PTA第一精制结晶搅拌器机械密封失效分析
2014-07-02袁立新
袁立新
(中国石化仪征化纤股份有限公司PTA生产中心,江苏仪征 211900)
设备改造
PTA第一精制结晶搅拌器机械密封失效分析
袁立新
(中国石化仪征化纤股份有限公司PTA生产中心,江苏仪征 211900)
通过对PTA第一精制结晶器搅拌器机械密封的失效机理进行分析,查找导致机封频繁失效的深层次原因,并制定具体的解决方案。
PTA第一精制结晶搅拌器 机械密封 失效分析 稳定轴承
PTA第一结晶器是PTA生产主流程中的一台关键设备。近年来,该结晶器机械密封频繁失效,机封的使用寿命短(平均6个月左右),已经成为困扰装置长周期稳定运行的一个突出问题。通过对失效机封进行拆解分析,发现几乎每台失效机封的故障特征都非常相似,笔者结合机封的运行工况,从机封的故障特征、结构选型以及搅拌器的日常维修等方面进行分析,最终发现机封频繁失效的根本原因除了存在选型不当、机封结构不合理等问题,多年来对搅拌器上部稳定轴承缺乏检修和调试也是导致该机械密封频繁失效的两个重要原因。
1 失效机封的工况及结构
1.1 机封的工况条件
从PTA第一结晶器机封的工况参数表(表1)可以看到:搅拌器的转速为46 r/m in,为低转速工况;工作温度240℃左右,故采用连续供给的工艺脱盐水进行密封冷却和冲洗;密封水压力4.0~4.6 MPa,而结晶器釜内工作压力为3.4~4.2 MPa,满足介质侧密封压差0.2~0.5 MPa的设计要求。同时,密封底座上也设计了循环水冷却夹套。

表1 PTA第一结晶器机封工况表
1.2 机封的结构原理
从机封的结构示意图(图1)可以看出:该机封为双端面密封,上/下密封副之间采用了共用弹簧结构(件4和件5)。机封采用水作为密封液,密封水为连续管道供水。轴套(件12)与搅拌轴(件10)之间通过收缩盘(件9)进行锁紧联接,传递运动。据供货商陈述,精制结晶器采用共用弹簧的机封结构,主要是考虑:一旦上端面或者下端面动/静环出现磨损,可以通过共用弹簧在上/下密封副之间进行一定的压缩量调节补偿。但是这种共用弹簧结构可能存在的一个弊端在于:一旦上/下密封副中有一个出现严重磨损,则会对另外一个密封副直接造成影响。

图1 改进前的机封装配示意图
2 机封的失效分析
2.1 故障特征
a)据统计,每次精制结晶器机封在运行过程中的失效过程都大致表现为:首先在大气侧的检漏口出现密封水微微滴漏,仔细观察会发现机封的轴套出现了向上的位移窜量。开始时窜量较小,密封水的漏量也很小;随着运行时间的延长,机封的轴套窜量会越来越大,虽然密封水外漏情况仍然不太明显,但是内漏却越漏越大,最后不得不停车更换机械密封。
b)通过对失效后的机封进行拆解,发现几乎每台失效机封都具有非常相似的故障特征,主要表现为:机封的轴套都存在向上的位移窜量,机封大气侧静环密封面存在环形深沟磨痕,机封的介质侧动环破损或断裂、O形圈及四氟挡环破损或断裂。
2.2 故障分析
2.2.1 机封大气侧静环密封面出现磨痕的原因分析
机封大气侧静环材料为碳化硅,静环表面出现深沟环形磨痕,直接原因是由于轴套发生了向上的位移窜量所致。一旦轴套发生向上窜动,会带动动环向上位移,导致大气侧密封副的动/静环接触面的比压骤升,端面比压加大,端面密封液膜受到破坏,摩擦副接触面产生过度磨损,在密封面上形成较深的磨痕。
2.2.2 机封在运行过程中出现大量内漏的原因分析
