浓香型白酒配醅馏酒过程分析及其应用
2014-06-27谢国排薛锡佳吴丽华
彭 兵, 谢国排, 程 伟, 李 增, 薛锡佳, 吴丽华
(1.安徽金种子酒业股份有限公司, 安徽 阜阳 236023; 2.安徽金种子集团有限公司 分析检测中心, 安徽 阜阳 236023)
0 引言
黄浆水是浓香型白酒发酵酿造过程中的副产物,富含醇类、酯类、醛类、有机酸类等物质,还含有丁酸菌、己酸菌和酵母菌等各种微生物及其自溶物、糖类、各种固形物、含氮化合物,以及单宁和色素等物质[1].其中,乳酸乙酯、己酸乙酯、乙酸乙酯等酯类及其它部分有机酸,是浓香型白酒中重要的呈香呈味物质,对提高浓香型白酒的风味起到了重要作用.大量经长期驯化的酵母菌、己酸菌、丁酸菌及其它梭状芽孢杆菌等,均是产生酯类不可缺少的有益微生物.
生产过程中适当提高己酸乙酯含量并协调其它香味成分,是提高浓香型白酒质量的关键.应用生物酶法将黄浆水转化为生物酯化液,可以缩短酯化时间,提高与浓香型白酒主体香味物质相同组分的转化率[2,3];酯化液应用于勾兑、串蒸、窖池养护、回酒发酵等方面,可实现提高酒体质量和优级率的目的;串蒸酯化液应用于浓香型白酒生产馏酒过程中的底锅串蒸、酒醅串蒸、底醅串蒸,可显著提高原酒中己酸乙酯、乳酸乙酯等酯类物质的含量,从而提高原酒品质,以弥补因糟醅发酵质量不好,原酒浓香不突出、香味不协调、口感差、贮存转化慢等弊端.
1 材料与方法
1.1 材料、试剂与仪器
(1)主要材料及试剂:实验材料取自制酒车间.固态发酵黄浆水、优质酒尾(酒精度10%Vol左右)、优质人工老窖泥、正常发酵酒醅;制曲车间生产的中高温大曲;食用酒精(酒精度95%Vol)、己酸、红曲酯化酶、活性窖泥功能菌等.实验所用的其它试剂均为分析纯.
(2)主要仪器:GC9310型气相色谱仪,上海色谱仪器有限公司;DT-1000型电子分析天平,常熟市金羊天平仪器厂;PB-10型pH计,上海精密科学仪器有限公司.
1.2 实验方法
1.2.1 酯化液的制备及其成分分析
(1)酯化液的制备:按配方将各物料混合均匀,置于容器中,上部保持部分空间,pH在4.5左右,温度保持在29 ℃~33 ℃之间,密封发酵.培养过程中定期搅拌, 以使黄浆水、曲粉、酒尾中有机物等充分接触,便于生物酯化作用的进行.
(2)酯化液成分分析:发酵周期结束后,取一定体积发酵成熟的酯化液,经活性炭、滤纸过滤处理,留样备用.
常规理化分析[4],分别采用酸碱滴定法检测总酸含量、蒸馏-皂化法检测总脂含量、pH计测定其pH、比重法确定其酒精度;采用气相色谱法检测其主要脂类含量.
1.2.2 串蒸工艺条件
选取同一生产班组的常规发酵池,其发酵期均为60天,在入窖条件、入池操作、蒸馏工艺等方面基本相同.将80%左右发酵成熟的酒醅为主体置于酒甑下部,酒甑上部分别覆盖20%左右的酯化液拌料底醅、窖池底层酒醅、双轮底酒醅,采用酯化液底醅复合串蒸溜酒、窖池底层酒醅串蒸溜酒、双轮底酒醅串蒸溜酒.每桶馏酒结束后,相互混合均匀取样做色谱分析,检测其四大酯含量变化,探究不同配糟比例串蒸下所产原酒样的色谱指标随蒸馏时间的变化特征.
