环保型易切削钢棒材WY1215的工业试制
2014-06-26丁礼权范植金梁正宝罗国华
丁礼权 范植金 叶 巍 梁正宝 罗国华 张 帆
(1.武汉钢铁(集团)公司研究院 湖北 武汉“430080;2.武钢营销管理部 湖北 武汉:430083;3.武钢条材总厂 湖北 武汉:430083)
易切削钢按所含易切削元素分类大致可分为硫易切削钢、铅易切削钢、钙易切削钢和复合易切削钢。其中铅易切削钢切削性能最佳,但该类钢含有对环境污染的物质铅。含硫易切削钢不含铅,既解决环境污染问题,又保证良好切削性能。美标AISI1215易切削钢硫含量高、切削加工性能好、塑性高、强度高,广泛应用于自动机床加工、电子信息工业、医疗器材、五金器件及航空异形件。在开发初期主要采用电炉模铸工艺生产硫系易切削钢,但该工艺成材率低,成本高,成分及性能不均匀。连铸工艺生产硫系易切削钢成分均匀,成材率高,且切削性能稳定,鉴于转炉连铸生产工艺具备以上优势,各钢厂都在努力采用该工艺开发环保型含硫易切削钢[1-3]。本文主要介绍了国内某钢厂含硫易切削钢棒材WY1215的工业试制情况。
1 化学成分及关键工艺控制
1.1 化学成分
WY1215化学成分见表1。

表1 WY1215钢化学成分
1.2 工艺流程
WY1215棒材生产工艺流程:铁水脱硫→转炉冶炼→钢包吹氩→LF处理→200mm×200mm连铸方坯→铸坯检查→方坯加热→高压水除鳞→开坯→粗轧→中轧→精轧→产品检验→剪切收集→打捆称重。
1.3 关键工艺控制
(1)精炼渣系控制。温度及其他条件相同情况下,炉渣碱度对含硫易切削钢中硫收得率有重要影响,碱度越高硫收得率越低。根据渣况逐批加入石英等造渣材料,调整精炼渣,采用CaO-SiO2-Al2O3渣系,精炼渣碱度R控制在1.0~2.0为宜[3]。
(2)锰硫比控制。硫系易切削钢的主要技术难点在于控制好其中的MnS。S主要以MnS的形式分布在钢中。由于MnS夹杂物割断了基体的连续性而使车削易断,又由于MnS的润滑作用而降低了刀具磨损,从而改善了钢材的切削加工性能。但是如果有多余的S存在于钢中,则容易与钢中的O、Mn、Fe生成过多的Fe—FeS (熔点为988℃)共晶化合物、FeS—MnS (熔点为1164℃)共晶化合物及Fe—FeS—FeO (熔点为940℃)三相共晶化合物,这些共晶化合物的形成会造成钢的热脆。在轧制时由于钢中产生的共晶化合物熔点较低而处于熔融状态.从而导致轧制开裂。锰硫比控制最佳范围在3.0~5.0[4]。
(3)轧制温度控制。硫系易切削钢含硫高,其熔化温度较低,若轧制温度过高易使硫化物熔化造成轧件打滑,轧机咬入轧件比较困难;温度低则容易出现劈头、开裂、缠辊等现象。 因此,制定合适的加热温度是关键工艺之一。根据研究结果,在低于1000℃以下轧制,MnS的相对塑性较大,随基体变形易被拉长,降低切削性能。同时,FeS共析物在低轧制温度下容易形成,从而引起晶界撕裂。在高于1200℃时轧制,MnS的相对塑性较小,随基体变形不易被拉伸,有利于切削性能的提高[5]。综合以上各方面因素,结合生产厂实际情况,制定轧制加热工艺为:钢坯加热温度1050~1230℃,均热温度1160~1220℃ ,开轧温度1000~1100℃。加热时应缓慢升温,在加热炉高温段加热均匀烧透,以使钢坯内外温度一致,避免轧制时钢件内外变形差异大而导致开裂。
(4)尺寸精度控制。产品在交付时有尺寸精度要求,主要是椭圆度和尺寸公差。钢材尺寸按GB/T 702《热轧圆钢和方钢尺寸、外形、重量及允许偏差》第二组尺寸精度控制,尺寸公差一般按正公差交付用户。主要采取以下两项措施:一是提高钢坯加热质量,稳定轧制温度,减少钢坯或钢件内外温差;二是通过调整轧机孔型和使用微张力控制程序来控制轧件料形和各道次红坯尺寸。
2 产品检验分析
2.1 成分控制
对生产出来的WY1215铸坯化学成分进行检验,其化学成分如表2所示。从表2数据看,WY1215铸坯化学成分完全满足标准要求,钢中Si、Al质量分数低,有利于降低SiO2、Al2O3等硬性夹杂物数量,减少刀具磨损,从而提高该钢的切削性能。