以最近的一次机封失效情况为例:结晶器机封更换运行半个月左右,机封的检漏口开始出现密封水外漏现象,每分钟大概200 mL(12 L/h)。检查现场密封水进口流量为800 L/h,回水流量为750 L/h,密封水压力4.6 MPa,800-750-12=38 L/h,说明该机封存在发生外漏的同时,还存在38 L/h的内漏。进一步测量发现:机封轴套发生向上位移,窜动量约2.5~3 mm。
由于机封运行过程中在介质侧与结晶器釜内仅存在0.2~0.5 MPa的压差,但是出现了38 L/h的内漏量,漏量如此之大,说明介质侧密封端面产生不稳定间隙,可能原因就是:由于轴套发生了2.5~3 mm的向上位移,通过上/下两个密封副之间的共用弹簧调节补偿,导致介质侧密封端面由平面接触变成锥面接触或者不稳定间隙接触状态,才会引起密封水大量内侧泄漏。
2.2.3 机封的介质侧动环、O形圈及四氟挡断裂破损的原因分析
介质侧动环断裂破损,断口颜色陈旧,判断为机封失效达到一定程度时,介质侧密封面发生封液失压,使密封产生反压,导致摩擦副环断裂。断裂的动环对O形圈及四氟挡环造成挤压,导致O形圈及四氟挡损坏。
2.3 故障判断
2.3.1 机封的结构设计方面存在缺陷
综合上述机封失效原因分析,可以看出一个共同而且明显的故障特征:机封在运行过程中频繁发生轴套沿轴向向上位移,而且轴套位移总是发生在故障初起状态,这是造成该机封频繁失效的直接原因。不同机封在不同时间周期内均出现同一种故障特征,不是属于偶然发生的问题,有必要从机封的选型和结构方面进行系统分析。
机封在运行过程中,由于釜内的压力直接作用在轴套下端面,轴套因受到釜内压力的作用产生一个向上的推力。从结构上看,轴套与搅拌轴之间是通过一个锁紧盘进行锁紧传动。如果锁紧盘设计合理或者锁紧盘锁紧操作符合要求,应该不会出现轴套向上窜动的情况。另一方面,即使轴套发生了少量的轴向位移,如果不是采用共用弹簧结构,机封的下端面密封状态也不会受到严重影响,不会出现密封水大量内漏的现象。
2.3.2 搅拌器上部稳定轴承对机封运行的影响
如图2所示为搅拌器上部稳定轴承装配示意图,从图中可以看出,该搅拌器机封上方设计了一套轴的稳定系统,以防止搅拌轴晃动对机封运行造成影响。
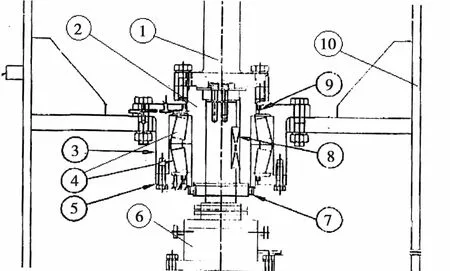
图2 搅拌器稳定上部稳定轴承装配示意图
该系统是通过一对圆锥滚子轴承(件4)相互作用消除搅拌轴的径向和轴向推力,每次大修期间都要通过调节轴承间隙调节螺母(件7),将轴承的轴向间隙控制在0.2 mm以内。但是检查中发现,该轴承由于多年在检修调试方面缺失,轴承游隙已经达到1 mm左右,即使将调节螺母调到极限状态,轴承游隙仍然在0.5 mm以上,超过了机封允许的0.5 mm的最大轴向窜量。
2.3.3 齿轮箱输出轴的窜量太大也是造成机封轴套沿着轴向向上位移的一个重要原因
由于该结晶器搅拌器结构上采用了推进式叶轮,在搅拌器运动过程中,物料会对搅拌器叶轮施加一个强大的向上的反作用力。理论上,这个反作用力主要是依靠搅拌器减速箱输出轴上的一对圆锥滚子轴承来消除。按照齿轮箱设计参数,通常其输出轴的窜量需要控制在0.03~0.08 mm。如果减速箱输出轴的窜量太大,就会导致搅拌轴向上窜动,进而通过机封的锁紧盘带动机封轴套沿着轴向发生向上位移。通过对近几年来发生的搅拌器机封失效案例进行归纳分析,发现由于齿轮箱输出轴的窜量太大导致机封失效的情况并不少见。
3 改进方案
3.1 按照机封的实际工况条件对机封进行重新选型
新选型机封采用高压机封结构重新进行结构设计,保证高压密封长周期的有效运转。改进后的高压机封装配示意图如图3所示。