采用不同配醅串蒸工艺连续生产一周,取平均值,比较所产各等级原酒相关数据.馏酒过程中,严格按照“掐头去尾、量质摘酒、分质储存”等操作要求[5].探究不同配醅串蒸工艺条件的特点,旨在提高浓香型白酒酿造的操作水平及原酒品质.
1.2.3 气相色谱分析
色谱条件:配有氢火焰离子化检测器(FID)的气相色谱仪,白酒分析专用填充柱(柱子不短于2 m).氢气流速30 mL/min,氮气流速40 mL/min,空气流速300 mL/min;柱温90 ℃,等温;进样器温度150 ℃,检测器温度150 ℃[6].
2 结果与讨论
2.1 发酵成熟酯化液指标分析
发酵成熟的酯化液固形物较多、颜色较深,需经活性炭、滤纸过滤处理,留样做常规理化分析及色谱分析.活性炭应用于白酒生产中,主要是为了吸附产生异味异臭的杂醇油、糠醛、二甲基硫等有机物及醛类物质.选用活性炭孔径、处理时间和用量等的不同,吸附白酒中的大分子脂肪酸乙酯,可以加速水和乙醇分子的缔合,达到预防白酒在低温下析出酸类乙酯的效果[7].
研究表明[7,8],白酒专用活性炭孔径大于2.0 nm时,能达到除浊保质的效果,对浓香型白酒主要成分及其呈香呈味物质的影响较小,且具有较好的除色素作用.
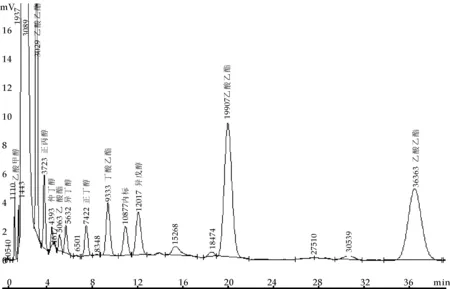
图1 发酵成熟酯化液的气相色谱分析
发酵成熟酯化液的气相色谱分析结果如图1所示.己酸乙酯、乳酸乙酯等浓香型白酒风味物质含量较高,表明所采用的酯化液配方及其培养条件可行,生物酯化效果明显;且用活性炭、滤纸过滤处理酯化液中的色素,方法简单适用.
表1、表2显示了发酵成熟酯化液的常规理化分析及四大脂含量检测结果.其中,己酸乙酯含量达到219.3 mg·(100 mL)-1、乳酸乙酯含量达到405.8 mg·(100 mL)-1,总酸、总脂含量分别为2.16 mg·(100 mL)-1、1 042.7 mg·(100 mL)-1,己酸乙酯、乳酸乙酯成为酯化液的主体香味成分.
唐新等[9]配制的酯化液中己酸乙酯含量为609.59 mg·(100 mL)-1、乳酸乙酯含量达到178.56 mg·(100 mL)-1.比较其它相关研究均表明,本文所采用的酯化液配方及其培养条件还需要进一步优化,以提高成熟酯化液中己酸乙酯等浓香型白酒特征性风味物质含量.

表1 发酵成熟酯化液的常规理化分析结果

表2 发酵成熟酯化液的四大脂含量
2.2 不同配醅串蒸工艺结果分析
研究表明,酯类物质是决定白酒香味与口感的重要因素[10].浓香型白酒采用泥窖固态续糟发酵,其发酵周期长,酯的种类和含量丰富[5].图2中总酯含量与馏酒个数坐标系表明:酯化液底醅复合串蒸馏酒过程中总酯的变化特征,随着馏酒时间的延长而原酒中的总酯含量逐渐降低.在前2个酒(36 Kg左右)内酯类物质下降明显,而第3个酒(54 Kg左右)以后酒样中的酯类物质含量保持相对稳定.采用酯化液底醅复合串蒸工艺能达到原酒增酯提香的效果,其中酯类含量丰富的酒头,可单独贮存作为调味酒来提高曲酒的前香和喷头,以改善其品质.
