零件分类编码系统等,但这些编码系统主要针对的是零件,而零件与工装存在以下几点的区别:①种类层次结构不同。工装设备种类明确,可归纳性强(即可归纳为刀具、夹具等),层次简单;但零件种类多,结构复杂多变,不便于具体的归纳。②编码针对特征不同。零件编码主要针对零件的工艺、结构、加工面等形状特征[1];工装编码针对工装的类型、用途、外形尺寸等。③参数定制化难度不同。工装设备相对零件加工特征少,结构简单,外形尺寸少,通过编码技术完成编码参数化的难度较低。
由于每个企业自身特点以及产品的不同,企业的分类习惯及编码规则都不一样,因此需建立一种可定制柔性编码技术。企业通过定制编码体系和规则,完成对工装的组织、分类,计算机通过编码识别工装设备,方便有效地获取工装数据信息,从而使工装信息集成于在航天制造企业中广泛应用的CAD、CAPP、PDM等信息化系统[2]。
1 可定制柔性工装编码技术分析
1.1 航天企业工装编码需求分析
由于各航天企业的管理方式、生产条件和加工零件的种类以及复杂程度有很大差别,各企业对工装编码的需要存在以下几点不同之处:①编码码位数不同。有些工厂,工装种类少,较简单,可能使用几个码位已足够,而另一些工厂,工装种类多,差别大,可能使用15位的码来分类尚嫌不足。②编码分类规则不同。各企业管理规范和工装设备分类差距较大,难以用统一分类原则适应不同企业。
由此可分析出企业对工装编码系统有如下几点需求:①编码体系的可定制化。它形成了具有企业特色的编码规则、编码应用模式和管理体系,为后续的编码扩充和规范管理积累经验和奠定基础。②编码结构的柔性化。编码的码段个数和横向码位长度可以根据描述对象的复杂程度而变化。③工装特征参数化。可通过定制的字符参数表示工装特征结构和外形尺寸,便于工装的有效管理和快速检索。
1.2 可定制柔性编码体系定义
在企业的实际编码应用中,针对不同的产品数据对象,常常应用不同的编码规则,采用多种类型的编码系统,因而要求编码系统能够具有很好的柔性,留给企业用户足够大的自定义空间,才能对企业中的编码资源做到统一管理、灵活配置,满足企业对编码系统的个性化需求[3]。可定制的柔性编码体系如图1所示,主要由编码分段、编码码位、编码码值、码位分组、码位规则、码值分组等组成。
(1)编码体系。针对特定编码对象的编码总体描述,可描述为 CS={CSTR,DR,SN,DN}。
CSTR为编码实例总体结构的定义,编码总体结构分为整体式和分段式两种;DR是码位关系,分为树式、链式、混合式[6];SN 是分段数,如果是分段式结构,则此属性给出分段数;DN为码位数,指编码总长度,如果是柔性码或者参数码,则可能会不固定,这里只给出最长长度,其中参数码无论多长,只算作一位。

