ZL26纤维滤棒成型机组中线胶检测系统的设计应用
2014-07-01韩伟中
韩伟中
(深圳烟草工业有限责任公司生产管理部,广东深圳518220)
ZL26纤维滤棒成型机组中线胶检测系统的设计应用
韩伟中
(深圳烟草工业有限责任公司生产管理部,广东深圳518220)
针对ZL26型纤维滤棒成型机组中线胶断流、宽度超标等质量问题,采用机器视觉技术设计了中线胶检测系统。该系统在盘纸尾引辊附近安装视觉镜头和光源,当检测到盘纸上中线胶断流、宽度超标时,系统报警、停机并自动保存不良数据和图像,利用原机自带SIEMENS触摸屏嵌入中线胶检测的设置、图像显示、数据报表等功能。
中线胶检测;机器视觉;嵌入式C程序设计
1 存在的问题
ZL26型纤维滤棒成型机组是目前在国内烟草生产企业应用广泛的一种机型,滤棒生产速度为600 m/min。在实际应用中,该机组由于盘纸速度快、胶水结团、中线胶涂胶器堵塞会造成中线胶断流、宽度超标等质量问题,ZL26型纤维滤棒成型机组原设计中没有对中线胶检测部分,若出现中线胶断流做成的滤棒流入到卷烟接装段或成品中,势必影响卷烟接装段的加工和卷烟品牌形象。为保证棒芯和滤棒纸之间的粘合,便于卷烟接装加工和吸烟者抽吸卷烟时,防止滤芯脱落,需要确保滤棒中线胶的质量。在生产过程中,通常的解决办法是要求操作员工定时抽取成品滤棒并撕开查看。这种方法比较落后,滤棒成型机的生产速度非常快,平均每秒就能生产10 m滤棒,一旦发现中线胶已有断流现象,设备已生产大量的滤棒,不但增加回收难度,还极大地影响生产进度和浪费原材料。
要检测中线胶是否断流,中线胶的宽度是否超标,利用光电检测技术很难检测中线胶多项指标。为此,利用视觉检测技术设计了中线胶检测系统,以解决ZL26型纤维滤棒成型机组中线胶断流、宽度超标等问题,提高滤棒成型质量。
2 系统介绍
2.1 硬件构成
中线胶检测系统硬件主要由CCD检测器、PLC、工控机和VGA采集卡组成。CCD检测器负责检测中线胶是否断流和宽度是否超标,当检测到中线胶有以上问题时,将信号传送给PLC,把不良图像传送给工控机;VGA采集卡把检测器的实时影像显示到原机触摸屏上,从而对涂胶效果进行有效的实时监控,如图1所示。
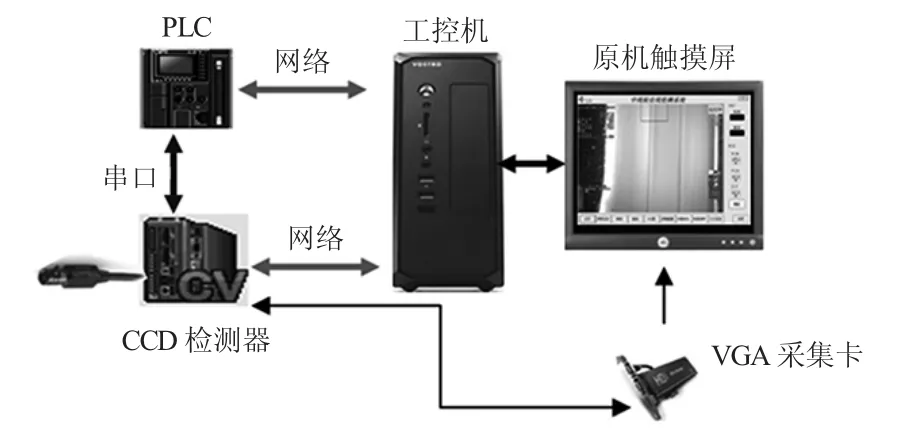
图1 中线胶检测系统
1)检测器。图2的CCD检测器采用的是日本基恩士公司CV-5000智能相机系统,通过图像灰度值处理,胶水带和滤棒盘纸有明显的区别,不但图像稳定,且易于分析计算。
光源与CCD相机镜头安装在涂胶出口处附近。相机每15 ms拍一张照片作为检测。检测结果发送到PLC,如果检测结果为不良,则把不良的图片发送给工控机保存。
相机取像后,将在相片中寻找中线胶,并计算它的宽度和角度,如果有断胶情况,则寻找失败。同时还计算出滤棒纸带边缘的位置和角度,从而算出中线胶带相对滤棒纸带边缘的位置。
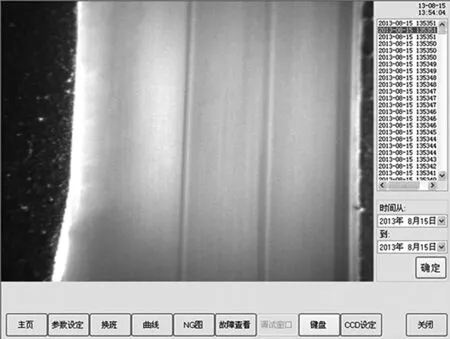
图2 CCD检测
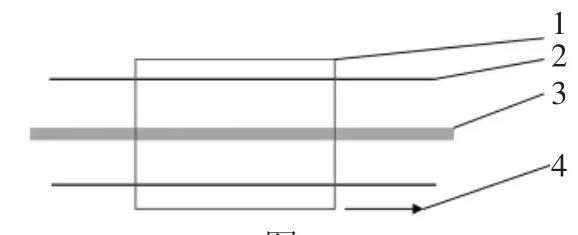
图3