研究表明,乙酸、乳酸、丁酸和己酸等有机酸在白酒中主要起呈味作用,是形成原酒后味的关键组分,可以增强白酒醇厚丰满感及加快基酒老熟[11-13].图2中总酸含量与馏酒个数坐标系表明:酯化液底醅复合串蒸溜酒过程中总酸的变化特征,原酒总酸随馏酒时间的延长表现为“两头高中间低”的特点,且酒尾中总酸的含量比酒头高,可能是因为馏酒过程中冷凝器中残留有部分上一甑的酒尾,致使馏酒开始时原酒中总酸含量偏高.因此,为了保证原酒品质及其稳定性,馏酒过程有必要遵循“掐头去尾、按质摘酒”的原则.
图2及图3的结果均表明,配醅串蒸馏酒过程中己酸乙酯、乙酸乙酯、丁酸乙酯等的含量,随蒸馏时间的延长逐渐降低,而乳酸乙酯含量则随蒸馏时间的延长而逐渐升高.胡志平等[14]对小曲白酒蒸馏曲线的研究,与上述脂类含量的变化规律基本一致.
由于成熟酯化液、双轮底酒醅的发酵周期均较长,富含己酸乙酯、乳酸乙酯等风味物质及其前驱物;在串蒸馏酒开始阶段,原酒中己酸乙酯、乳酸乙酯等四大酯含量,均比窖池普通底层酒醅串蒸原酒中含量高.己酸乙酯具有醇溶性,随串蒸馏酒过程中乙醇浓度的增高其溶解量也增大;另外,当K己酯/K乙醇>1时,即己酸乙酯比乙醇更容易蒸馏出来,所以在串蒸馏酒开始阶段,原酒中己酸乙酯含量较高.乳酸乙酯的分子结构中含有一个羟基基团,随着串蒸馏酒后期原酒酒精度的降低,其与水分子间的氢键作用力增强,所以其含量随蒸馏时间的延长而增加,导致酒尾中富含乳酸乙酯.
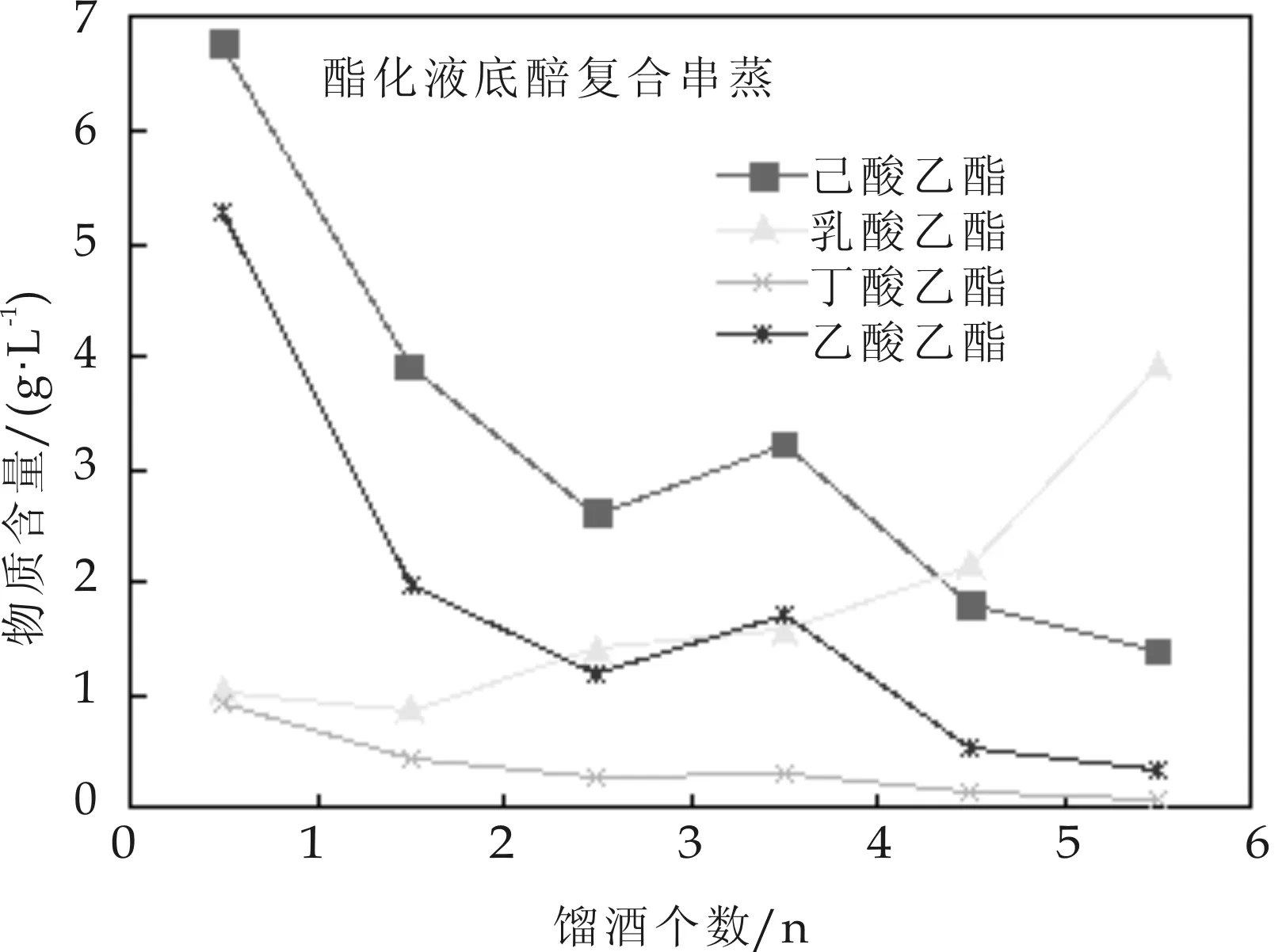
(a)四大脂含量变化
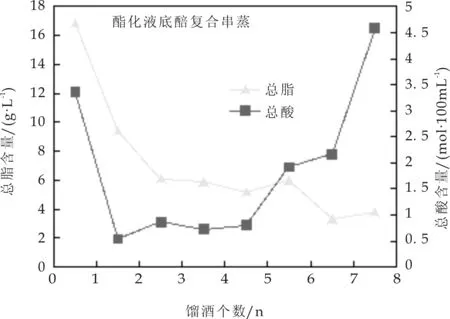
(b)总酸、总酯含量变化图2 酯化液底醅复合串蒸馏酒过程 中四大酯、总酸、总脂含量变化
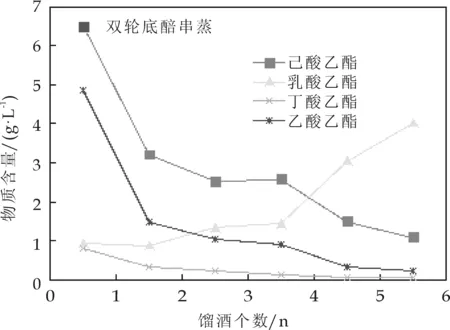
