典型锻件无模成形工艺
2014-07-02董金雷陆海新顾建勋
任 猛 董金雷 陆海新 顾建勋
(亚洲重工集团有限公司,江苏214128)
典型锻件无模成形工艺
任 猛 董金雷 陆海新 顾建勋
(亚洲重工集团有限公司,江苏214128)
介绍了三种特殊锻件的锻造成形技巧。在不使用任何模具的情况下,锻造成形操作简捷、方法巧妙的、节省材料,其工艺方法值得推广和借鉴。
锻件;无模具;成形工艺
在当前市场竞争激烈的情况下,随着锻造技术的不断提高,企业为追求更高的材料利用率,涌现了各种实用新技术。在大型液压机锻造过程中,适当设计和使用一些胎膜、漏盘等,可以减少加工余量、节省材料及降低生产成本,但是模具费用会提高,生产周期也会加长。有时候如果仅从工艺设计的角度,通过巧妙设计、充分运用金属流动的规律,也能够达到意想不到的效果。这种例子在实际生产中有很多,本文介绍了大型球体、吊钩和形状较为复杂的收口管箱座三种不同类型锻件的无模成形工艺。
1 大型球体锻件无模成形工艺
2001年宏达重型锻压厂承接了某航天机械公司的两件大型球体锻件,球体材料为45#钢,产品重量5 908 kg,锻造钢锭8 t,球体锻件直径∅1 100 mm。在此之前,许多水压机厂家都没有生产该类锻件的经验,所以通常会首先想到制作一个半球形的胎膜。但是如果制造加工胎膜,不仅周期长,而且成本也很高,难度较大。我们根据金属的成形原理和流动规律,制定了如表1所示的新工艺过程,结果顺利完成生产。锻件最后的形状为无数小平面组成的多棱球体,经过锻后热处理,超声检测没有发现大于∅1 mm缺陷。
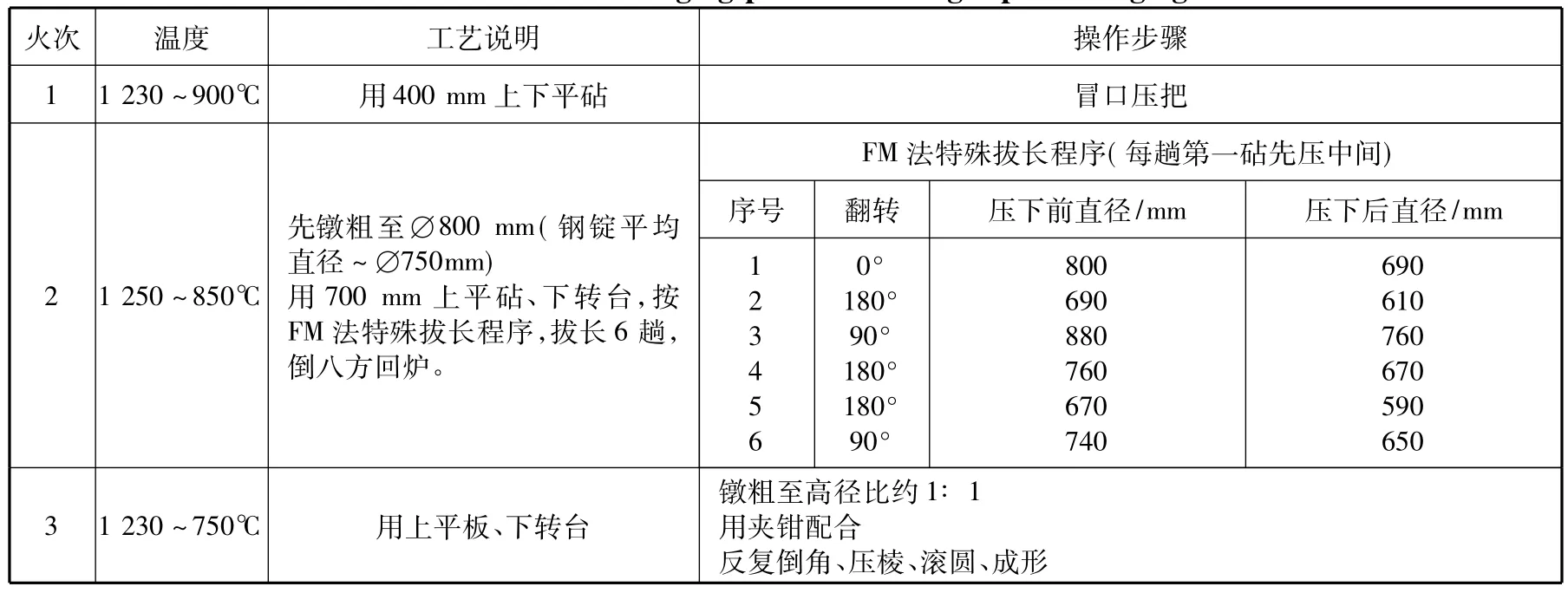
表1 大型球体锻件的无模锻造工艺Table 1 No-dies forging process for large sphere forging
以上的工艺过程可以分为两个阶段,第一阶段是根据有效压实锻造法工艺准则[1],首先考虑压实锻透;第二阶段则是成形。在球体成形的最后阶段,只要按照水压机标尺的划线高度,用夹钳翻转锻件、反复压棱,最终会自然形成一个由无数小平面组成的球体。在成形过程中,有的棱角由于温度逐渐降低,开始呈暗红色,甚至黑色,但是随着形状不断接近球形,表面温度相对均匀化,棱角温度又会提高。当锻件完工后,由无数个小平面组成的球体,看上去闪闪发光,在黑夜中显得蔚为壮观。

表2 吊钩锻件的无模锻造工艺Table 2 No-die forging process for the hook forging
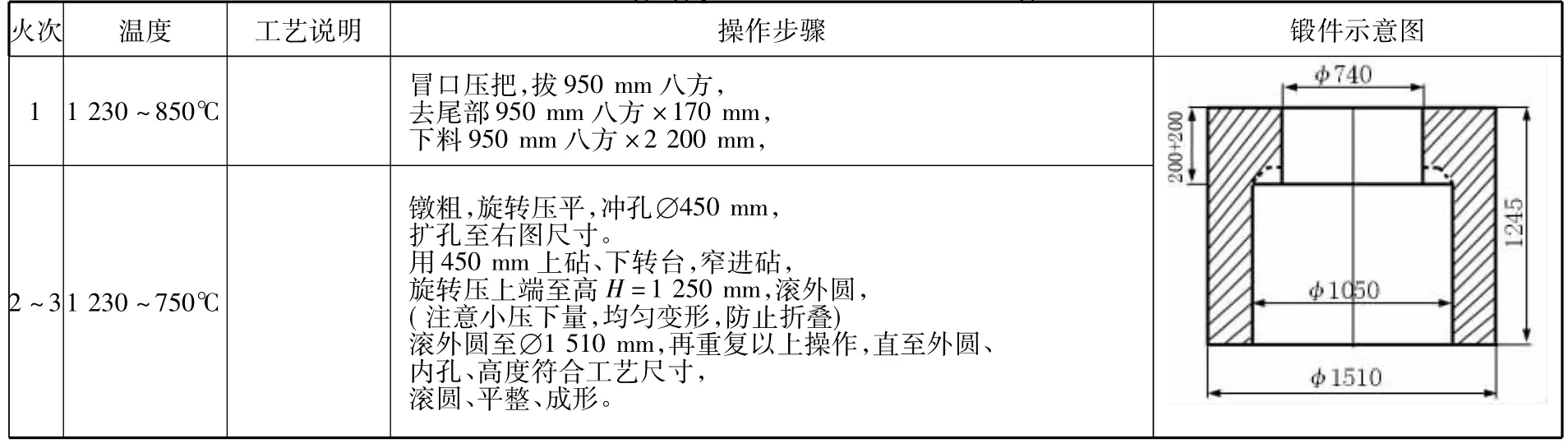
表3 收口管箱座的无模锻造工艺Table 3 No-die forging process for end shrinking channel box