▲图1 编码体系组成
(2)编码分段。说明所有的码位应该分为几大部分,各部分码段有特殊的含义,可描述为CSEC={CS,BP,LP,CST}。
CS为编码分段所属的编码体系;BP为分段开始码位;LP为分段结束码位;CST为分段类型,有分类码段、参数码段、分割码段、流水码段、自定义码段。
(3)编码码位是在一个特定位置上的编码信息,是编码体系的基本组成单元,可描述为DC={CSEC,DP,CC,MAX,MIN}。
CSEC为编码码位所属的编码分段;DP为当前编码所在位置,即第几位码;CC为码位符号,包括二进制、八进制、十进制、十六进制、小写字母、大写字母、定制等;MAX表示码位最大长度,最大为128;MIN表示码位的最小长度,最小为1。
(4)码位码值表示码位中每一个具体的码值及其含义,参数码位无码值,可描述为={DG,CV,SP}。
DG表示所属分组;CV表示当前编码的值,如A、1;SP表示码值子组。
(5)编码体系中码位码值并不是简单的罗列,组成分类码段的码位码值之间存在多种关系,关系可分为{编码规则,码值分组,码位分组}。
编码规则用于说明当前码位的编码应该遵循的规则,如数字的排序规则、字符的递增规则、工装参数码编制规则等;码值分组表示分组规则中每一个码位中的码值是如何被分成不同的组,码值分组的类型分为特征位、码域位、忽略位,特征位表示每一个码值均要相同才认为是属于同一分组,码域位表示只要码值在同一值域中就认为属于同一分组,忽略位表示此位码值在分组时忽略不计;码位分组表示当前码位基于前一码位的码值进行分组。
(6)工装编码是基于编码体系而形成的对象编码,工装编码的可定制柔性主要体现为:①编码体系可定制。可通过编码体系定义工装编码采用层次结构、链式结构或混合机构,允许自定义码段数量及其类型,允许自定义编码各个码段之间的分隔符以及码段的排序,允许自定义码位码值及码位长度等信息。②编码体系柔性化。表现在描述不同类别的事物时,在码位数和层次数上具有柔性,实现对编码管理的动态映射,即编码管理的柔性化。伴随企业自主定义编码规则,动态构建企业信息分类编码体系,即编码体系的柔性化。
1.3 柔性工装编码
通过编码体系的定义可以完成各企业工装编码的个性化定制,定义符合企业实际需求的柔性工装编码结构。
现介绍一种面向特征的、分层次的柔性工装编码,该编码模型由一级码、二级码和三级码构成,如图2所示。

▲图2 柔性工装编码模型组成
(1)一级码。一级码是编码体系的分类码,用于描述信息资源的分类。
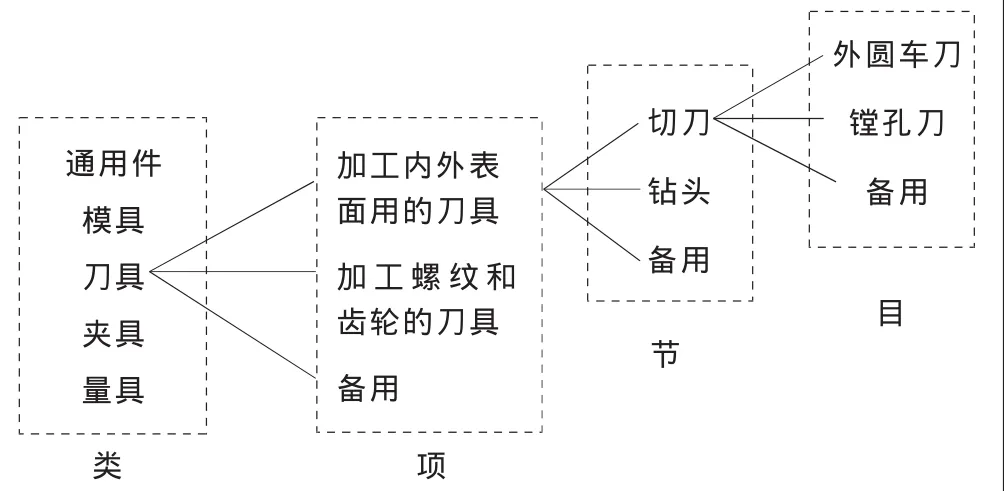
(2)二级码。二级码如图3所示,是编码信息对象事物所属的特征编码,描述了信息实体的详细特征。该事物特征码依赖于其具体所属的信息大类,即前一码段的分类码,并按照信息特征的功能和属性相应完成分层描述。事物特征码分层主要取决于信息实体的特征及其可分层性,即特征项、节、目。二级码是否采用流水码段[4]有以下两种情况:如通过特征编码可以完成详细区分,则可省略附加流水号;如需要通过附加流水号才能准确标识信息对象,则需增加流水码段。流水号的位数一般设置为4位,通常为0000~9999,即可满足使用要求。
(3)三级码。三级码为信息对象参数码,用以存放用数字编码不能全面表达的编码对象的信息。表1和表2规定了部分工装编码共用和专业的功能参数字符参数码。
如需表示上下公差,例如被测尺寸φ100-0.01mm,参数码为D10/0/-0.01,如工装材料为硬质合金钢的,参数码为M/硬质合金钢。表1和表2中只规定了部分共用和专用的参数,各企业可根据实际需求自由定义各字符参数的含义和所需的共用、专业参数字符。
▲图3 层次化定义