(a)双轮底醅串蒸
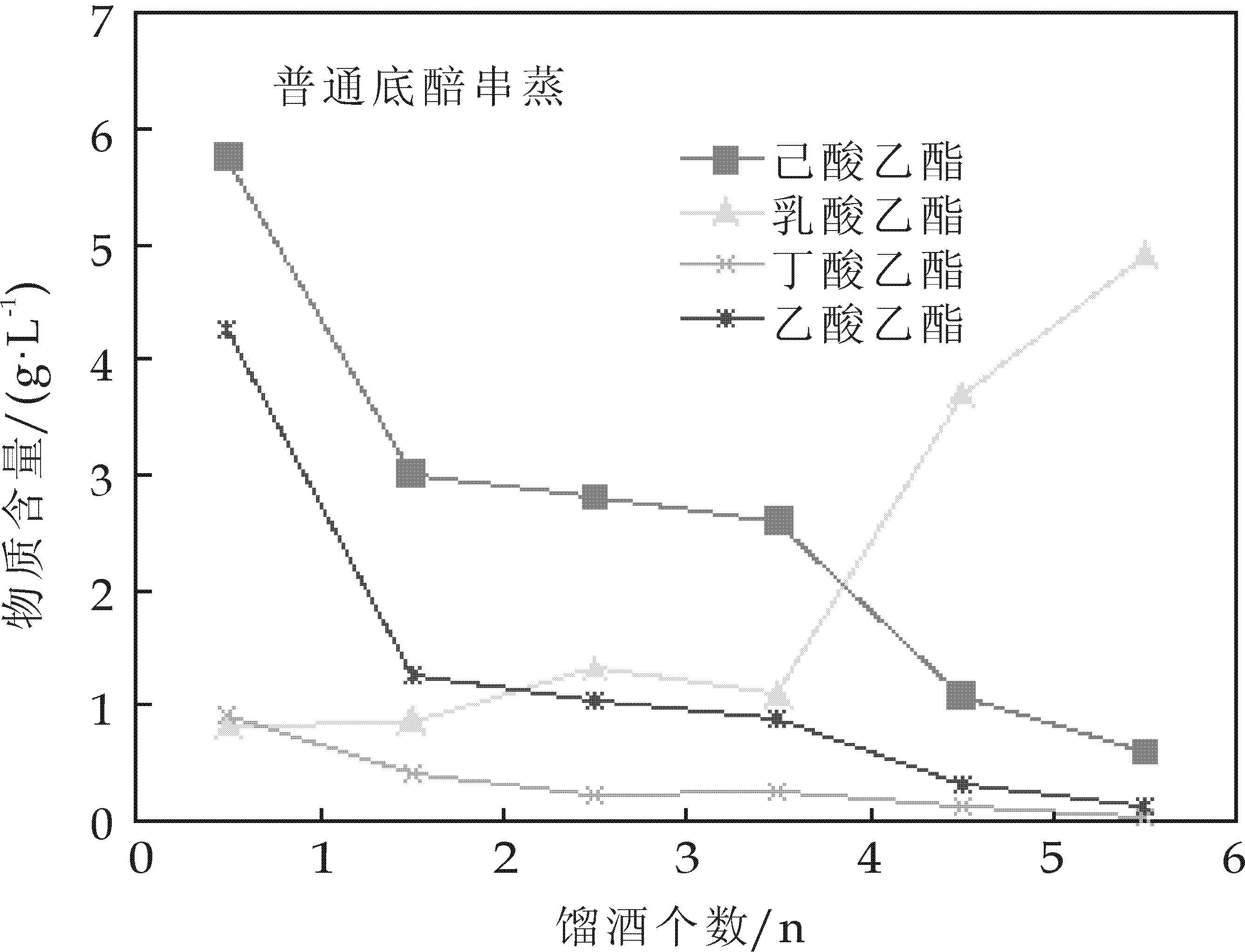
(b)普通底醅串蒸图3 普通底醅串蒸、双轮底醅串蒸馏酒 过程中四大酯含量变化
2.3 配醅串蒸工艺特点及其所产各等级原酒产量、质量对比
配醅串蒸工艺是以窖池上、中层酒醅置于甑桶下部, 八分甑至满甑的甑桶上部覆盖长期发酵的双轮底酒醅, 酯化液拌料底醅、普通底醅等,以实现馏酒与提香为主的分工发酵及蒸馏的组合特点.根据蒸馏原理,蒸馏过程中酒精浓度在蒸馏器内自下而上形成梯度差,酒精聚集在甑桶上部,越往上部酒醅面的乙醇浓度越高.因此,把特殊酒醅串蒸于甑桶上部,可以有效利用高浓度乙醇充分溶解酒醅中的己酸乙酯等风味物质;另外,特殊酒醅中的有机酸、酯、醇等成分大部分都具有良好的醇溶性,蒸馏出来的原酒中己酸乙酯及其它的酸、酯、醇类等风味成份含量较高.