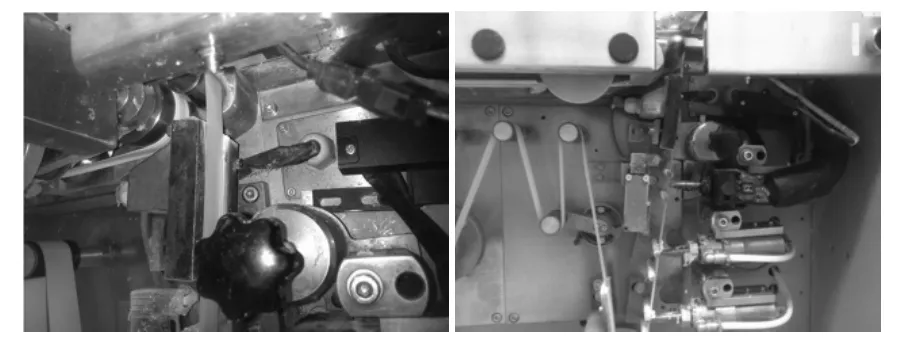
图4 检测器安装示意图

图5 检测器与工控机的IP地址设定
检测器一旦检测出不良,通过以太网把不良图片发送到工控机。检测器与工控机的IP地址设定如图5所示。
2)PLC。PLC采用的是基恩士公司的KV-5000控制器。PLC主要负责控制CCD检测器,接收CCD检测器的测量结果并存储,再以恰当的方式把检测信息发送到工控机,由于检测器的检测频率较高,故选择该响应速度快的PLC作为检测器结果接收端。PLC与工控机的通讯采用以太网方式,其IP地址和工控机对应网口的IP地址设定如图6所示。
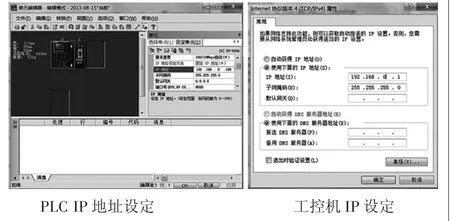
图6 PLC及工控机IP设定
检测器的运行信号、检测信号和不良结果信号连接到PLC的输入端。结合运行信号,可以统计检测数量和不良数量。而不良结果中又分为中线胶断流、中线胶宽度超标和中线胶位置超标3种类型,更多有关检测结果的数据(如区别众多种类的不良结果),是通过RS232串口通信方式从检测器传送到PLC。在PLC程序中,当运行信号开启时开始统计,每当检测信号为ON时,就代表检测一次,检测数量就会累加。而当不良结果信号为ON时,再从RS232串口数据中区别是哪一种不良结果,然后对应的不良统计数量累加。
PLC发送到工控机的数据中有4类,分别为:测量数量、中线胶断胶数量、中线胶位置超标数量和中线胶宽度超标数量。为区别这4类数据发送到工控机的数据中,头字节为1的是测量数量数据,2为中线胶断胶数量数据,3为中线胶位置超标数量数据,4为中线胶宽度超标数量数据。并不是每次测量PLC都会把数据发送给工控机,因为测量的频率很高,系统设计时要求工控机有故障时也不会影响检测的运行。故PLC设计成每隔10 s才发送数据到工控机上。也就是每隔10 s,会发4条信息给工控机。每条信息中都分别含有该10 s内所发生的数量总数。
3)工控机。工控机用的是研华UNO系列工控机。工控机负责显示检测器的实时影像,保存检测器的NG图片,保存检测器的测量结果及监控PLC。
4)VGA采集卡。VGA采集卡用的是圆钢C199采集卡。检测器的实时影像输出端只有VGA端口,为了在软件界面上显示实时影像。我们采用PCI插槽的VGA采集卡。通过采集卡的SDK动态库,把实时影像采集到软件界面上。
2.2 软件设计
软件主需求为:1)利用原机触摸屏在线实时监控中线胶检测状况;2)统计检测次数和不良次数;3)保存不良图片并方便浏览。
基于软件的需求,系统采用微软的C#作为开发平台,组态控件作为开发工具,用微软的数据库软件SQL2005来存储相关数据。
系统软件主要分成三大部分:第一部分为通过以太网与PLC的通讯来监控PLC;第二部分为通过以太网与检测器的通讯来获取不良图片数据;第三部分为数据库的操作。
1)组态控件的应用。为了方便工控机与PLC和视觉系统的通讯,我们设计了专用的组态控件。该控件能无缝结合微软强大的C#开发平台。图7为安装了组态控件后C#平台界面图。
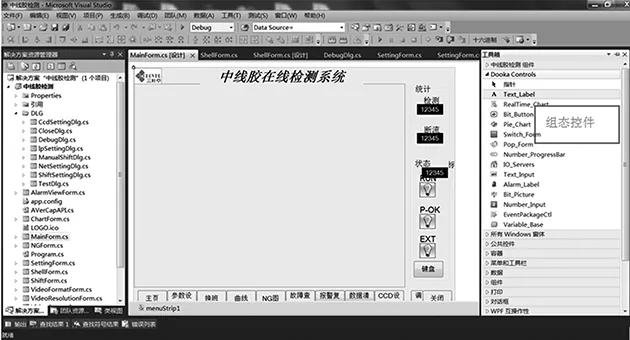
