折弯机制造精度对板材折弯精度影响规律的理论分析
2014-07-01陆志全
陆志全,李 堑,孙 颖
(1.常州机电职业技术学院,江苏 常州213164;2.河海大学 机电工程学院,江苏 常州213002;3.江苏亚威机床股份有限公司,江苏 江都225200)
0 引言
板料折弯机是一种使用广泛的板材加工设备。板料折弯机使用相对简单的通用折弯模具即能折出各种各样的复杂零件,配备相应的工艺设备,还可以完成冲槽、浅拉伸、冲孔、压波纹等工艺。另外,它还具有模具简单、通用性好、调整和更换方便等特点,可以灵活地实现各种板料成形工艺。现代制造技术是一个国家发展经济的重要手段之一,而作为现代制造技术的一个重要分支,精密机械制造技术的开发与研究也受到经济发达国家的高度重视。精密和超精密加工技术的发展和推广,提高了整个机械制造业的加工精度和技术水平,并普遍提高了机械产品的质量、性能和竞争力。相关产业对折弯加工的精度要求越来越高,提高折弯精度已成为折弯机研发中一个亟待解决的课题。
折弯机的折弯精度是决定板件折弯质量的首要因素。板料加工误差的存在影响后续的装配、增加试修模以及成形后校形的工作量,延长了产品的开发周期,制约着渐进折弯成形的进一步推广和应用,尤其是对用高强度高回弹钢板成形大型工件的应用[1-2]。因此分析板料折弯机加工误差产生的机理,找出影响加工误差的主要因素,提出提高折弯机加工精度的有效方法与措施,对提高板料折弯机的市场竞争力与附加值有着重要的现实意义。