生产中做到“分层出窖、分层过堆、合理配醅串蒸”等操作细节,对提高馏酒过程中的产质量起到关键作用.不同配醅串蒸工艺所产各等级原酒比较如表3所示.从表3可知,生香靠发酵、提香靠蒸馏,酯化液底醅复合串蒸原酒特优率18.77%,与双轮底醅串蒸的16.70%相比,提高了2.07%;原酒出酒率比双轮底醅串蒸、普通底醅串蒸,分别高出1.47%和1.36%;原酒中己酸乙酯等风味物质的提高主要是因为酯化液的酯类含量较高,在配醅串蒸时,相应提高了蒸馏初期的酒精浓度,使酒甑的底层、中层酒醅中风味成分得到有效提取.

表3 不同配醅串蒸工艺所产各等级原酒比较
注:出酒率按标准酒度60%Vol计算,出酒率=总产酒/产酒用料×100%;特优率=特优酒/总产酒×100%;优质率=优质酒/总产酒×100%.其中,各等级原酒的己酸乙酯含量标准为,特优酒≥3.0 g/L、优质酒≥2.0 g/L.
3 结论
浓香型白酒传统蒸馏方法导致底醅中丰富的酸、酯类物质没有得到充分的酒精拖带,风味物质提取率低;己酸、丁酸等醇溶性物质在母糟中残留较多,抑制了续糟发酵过程中霉菌、酵母菌等微生物的生长繁殖,影响下排产酒.因此,为提高浓香型白酒的优质品率,可以根据甑桶蒸馏提香的特点,做到合理配醅串蒸,以充分利用有效蒸馏层的高度.
酯化液底醅复合串蒸可使黄浆水、酒尾中的有机酸类、乳酸乙酯等得到有效利用;底醅及酯化液的质量、酯化液的用量、串蒸的工艺配置等,都是影响复合配醅串蒸过程中原酒质量的关键因素.通过利用酯化液配醅复合串蒸提高浓香型白酒原酒质量,增加了曲酒产量.在生产中采用长发酵期的双轮底酒醅串蒸、含己酸乙酯等风味物质丰富的酯化液拌料底醅串蒸等,将长短发酵期的酒醅、酯化液等充分结合,可以取得良好的生产效果.
[1]李 娟.黄浆水的综合开发利用[D].济南:山东轻工业学院,2012.
[2]刘 宾,陈义伦,于忠良.黄水酯化液酶法制备研究[J].中国食品学报,2009,9(2):116-121.
[3]吴衍庸,郭世则,卢世珩,等.浓香型酒己酸乙酯合成的生物学研究[J].食品与发酵工业,1990(5):1-3.
[4]王福荣.酿酒分析与检测[M].2版.北京:化学工业出版社,2012.
[5]肖冬光.白酒生产技术[M].2版.北京:化学工业出版社,2011.
[6]G B/T 10345-2007,白酒分析方法[S].
[7]郏其庚.活性炭的应用[M].上海:华东理工大学出版社,2002.
[8]钟方达,胡 峰.活性炭吸附性能对低度白酒质量的影响[J].酿酒科技,2007(7):108-111.
[9]唐 新.酯化液的研发与应用[J].酿酒科技,2006(11):63-64.
[10]何义国,赵兴秀,邓 静,等.白酒中酯类化合物的稳定性研究[J].酿酒科技,2012(12):25-27.
[11]刘 睿,潘思轶,李 涛.高粱原花青素对小曲酒酿造过程中挥发性成分影响的研究[J].食品科学,2005,26(8):268-272.
[12]李继德.浅谈有机酸的作用及应用[J].酿酒科技,2000(6):34-35.
[13]张丽敏,胡永刚,史静霞,等.清香型白酒陈酿过程中微量成分变化规律的研究[J].山西大学学报(自然科学版),2002,25(4):334-337.
[14]胡志平,杨 强,乐细选,等.小曲白酒蒸馏曲线的研究[J].酿酒科技,2003(1):55-56.