图7 开发平台主界面
为了与PLC通信,需要添加设备(PLC),在组态控件栏中,添加“IO_Servers”控件,并在该控件的“属性”窗口中单击“设备编辑”项,将弹出一个设备添加窗口。通过该方式,添加基恩士KV系列PLC作为设备,通信方式为以太网,如图8所示。
设备添加完以后,还需添加需要监控的设备变量。在“IO_Servers”控件的“属性”窗口中单击“变量编辑”项,将弹出一个“变量编辑”窗口,在该窗口中依次添加需要监控设备(PLC)的变量。如图9所示。
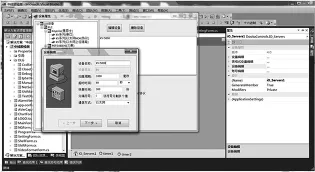
图8 添加设备(PLC)窗口

图9 变量编辑窗口
有了组态控件,链接PLC并监控 PLC变得容易,且缩短了项目开发时间。
2)不良图片数据存储。由于图片数据量大,PLC不方便存储,故检测器检测的不良结果图片数据将直接发送给工控机存储。考虑到检测器的检测频率非常高,一旦出现许多检测不良,将会产生大量不良图片需要传输。故选择以太网的传输方式,检测器直接通过以太网跟工控机连接。
3)统计数据应用。从硬件的角度来看,PLC和检测器比工控机的稳定性要好。所以系统要求一旦工控机出现短暂故障,检测系统不应受到影响。但在工控机出现故障的时间段,检测的数据怎么办?为了解决这个问题,先把检测结果的数据存放到PLC存储器里。PLC内有一程序段,该程序段每隔10 s扫描确认工控机是否正常,如果正常,将把最近的存储数据依次发送到工控机。流程如图10所示。工控机收到数据后,将把数据存放到数据库中。
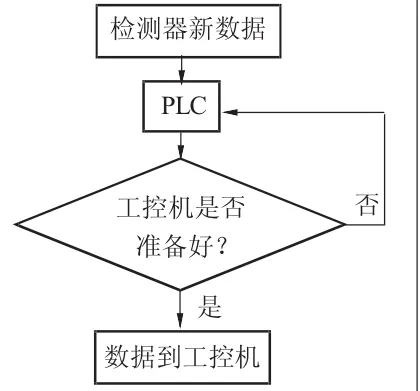
图10 流程图
2.3 软件系统效果图
1)主画面。如图11,原机触摸屏中间部分为检测器的实时影像区域,利用VGA采集卡的动态链接库,把检测器的实时影像数据显示在窗口里。右边“统计”和“状态”栏是设备(PLC)的变量值,使用组态控件建立与设备(PLC)的链接并创建设备(PLC)变量,即可方便监控设备(PLC)。最下方为功能按钮键,可切换到其他窗口画面。
2)不良图片历史查看。如图2,根据所选的时间段,右边列表将从数据库中读取该时间段内所有检测到的不良图片的名称并罗列出来,图片名称根据检测的时间点来命名。在列表中选中一项,左边将显示对应的不良图片。不良图片的历史浏览,有助于对涂胶状况的分析与改善。
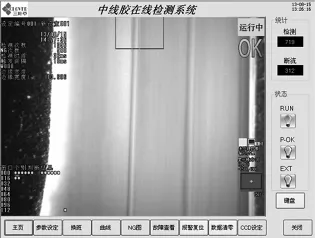
图11 主界面
3)数据统计柱状图表。如图12所示,根据所选的时间段,从数据库中读取数据,并以图表柱状图的方式分别显示检测总数及中线胶断流总数,宽度超标总数和位置超标总数。
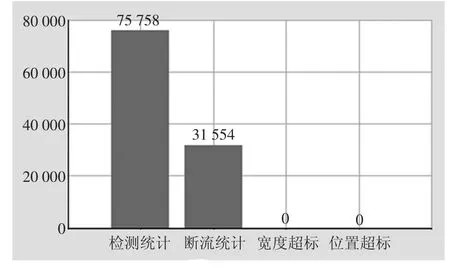
图12 数据统计柱状图表
4)数据统计曲线图表。如图13所示,根据所选的时间段,从数据中读取数据,并按每小时或每天的统计绘制成检测数量,中线胶断流数量,中线胶宽度超标数量和中线胶位置超标数量曲线图。
5)报警记录查询。如图14所示,每一次系统报错,都会把报错信息保存到数据库中,图中列表按最近发生时间排列显示故障发生时间点及恢复时间点。
