Softwarm发热纤维针织面料的漂白工艺
2014-06-23界璐孟家光刘娴
界璐,孟家光,刘娴
(西安工程大学纺织与材料学院,陕西西安710048)
Softwarm发热纤维针织面料的漂白工艺
界璐,孟家光,刘娴
(西安工程大学纺织与材料学院,陕西西安710048)
为了提高Softwarm发热纤维针织面料的白度和鲜艳度,以Softwarm发热纤维针织面料罗纹半空气层组织为研究对象,探讨其漂白工艺.对影响Softwarm发热纤维针织面料漂白工艺的4个主要因素进行单因素分析,并采用正交试验的方法对Softwarm发热纤维针织面料的漂白工艺进行优化,最后对面料的漂白效果进行评定,得出最佳漂白工艺.结果表明,Softwarm发热纤维针织面料经最优工艺处理可以得到良好的漂白效果,且织物的损伤程度不大,手感柔软.
Softwarm发热纤维;针织面料漂白工艺;单因素分析
0 引言
发热纤维(fever fiber)属医用或保健类纤维.当人体接触到用这种纤维制作的纺织品时就会有微热感,其包括吸湿发热、电能发热、光能发热、相变放热,都是积极产热式保暖材料.日本在吸湿发热纤维方面的研究比较成熟,欧美国家紧随其后,我国在这方面的研究尚属空白,所以加强吸湿发热纤维[1-3]的研究及开发出相应的产品将具有积极效益.为满足市场对于发热保暖针织产品的需求,选用Softwarm发热纤维的混纺纱线进行针织产品的研发.发热、保暖、柔软触感纤维Softwarm是结合特殊人造木浆纤维和东丽公司的超细旦抗起球腈纶的优点于一身,由东丽公司协助开发出的新型触感的功能性纤维.这种纤维本身就能吸收人体皮肤呼吸所产生的湿气,同时还能通过化学反应发热,目前正被大量使用[4-5].
本文使用的Softwarm发热纱线是由60%的Softwarm发热纤维(腈纶基)和40%的粘胶纤维混纺而成,为了使织物具有一定的吸水性,且无油渍,有利于印染过程中染料的吸附、扩散,需要对织物进行漂白处理,以提高织物的白度和鲜艳度.织物漂白过程中的影响因素很多,比如漂白剂的浓度、pH值、温度、时间、稳定剂等,因此工艺的优化很重要,应在保持纤维最低损伤的情况下,使织物达到最佳的白度[6].本文尝试采用氧化漂白方法,选取漂白剂用量、pH值、漂白温度和漂白时间等4个因素作为主要因素进行单因素分析,利用白度和顶破强力指标评价Softwarm发热纤维针织面料的漂白效果,采用四因素三水平的正交实验设计方法,综合分析后得出Softwarm发热纤维针织面料的最佳漂白工艺,为针织保暖产品在市场上的开发奠定基础.
1 实验
在保证最低的纤维损伤和达到较好漂白效果的前提下,选取漂白剂用量、pH值、漂白温度和漂白时间4个因素作为主要因素进行单因素分析,选用白度和顶破强力作为评定漂白效果的指标.
1.1 原料
(1)织物60%的Softwarm发热纤维(腈纶基)和40%的粘胶纤维混纺纱织成的罗纹半空气层组织针织物,该组织织物的平均白度为62.7%,平均顶破强力为358N.
(2)药品过氧化氢、硅酸钠、渗透剂、精炼剂、醋酸、碳酸钠等.
(3)设备YG(B)026D型电子织物强力机、DSBD-1型数字白度仪.
漂白剂的选用:从纤维性能角度来看,Softwarm发热纤维是由60%的Softwarm发热纤维(腈纶基)和40%的粘胶纤维混纺而成,其中粘胶纤维属于纤维素纤维,在通常的生产中采用过氧化氢进行漂白,聚丙烯腈纤维属于合成纤维,其对于常用的氧化性漂白剂稳定性良好.因此就Softwarm发热纤维漂白剂的选择来说,应当首要考虑选取的漂白剂自身的特点,以及其在实际工艺操作过程中的可行性.因此本次实验采取氧化剂漂白的方法,氧化剂选用过氧化氢(30%),即双氧水,化学式为H2O2[7].
1.2 漂白实验
实验的基础条件为:过氧化氢用量25g/L,碳酸钠2g/L,硅酸钠2g/L,渗透剂1g/L,精炼剂1g/L,pH值8,时间60min,温度90℃,浴比1∶10.以下单因素分析中,其他因素不变,只改变其中一个因素.以下实验中将不作重复介绍.
1.2.1 确定过氧化氢用量实验中,选取过氧化氢用量为单因素进行分析,其他条件不变,其值为5~30g/L,过氧化氢用量与白度和顶破强力的关系见表1.

表1 过氧化氢用量与白度和顶破强力的关系
由表1可知,织物白度随过氧化氢用量的增加而增加.当过氧化氢为5g/L时,白度值较高,但考虑到织物在漂白前的白度值为62.7%,漂白后白度为64.9%,其白度变化仅有2.2%,因此其白度提高不是很显著,当过氧化氢为10g/L时,白度提高并不显著,还有下降的趋势;当过氧化氢为15g/L时,白度值随着过氧化氢用量的增加逐渐升高,并且当过氧化氢为30g/L时,白度最高;但当过氧化氢为30g/L时,手感变硬,对织物的损伤较大.故选定过氧化氢的用量为15,20,25g/L.
1.2.2 确定pH值实验选取pH值为单因素进行分析,其他条件不变,其值为3~12,pH值与白度和顶破强力的关系见表2.