表2 WY1215钢化学成分实际控制情况
2.2 铸坯表面质量
含硫易切削钢铸坯容易产生皮下气泡、表面裂纹等表面质量缺陷,本次生产的WY1215连铸坯没有出现皮下气泡、表面裂纹、结疤等问题,表面质量良好。
2.3 钢材机械性能
工业生产WY1215棒材(规格Φ32mm)机械性能情况见表3,从表中数据可看出,WY1215棒材产品机械性能完全满足用户要求。

表3 WY1215棒材机械性能控制情况
2.4 金相组织及夹杂物
从金相检验结果看,WY1215易切削钢的组织为铁素体+珠光体,见图1。经验表明为获得良好的切削性能,珠光体量最多不应超过30%[6]。

图1 WY1215钢金相组织
采用Quanta400扫描电镜对夹杂物形貌及成分进行分析,主要为硫化锰夹杂物,其形状主要为球状、纺锤状,结果见图2。
有关研究表明[3,7],球状、纺锤状硫化物比长条形硫化物提高切削性能更有利,钢中总氧质量分数对硫化物夹杂物有显著影响,控制脱氧条件使钢中形成(Mn、Fe)(S、O)氧硫化物,由于氧的溶入,显著降低了MnS的变形能力,达到控制热加工后呈球形硫化物的目的。
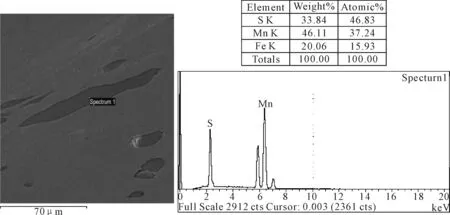
图2 MnS夹杂形貌及能谱分析
3 结论
通过以上工艺设计和现场控制,成功开发了环保型含硫易切削钢WY1215棒材,获得了以下生产经验:
(1)优化精炼渣系控制,稳定炉渣碱度R控制在1.0~2.0,可提高WY1215硫收得率;
(2)为控制好WY1215钢中的MnS夹杂物,锰硫比控制最佳范围在3.0~5.0;
(3)采用合适的轧制温度,可有效避免WY1215轧件打滑,或劈头、开裂、缠辊等现象;
(4)采用该工艺生产的WY1215棒材产品,组织为铁素体+珠光体。
[1] 蒋光辉,古隆建,等.易切削钢现状与发展趋势[J].四川冶金,2006,28(5):10-14.
[2] 王小红,谢兵,等.易切削钢连铸工艺的开发[J].西南石油学院学报,2005,27(6):88.
[3] 罗国华,范植金,等.低碳硫系易切削钢的转炉连铸工艺开发[J].钢铁研究,2012,(增刊1):105-106.
[4] 周平,刘景华,等.国内外易切削钢综述[J].莱钢科技,2004,32(3):63-65.
[5] 高伟.Y40Mn光亮材的研制[J].大连特殊钢,1999,18(1):24-30.
[6] 张帆,范植金,等.影响WY1215切削性能的因素与改善措施[J].钢铁研究,2013,(增刊1):24-30.
[7] 矶部浩一,草野祥昌,等.氧浓度对低碳含硫易切削钢MnS系硫化物生成过程及其切削性能的影响[J].大连特殊钢,1995,5:50-57.