2 吊钩锻造的优化工艺
传统的吊钩锻造工艺,都是先压把、镦粗、拔出扁方后卡台、滚出钩柄、热割成形。这种做法比较浪费材料,加工余量也很大。因为卡出钩柄的台阶时,由于台阶差太大,实际上只能锻成斜面。根据金属的流动规律,在钢锭压把时,先将钩柄部分85%左右的料压在钳把上,随后在压制扁方的镦拔过程中,每次镦粗时又会有一部分材料挤入钳把,最后滚圆钳把时,刚好能够锻造成形。所以,在锻造一个5 t左右的吊钩锻件时,新的工艺方法往往就会比老方法减轻锻件重量1 t多。对于材料20 mn,重10 330 kg,钢锭16 t的吊钩锻件,其新的锻造工艺如表2所示。
3 收口管箱座的无模锻造工艺
收口管箱座的形状稍为复杂,一端的开口较大,另一端的开口又比较小,而且内外壁带有斜度(上窄下宽)。所以通常都是要先制造加工一个相应尺寸的内模,在锻造、制坯后,再将坯料套上去成形。
2003年,某企业接到3种不同规格尺寸的管箱座锻件紧急订货,管箱座材料 20MnMo,重12 567 kg,钢锭18 t。由于交货期较短,不可能制做加工3个不同尺寸的模具。经过分析计算,巧妙地设计了新的锻造工艺,如表3所示,在不使用任何模具的情况下,控制成形操作过程,顺利完成交货。
从管箱座最后成形的操作工艺中可以看出,使用上平砧、下转台,窄进砧旋转压筒体的上端,会使材料向内孔和外径两个方向流动。然后再滚外圆时,进一步将金属赶向内孔,而筒体的下端面基本是不变形的(必要时可适当喷水冷却)。这样反复3次左右,就可以实现锻件的形状要求了。
4 结论
(1)巧妙利用金属的流动规律,仅用自由锻造的方法,在许多情况下也可以生产出复杂锻件。
(2)锻造工艺的优化,可以大大降低生产成本和缩短生产周期。
[1] 任猛,等.有效压实锻造法工艺准则及应用.大型铸锻件,2013(4):47-50.
编辑 李韦萤
Typical Forging Forming Processwithout Dies
Ren M eng,Dong Jinlei,Lu Haixin,Gu Jianxun
Forging forming techniques for three types of special forgings are presented in this paper.Under the circumstances without any dies,forge forming operation is simple,skillful,and cost saving,this forge processmethod is worth spreading and referencing.
forging;without dies;forming process
TG316
B
2013—05—13