表 工装编码共用参数字符

表2 工装编码专用参数字符
工装编码的三级码主要体现可定制柔性的特点,所以参数码也被定义为柔性码。由于编码对象信息需要编制参数的长短不一致,相应的编码结构必须能够支撑灵活可变的码位数设计。参数码段的字符组成也较为复杂,一般是由数字、字母、字符等形成便于理解的一组字符串,这给编码使用人员带来了便利,但增加了编码系统设计与实现的难度,所以系统必须有完善的参数编码规则与解析方法,才能保证其正常运行。
2 工装编码解析流程
编码规则解析是工装编码生成的逆向过程,是指将编码码值与相关定义的编码解析规则进行对照比较,对编码码值进行分段区分,得到码值每个组成部分所对应的含义,最终直观明了地呈现给用户,让用户能够了解编码所蕴含的相关信息[5]。编码规则解析过程如图4所示。
(1)分析码值解析可行性。通过以下两个方面进行判断:长度判断、关键字符判断,若长度不一致或关键字符不一致,则可认定该码值是无效的,不符合解析条件。
(2)码值分类码筛选。将编码与对应规则结构比较,获取体现对象信息属性的分类码,并对其进行分析。
(3)码值解析。重点分析特征码、参数码对应编码,并进行对照比较,得到码值所对应的标识号,从而获取相关解释信息,将结果集中表示。
(4)参数码解析。在参数码解析过程中,需要遍历参数码段,先提取共用字符,然后根据分类码段提取专用参数字符,在解析过程中遇到特殊字符(分隔符、规格符等),需对特殊字符后的数据类型进行判别,根据数据类型的不同进一步分解解析的过程。
3 编码系统应用实例
(1)刀具的编码实例如图5所示,通过类、项、节、目来对刀具进行多层次的分类,并结合参数码位中的各项参数来详细描述刀具的结构外形尺寸。
(2)辅具的编码实例如图6所示,通过分类码来对辅具进行多层次的分类,并附加流水码段来详细区分,通过参数码段中的各项参数来详细描述套筒的结构外形尺寸及型号规格。

▲图5 刀具编码实例

▲图6 套筒编码实例
4 结束语
随着工业信息化技术的深入推广和应用,人们对工装设备信息分类编码技术的需求也越来越迫切。但鉴于现阶段的生产水平,各企业采用统一标准的编码方法还不现实。本文在编码体系定义的基础上,结合企业个性化需求,建立了适用于工装设备管理的多层次、结构柔性的事物编码方法,能够在不同企业编码环境下,对工装设备采取灵活、有效的编码策略,在企业实际应用中有较强的实用性。
[1] 刘持平,文门照.基于特征的箱体零件自动编码分类系统研究[J].制造业自动化,2009,32(4):96-99.
[2] 丁秀华,阎 艳,宁汝新.面向装配工装设计编码方法的研究[J].航空制造技术,2006(12):86-90.
[3] 赵韩,许肇云,柳吉庆,等.可定制柔性编码系统模型的研究与实现[J].机床与液压,2009,37(10):64-66.
[4] 赵韩,柳吉庆,董玉德,等.面向PDM系统柔性事物编码模型的研究[J].工程图学学报,2010(5):34-38.
[5] Dusan N Sormaz,Behrokh Khoshnevis. Modeling of Manufacturing Feature Interactions for Automated Process Planning [J].Journal of Manufacturing System,2000,19(1):28-45.
[6] 黄利江,许建新,田锡天.基于特征模型的零件柔性编码研究[J].机床与液压,2007,35(11):11-13.