本文以江苏亚威机床股份有限公司PBH110-3100 型数控板料折弯机为研究对象,依据弹性力学理论,建立折弯误差的分析模型,分析机床制造精度对金属板材折弯精度的影响规律。
1 板材折弯精度定义及国家标准
根据国家标准GB/T 14349-93,折弯机工作精度检验主要包含试件折弯角度及直线度两部分内容[3],如表1 所示。
工作精度检验时对试件的要求:
(1)试件长度:工作台长度<2000mm 时为工作台长度;工作台长度>2000mm~3200mm 时为2000 mm;工作台长度>3200mm 时为3000mm。
(2)试件宽度不应小于100mm。
(3)试件厚度:公称力≤l000kN 为2mm;公称力>1000~2500kN 为3mm;公称力>2500~6300kN 为4mm。
(4)试件材料为A3 钢板,其抗拉强度σb≤450 MPa。
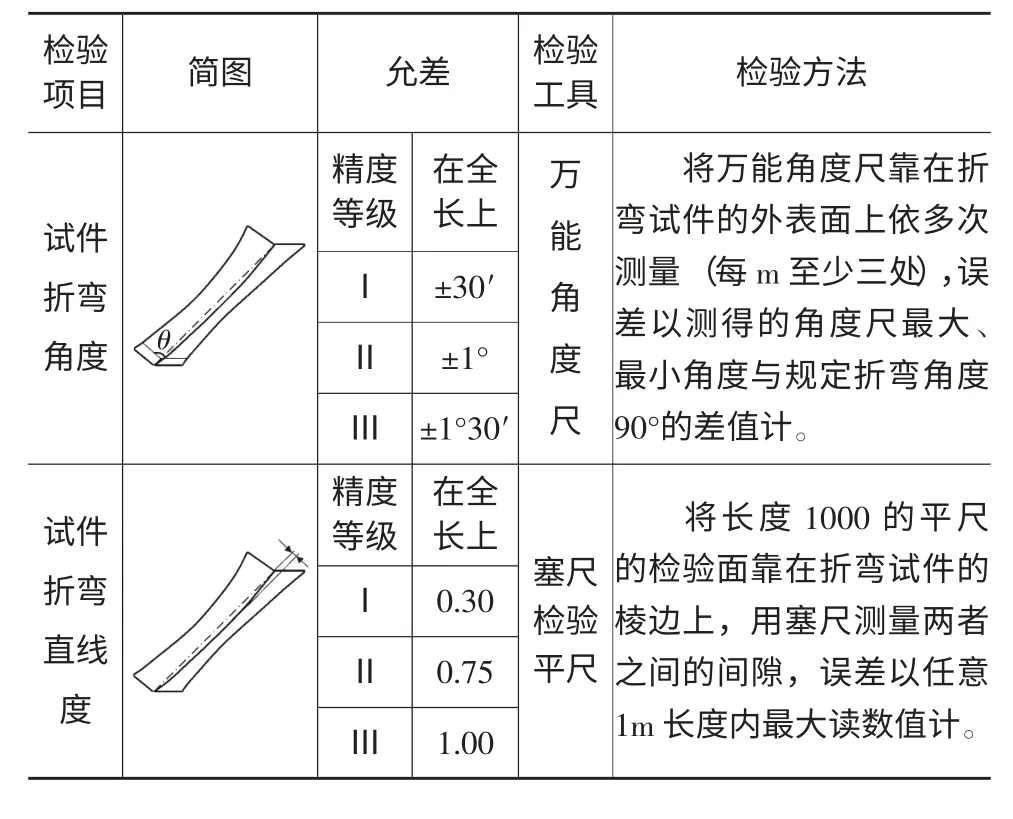
表1 板料折弯机折弯精度检验
2 工作台平面度(纵向)对折弯精度的影响分析
2.1 工件折弯角度精度
当工作台纵向存在平面度误差时,其会影响上模刀具进入下模槽口的深度,深度偏差ΔH 的大小和工作台纵向平面误差a 的大小相等。工作台平面度(纵向)对折弯角度误差的影响见图1[4]。
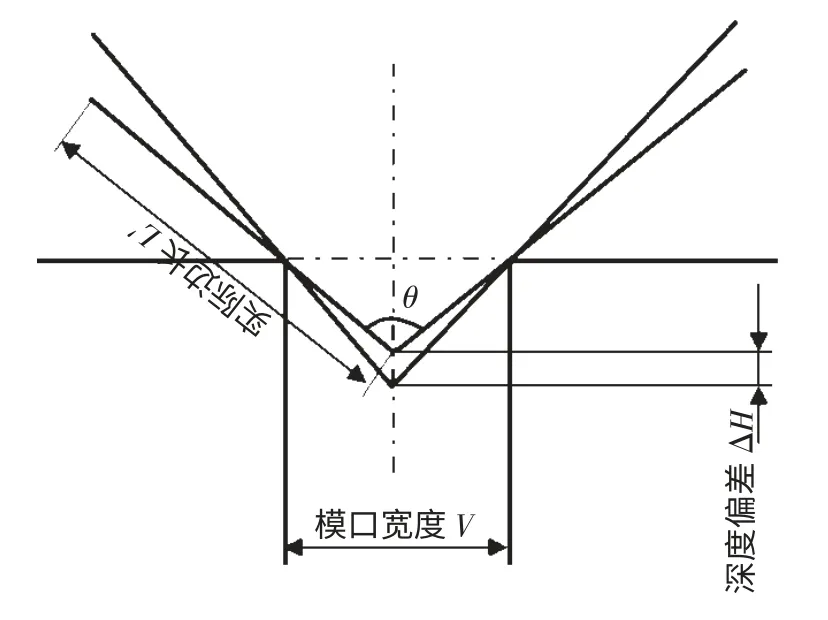
图1 工作台平面度误差对折弯角度误差的影响示意图
上模刀具进入下模槽口的深度偏差ΔH 为:

工件的折弯角度为:
则折弯工件的角度偏差为:

2.2 工件折弯直线度精度
当工作台存在平面度误差时,其平面度误差对折弯工件直线度误差的影响如图2 所示。
折弯工件的直线度误差的大小与纵向平面度误差的大小相等。即:
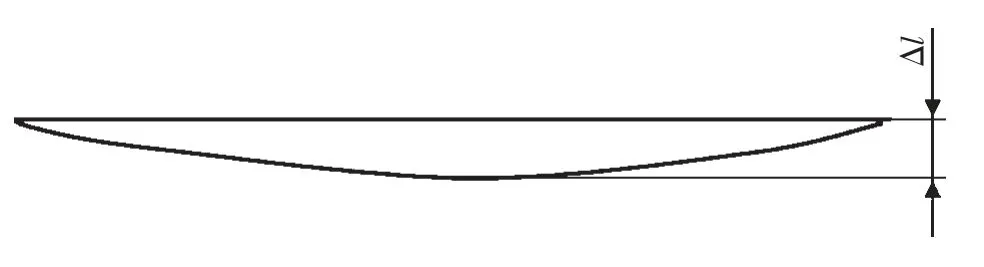
图2 工作台平面度误差对折弯直线度误差的影响示意图

2.3 工件折弯边线精度
工作台平面误差对边线精度无影响。
3 工作台平面度(横向)对折弯精度的影响
工作台横向平面度对折弯精度的影响与其纵向平面度对折弯精度的影响类似。
3.1 工件折弯角度精度
工件的折弯角度误差为:

3.2 工件折弯直线度精度
工件的折弯直线度误差为:

3.3 工件折弯边线精度
工作台横向平面度对折弯边线长度的精度无影响
4 滑块行程对工作面的垂直度对折弯精度的影响
4.1 工件折弯角度精度
滑块行程对工作面的垂直度对折弯精度的影响如图3 所示。
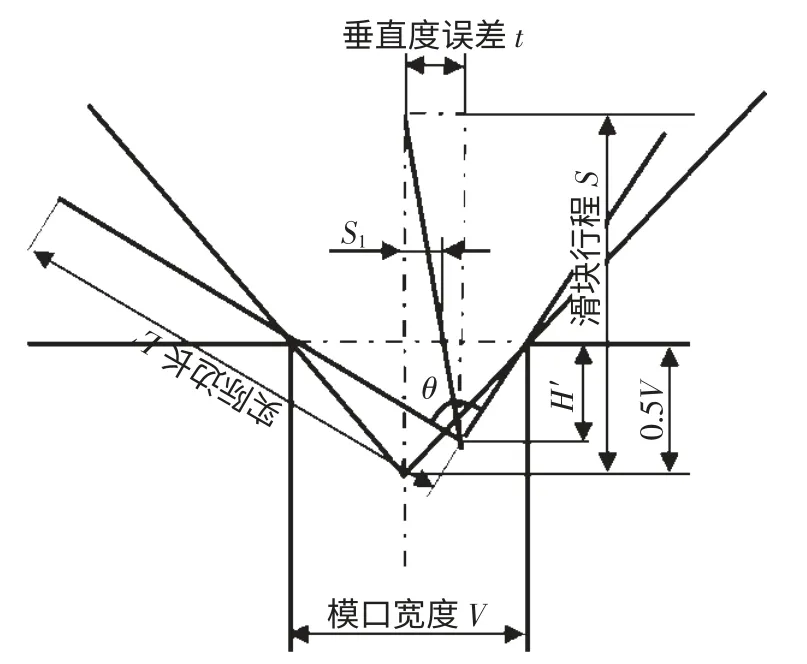
图3 滑块行程对工作面的垂直度对折弯精度的影响
当滑块行程对工作台面的垂直度偏差为t 时,滑块进入模具的深度H′为:

折弯工件的折弯角度为:

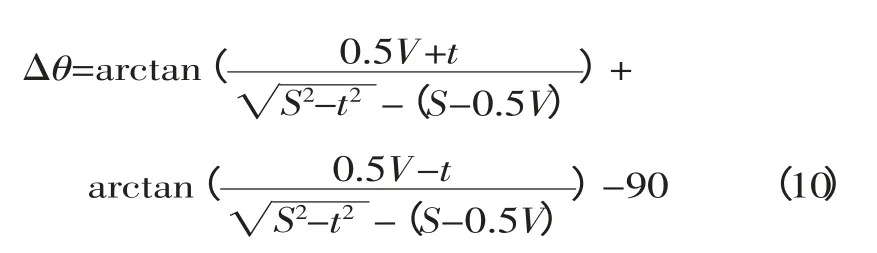
折弯工件的折弯角度误差为:
4.2 工件折弯直线度精度
当滑块行程对工作台面的垂直度偏差为t 时,折弯工件的直线度误差为:

4.3 工件折弯边线精度
当滑块行程对工作台面的垂直度偏差为t 时,上模偏移折弯中心线的距离S1为:

可求出:

实际折弯边线长度L′为:

折弯边线长度误差为:

5 结论
分析可得PBH110-3100 型数控板料折弯机制造精度的各因素对工件折弯精度的影响如表2 所示。
从分析表中可以得出折弯角度偏差约为工作台面平面度的3 倍,国家标准中对上模具安装面的平面度的要求较低,其产生的折弯角度误差较大,折弯机生产厂家可根据生产实际适当提高工作台平面度。而折弯角度受滑块行程对工作面垂直度的影响不大。工作台平面度会直接反映到折弯的直线度偏差上来,折弯直线度误差受滑块行程对工作面垂直度的影响较小。
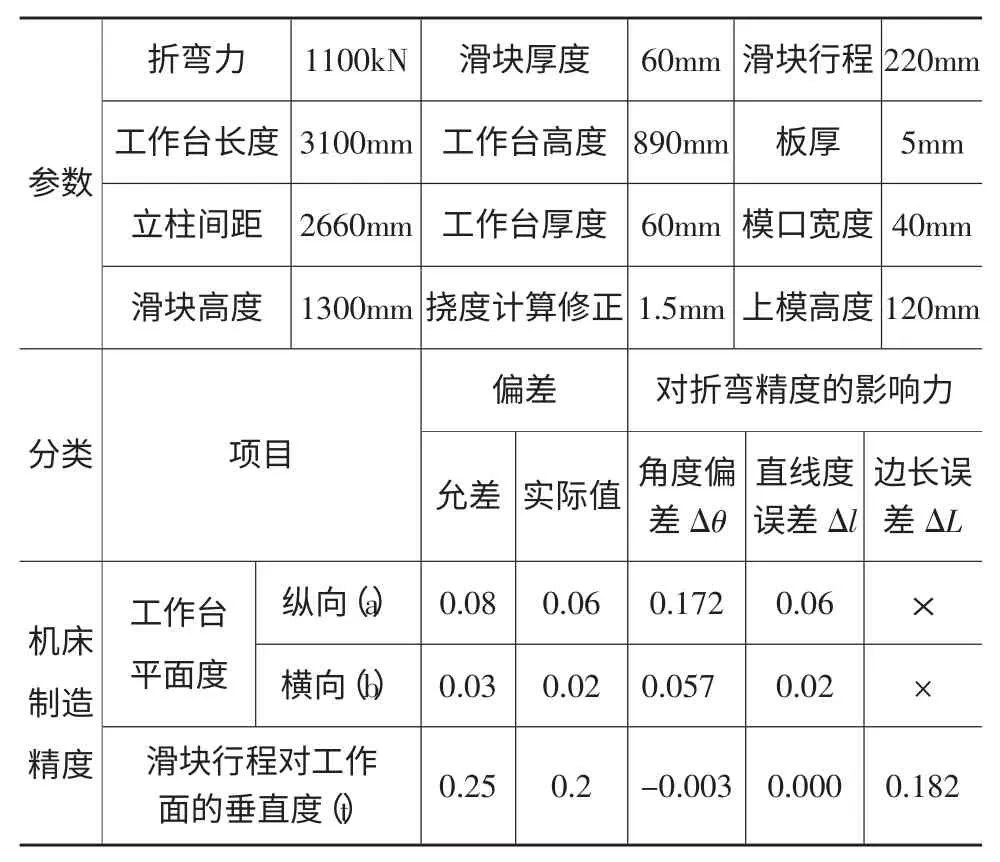
表2 各因素对折弯精度的影响力分析
[1]潘殿生,潘志华,阮康平.折弯机机械补偿装置数值模拟结构分析[J].锻压装备与制造技术,2009,44(3):29-31.
[2]宋 黎,杨 坚,黄天泽.板料弯曲成形的回弹分析与工程控制综述[J].锻压技术,1996,(1):18-22.
[3]赵国伟.板料成形回弹的数值模拟与影响因素[J].锻压装备与制造技术,2005,40(3).
[4]李 堑,王金荣,冷志斌,等.折弯机机械补偿机构接触应力的有限元分析[J].锻压装备与制造技术,2011,46(5):30-32.