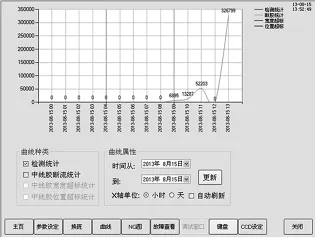
图13 数据统计曲线图表
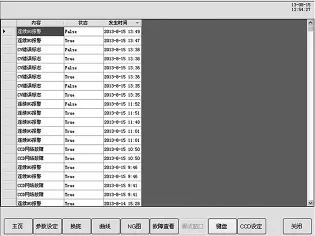
图14 报警记录查询
3 结 语
ZL26型纤维滤棒成型机组安装中线胶检测系统后,已稳定运行一年多,未产生系统冲突,生产中能及时发现中线胶断胶、中线胶位置和宽度超标的缺陷,并进行报警和停机。整个系统设计简单实用,维护方便,较好地解决了ZL26中线胶断胶、位置和宽度超标问题,有效地提高了滤棒质量。
[1] 杜劲松,蒋华英.基于DSP的烟支重量控制系统的设计[J].微计算机信息,2006,22(9-1):76-77,118.
[2] 刘天贻.基于Windows平台的烟支平均重量控制系统的研究与开发[D].南京:南京航空航天大学,2006.
[3] 崔佩佩,何强,韩壮志,等.用LabVIEW FPGA模块实现不同时钟域的数据连续传输[J].现代电子技术,2011,34(17):149-152.
[4] 刘学海,韩东,王斌,等.基于IPC-PLC的PASSIM卷烟机组电控系统设计[J].烟草科技,2010(11):25-28.
[5] 周密,李彦.基于Windows/RTX烟支实时测控系统研究[J].技术机集成制造系统,2008,14(12):2393-2400.
(编辑立 明)
Inspection System Design of Mid-line PVAc Glue in ZL26 Fiber Filter Rod Making Unit
HAN Weizhong
(Shenzhen Tobacco Industry Co.,Ltd.PM Dept.Shenzhen,Guangdong,China)
Fragmentary shape and width defaults of mid-line PVAc glue occasionally occurs in production of ZL26 fiber filter rod making unit.Machine vision technology is used to inspect the defects,an embedded C program is designed to communicate settings,images,reports with the SIEMENS S7 PLC system of ZL26 fiber filter rod making unit.When the defects are inspected,the combination will alarm and stop.
inspection system of mid-line PVAc glue;machine vision;embedded C program design
TS 43
A
1002-2333(2014)05-0194-04
韩伟中(1961—),工程师,从事卷烟设备管理及维护工作。
2014-02-21
