金属罐盖罩边机冲模设计
2014-07-01吴剑淼朱从容杨鹏
吴剑淼, 朱从容, 杨鹏
(浙江海洋学院船舶与海洋工程学院,浙江舟山316022)
金属罐盖罩边机冲模设计
吴剑淼, 朱从容, 杨鹏
(浙江海洋学院船舶与海洋工程学院,浙江舟山316022)
分析了金属罐盖的冲压工艺性,为了提高加工的效率和加工质量,采用冲模罩边工艺。设计了罩边冲模结构,该模具性能可靠,工作平稳。实践证明,设计的冲模在保证罐盖加工精度的前提下提高了加工效率,降低了加工成本。
罐盖;冲模;罩边
1 罐盖罩边工艺分析
1.1 加工要求
在金属制罐工业中,其工艺分为罐盖的制造、罐身的制造和卷封。在封罐之前罐盖需要经过罩边、涂胶、烘干等多道工序。罩边工序的内容是需要将罐盖周边的竖直壁弯曲。罩边后对盖子外形尺寸和盖钩有严格的要求,必须符合国家轻工部标准规定的范围。罐盖罩边工序前后零件局部放大如图1(a)、(b)所示,图1(c)为罐盖零件模型图。
1.2 罐盖工艺性分析
罐盖制件形状简单,之前工序已完成落料、成形、预弯,本工序是在此基础上罩边,弯曲内半径R=0.3 mm,弯曲角度渍=60°(已预弯90°),材料厚度t=0.2 mm,原直边高度h=1.8 mm。
罐盖纤维方向与弯曲线既有垂直也有平行,因此其最小相对弯曲半径有以下两种:垂直纤维方向最小相对弯曲半径rmin/t(垂)=0.1;平行纤维方向最小相对弯曲半径rmin/t(平)=0.4。该制件相对弯曲半径为:r/t=0.3 mm/0.2 mm= 1.5,所以,罐盖的相对弯曲半径符合冲压弯曲要求。

图1 罐盖零件图
罐盖原直边高度h=1.8 mm,按折弯因子K=0.5计算折弯后的直边高度h=1.274 mm。而[h]=r+2r=0.7 mm,h>[h],弯曲件的直边高度符合冲压弯曲条件。
罐盖材料为10钢,塑性、韧性很好,其足够的塑性和较小的屈强比能保证材料弯曲时不开裂,较小的屈弹比能保证弯曲件具有准确的形状和尺寸。
2 冲压弯曲力计算
弯曲力是选择压力机和设计弯曲模的重要依据之一。弯曲力不仅与弯曲变形有关,还与坯料尺寸、材料性能、零件形状、弯曲方式和模具结构等多种因素有关,在实际生产中常用经验公式来计算弯曲力。
2.1 自由弯曲时的弯曲力

式中:F自为自由弯曲在冲压行程结束时的弯曲力,N;B为弯曲件的宽度,在这里取弯曲区中性层周长,mm;r为弯曲件的内弯曲半径,mm;t为弯曲件材料厚度,mm;滓b为材料的抗拉强度,取滓b=340 MPa;K为安全系数,一般取K=1.3。弯曲区中性层周长B=300.89 mm。将数据代入式(1),求得弯曲件自由弯曲力F自=6 383.68N。
2.2 顶件力或压料力
本弯曲模有压料装置,其压料力FY可以近似取自由弯曲力的30%~80%,即
将数据代入式(2)得压料力FY=2 000 N。
2.3 压力机公称压力的确定
对于有压料的自由弯曲,压力机的公称压力
将数据代入式(3),则压力机公称压力P=14 000 N。
3 冲模结构设计
罐盖制件的弯曲模为单工序罩边模,分上模和下模,其结构如图2所示。上模部分,罩边凹模垫片6与罩边凹模7一起通过螺钉固定在上模板5上,模芯轴4轴端螺纹联接上模芯9,锁紧螺母套在模芯轴4上顶住弹簧用以卸料,基座3通过螺钉固定在上模板5上,基座3上面垫垫块2,上压头1通过螺纹连接在模芯轴4上端。下模部分,罩边凸模垫片13与罩边凸模12一起通过螺钉联接在外轴上,定位模芯垫片11与定位模芯10一起通过螺钉联接在内轴上。
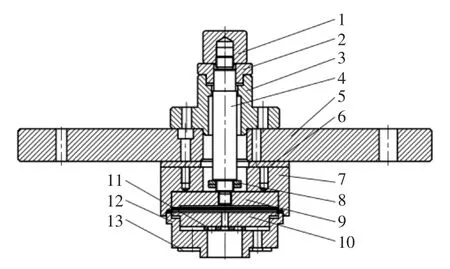
图2 冲模结构图
4 模具工作过程
下模的作用是将工件(罐盖)准确定位后抬升,与上模合模。为了使工件定位准确需要用到定位模芯,定位模芯与下模相对移动并高出罩边下模,利用定位模芯的周边凸起与工件凸起内边吻合,以及定位模芯镶嵌的4个小磁铁吸紧罐盖达到定位作用。为了调整下模与台面之间的位置高度,使凹凸模准确合模,需在下模与支杆(传动件)之间垫一块凸模垫片,通过改变凸模垫片改变垫片厚度,从而达到凸模与台面平齐的效果。同理,也需要在定位模芯与传动杆之间垫一块定位模芯垫片。
上模的作用是将下模顶上来的工件(罐盖)压在上模上,通过上模模具周边的锥度在压紧过程中实现罩边(卷边)。上模凹陷,在罩边过程中容易使工件因压紧而粘结在上模上。因此,上模需分上模罩边凹模和上模芯,上模芯镶嵌在上模罩边凹模上,通过弹簧连接,当分模时,上模芯在弹簧作用下将罐盖压在下模上,随下模移动。
5 结语
罩边工序在罐盖自动化生产线中是非常重要的环节。设计的冲模在保证罐盖加工精度的前提下大大提高了加工效率,减少了罐盖的加工成本。而且采用罩边技术,罩边模换模方便,各种盖型都能适用,能满足国内金属制罐包装行业对异形罐盖制盖设备的发展需求。
[1] 向伟.冲压模具设计[J].科技传播,2011(21):20-22.
[2] 刘华伟.精密垫片精冲模设计[J].模具设计,2010(6):9-11.
[3] 王辰,刘春雷,赵炎.轿车后视镜安装板冲模设计[J].模具工业,2012,38(10):36-39.
[4] 张春磊.发动机油底盒冲压成形工艺及模具设计[J].机械工程师,2010(11):128-129.
[5] 芦新春.轴盖冲压工艺与模具设计[J].机械工程师,2012(12):20-21.
(编辑:立 明)
Design of the Die for Metal Can-cap Cover Edge Machine
WU Jianmiao, ZHU Congrong, YANG Peng
(School of Naval Architecture and Ocean Engineering,Zhejiang Ocean University,Zhoushan 316022,China)
The blanking technological property of metal can-cap is analyzed.Die cover edge technology is adopted to improve machining efficiency and quality of metal can-cap.The die which has advantages of reliability and endurance is designed.The productive practice shows that with the application of new process,the metal can-cap machining has high efficiency and low cost is obtained.
can-cap;die;cover edge
TG 385
A
1002-2333(2014)04-0007-02
吴剑淼(1990-),男,本科生,研究方向为机械制造及自动化技术;朱从容(1969—),男,教授,硕士生导师,研究方向为渔业机械装备自动化、超精密加工技术与装备等。
2014-02-16
舟山市科技计划项目(2013C41009)
