渐开线花键装配工装的设计
2014-07-01徐克根隋明李元辉
徐克根, 隋明, 李元辉
(四川工商职业技术学院,四川都江堰611830)
渐开线花键装配工装的设计
徐克根, 隋明, 李元辉
(四川工商职业技术学院,四川都江堰611830)
渐开线花键由于齿数多,装配时不易对位,容易损伤连接部分。特别是在封闭箱体内、维修条件下、花键配合较紧时装配特别困难。为此设计装配工装时,按花键负变位原理设计特殊导向结构,工装应用于工厂设备的装配与产品售后服务维修,取得了良好效果。
渐开线花键;装配;工装
0 引言
渐开线花键连接目前应用十分广泛。渐开线花键具有承载能力大、加工工艺性好、加工精度高等优点。在工程实际中为了提高承载能力,渐开线花键连接要取较小的间隙。渐开线花键由于其齿数多,制造的形状和位置误差的存在,装配时不易对位,且容易损伤连接部分。尤其是在封闭箱体内装配和维修条件下装配以及配合较紧时装配特别困难。为此可设计装配工装以改善装配条件。
1 渐开线装配工装的设计
如图1为FB系列闭式蜂窝煤成型机的主轴装配结构图,主轴1是机器的工作主轴,它带动曲柄滑块机构运动从而使机器产生冲压力,主轴的转速为50 r/min,主轴受力主要为巨大的扭矩。主轴大齿轮2将扭矩传递给主轴,机体3用以支承各传动轴,机体装配箱盖板后形成封闭的齿轮箱,从而形成齿轮的闭式传动。图中主轴1与主轴大齿轮2的连接为渐开线花键连接。渐开线花键连接参数为:模数m=3.5 mm,齿数z=26,压力角α=30°。渐开线花键配合间隙很小,间隙为0.023~0.122mm。由于形位误差的影响,实际装配时出现接近零间隙或小过盈情况,加之相配合的两个零件都较重(大于60 kg),而齿轮箱内不易观察对位(实际情况为盲装),所以该渐开线连接装配较困难,单件装配时间为车间装配时间20~40 min;而机器在维修中主轴渐线花键装配时,由于采用工作位置装配,装配更困难,维修设备装配时间达30~120 min不等,有时还可能因装配变形而造成装配失败和零件损坏。
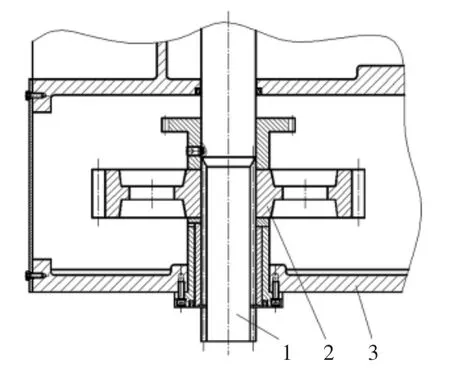
图1 渐开线花键装配情况
为了提高装配效率,考虑设计装配工装用于装配工作。为了解决装配间隙太小的问题,工装应采用大间隙导向结构设计。如图2所示为装配工装结构原理图。工装工作原理是利用花键导向轴头3大端与三轴端面的花键对齐,花键导向轴头3小端负变位花键具有导向作用以利于装配。校正花键套2的作用是把主轴花键与导向头对接时自动对正位置。花键导向轴头3的结构为三段式,右段为导入段,该段花键采用较大负变位使花键外径及齿厚都变小很多以便于导入。左段为校正段,作用为起装配时自动校正作用。中段是自然过渡段,同花键铣刀加工负变位花键时过渡自然形成,也起到装配时逐渐校正位置的作用。

图2 装配工装结构图
使用该工装时操作步骤为:1)先将校正套2的内共花键与主轴端花键配合;2)将渐开线导向轴头3与主轴端对正并手动装配平垫圈4、弹簧垫圈5、螺栓6到接近到位;3)手动缓慢旋转导向轴头3同时滑动校正花键套2,使校正套同时与主轴及导向轴头相配合,其中校正套与导向轴头配合5~10 mm;4)然后将螺栓拧紧;5)拆下校正套;6)装配;7)拆下导向轴头、垫圈、螺栓。
2 工装设计参数
花键轴头由大小端组成,大端长度10 mm,参数为m=3.5 mm,z=26,α=30°,采用标准渐开线花键,即变位系数x=0,花键齿厚为5.498-0.04-0.08,外径为φ94.4-0.03-0.06,而小端设计将渐开线花键负变位,长度为20 mm,取变位系数x=-0.4,小端齿厚变薄,齿顶变小,从而利于装机时导向,外径尺寸为φ91.6 mm(小端变位后外径减少2.8 mm)。大小端之间由花建铣刀加工自然切成过渡花键齿,齿厚由小变大,起导向校正作用。小端外圆端面处倒10 mm的30°倒角,小端外径已小于主轴大齿轮的内花键的小径,起到外圆的导向作用并能自动定心找正。
由于花键压力角大,同时又是较大的负变位,所以加工此处花键时,如果要使小端齿厚进一步减少,可在径向变位的同时再适当进行切向变位。
3 结语
该工装具有结构简单、操作方便的优点。投入使用后,效果很好,受到装配工和维修人员的普遍欢迎。操作效率大幅度提高,平均装配时间减少到5~10 min,具有良好的经济效益。装配不再出现由于对位偏差产生的内外花键的损伤情况,产品质量得到了有效保证。
[1] 哈尔滨工业大学.圆柱齿轮加工[M].上海:上海科学技术出版社,1982.
[2] 西北工业大学机械原理及机械零件教研组.机械设计[M].北京:人民教育出版社,1980.
[3] 徐灏.机械设计手册[M].2版.北京:机械工业出版社,2003.
(编辑 昊 天)
Assembly Tooling Design of Involute Spline
XU Kegen, SUI Ming, LI Yuanhui
(Sichuan Technology and Business College,Dujiangyan 611830,China)
It is not easy to assembly involute spline gear because of its more teeth number,and the adjoining parts is more likely to be damaged.Especially in closed cabinets,the maintenance of a tight spline is particularly difficult to assembly.Assembly tooling is designed for this purpose,special guide mechanism is designed according to the principle of negative addendum modification.The tooling achieves good results in the assembly factory equipment maintenance and product service.
involute spline;assembly;tooling
TH 131.4
B
1002-2333(2014)05-0207-02
徐克根(1963—),男,教师,高级工程师,主要研究方向为机械设计及制造、齿轮加工及测量技术。
2014-03-05