改型后的机封的上/下密封副分别采用独立弹簧结构,并在原结构的锁紧盘(件13)上方增加了一个Half形抱箍(件14),以增加轴套(件11)与轴(件18)之间的抱紧力,确保轴套在单向力的作用下不会出现向上的位移窜量。
3.2 要把搅拌器上部稳定轴承间隙检查调试纳入到标准化检修作业内容并严格控制
以后,每次停车检修都要安排对上部稳定轴承的间隙进行检查和调整,将稳定轴承的间隙检查调试工作纳入到标准化检修作业内容,并按照机封技术要求中规定的允许窜量在0.2 mm之内,一旦超过这个标准即需要对稳定轴承进行成对更换。
3.3 要加强对搅拌器齿轮箱检修的质量控制,特别要加强对齿轮箱输出轴的窜量检测和控制

图3 改进型机封装配示意图
由于齿轮箱输出轴的窜量会导致搅拌轴的轴向定位受到影响。窜量太大,搅拌轴的轴向位移量也会增大,就可能导致机封轴套相对于机封发生向上的位移,进而改变机封的运行工况,加速机封失效。
4 结 论
a)PTA装置中使用了大量的搅拌设备,其中绝大多数的搅拌器都采用了机械密封结构。在实际生产运行过程中,影响机封使用寿命的因素很多。特别是在机封国产化改型过程中,尤其要审慎,确保机封的选型结构必须满足机封的运行工况要求。对于工作温度较高、釜内工作压力也较高的工况,一定要选用合适的机械密封结构。同时要考虑到PTA工艺介质的腐蚀特性,在机封的材质选用上要恰当,要满足装置长周期稳定运行的要求。
b)在进行搅拌器大修的过程中,对于像PTA第一结晶器搅拌器这样的设备,一定要将上/下稳定轴承的检查和检修纳入到重要检修质量控制内容,防止因失修导致搅拌轴运行过程中摆动或冲击太大,进而对机封的运行状态构成影响。
c)要正确地按照机封供货商提供的力矩要求,使用力矩扳手、按照收缩盘锁紧的作业规程对机封的收缩盘正确地进行锁紧操作。
d)要加强对搅拌器减速箱的检修质量控制,将输出轴的窜量控制在0.03~0.08 mm范围内,防止因轴窜量过大导致机封的密封元件受到损害。特别对于已经出现轴套明显向上位移的机封,就更应该首先检查齿轮箱输出轴的窜量情况。另外,在进行减速箱更新选型时,特别要注意输出轴的轴承配置是否满足承载轴向力的要求,尽量避免使用向心推力滚珠轴承。
Failure analysis of m echanical seal of First PTA Crystallizer Agitator
Yuan Lixin
(PTAManufacture Center of Yizheng Chemical Fibre Co.,Ltd.,Yizheng Jiangsu 211900,China)
Based on the failure analysis of mechanical seal of First PTA Crystallizer Agitator,try to find the deep-seated reasons for the frequent failure of the mechanical seal,and formusolutions.
First PTA Crystallizer Agitator;mechanical seal;failure analysis;stable bearing
TH136
B
1006-334X(2014)01-0050-04
2014-01-15
袁立新(1966—)男,江苏靖江人,高级工程师,多年来一直从事聚酯、PTA装置设备管理工作。