表2 pH值与白度和顶破强力的关系
由表2可知,当漂白液的pH值增加,织物的白度随之增加.当pH值大于9时,再增加pH值,织物的白度略有下降.这是因为在漂液碱性较强时,过氧化氢分解较快,对织物损伤较大,尤其在pH值为11时,虽然白度值较大,但织物的强力较低,且手感最差,因此,对Softwarm发热纤维织物进行漂白时,pH值选取7,8,9.

表3 温度与白度和顶破强力的关系
1.2.3 确定漂白温度实验中,选取漂白温度为单因素进行分析,其他条件不变,其值为40℃~90℃,漂白温度与白度和顶破强力的关系见表3.
由表3可知,随着漂白温度的升高,织物的白度随之增加.升高温度能够促使过氧化氢的分解加快,提高对色素的氧化反应速度,缩短漂白时间.但温度超过90℃时,白度提高不大,因此对Softwarm发热纤维织物进行漂白时温度选取为60℃,70℃,80℃.
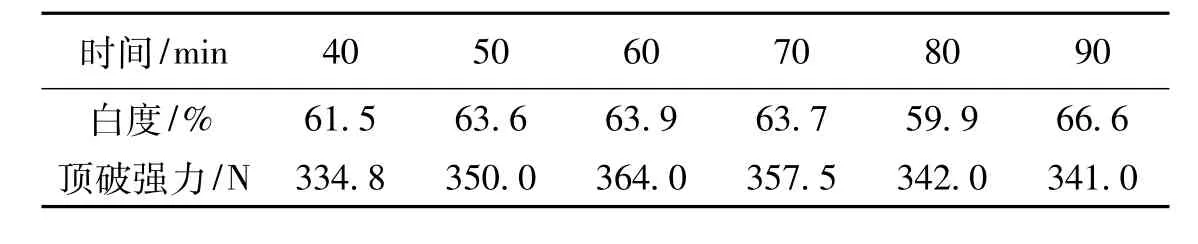
表4 时间与白度和顶破强力的关系
1.2.4 确定漂白时间本实验中,选取漂白时间为单因素进行分析,其他条件不变,其值为40~90min,漂白时间与白度和顶破强力的关系见表4.
由表4可知,时间低于60min时,随着漂白时间的增加织物的白度增加,但如果漂白时间过长,大于70min,织物的白度无明显变化,织物的损伤会加剧,且漂白效率不高.故漂白时间选50min,60min,70min.
2 漂白工艺正交试验设计
2.1 漂白正交试验的设计
现选取过氧化氢用量、pH值、漂白温度和漂白时间等4个主要因素作为正交试验设计的因素,并针对每个因素选取3个水平来进行正交试验设计[8-9],见表5.
2.2 漂白正交试验设计的结果与分析
通过以上对Softwarm发热纤维针织面料漂白过程的4个主要因素的单因素分析,采用四因素三水平的正交试验,参照L9(34)正交试验表,以白度和顶破强力作为评定指标,实验结果见表6.
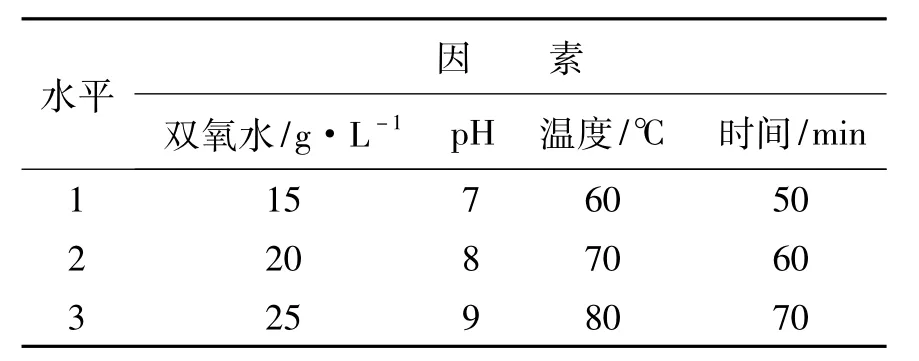
表5 漂白工艺正交试验设计

表6 漂白正交试验设计的结果和分析
由表6可以确定Softwarm发热纤维针织面料优化的漂白工艺为:双氧水25g/L,碳酸钠2g/L,硅酸钠2g/L,渗透剂1g/L,精炼剂1g/L,pH值8,温度70℃,时间70min,浴比1∶10.
3 漂白效果的评定
本实验对用最优工艺处理后的Softwarm发热纤维针织面料的漂白效果采用织物白度和顶破强力进行评定.评定结果见表7.
从表7可以看出,经最优的工艺参数处理过的织物白度明显提高;织物的顶破强力有所下降但控制在较好的范围内,这说明在漂白剂、还原剂、高温、酸、碱的相互作用下,织物受到了一定程度的损伤,在加工中一定要控制好工艺条件;织物手感柔软,基本没有变化,说明经漂白后织物柔软、贴身的服用性能没有降低.可以得出,氧化漂白的最优工艺达到了满意的效果.
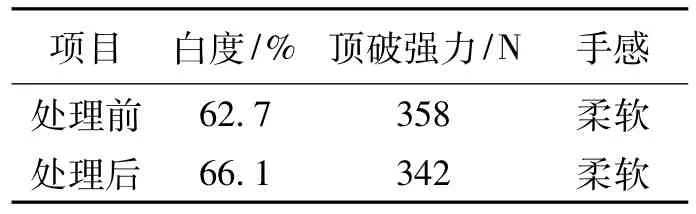
表7 漂白前后织物白度和顶破强力比较
4 结论
本文通过对Softwarm发热纤维针织面料的漂白工艺进行深入的研究和探讨,得出Softwarm发热纤维针织面料的漂白过程的优化工艺:双氧水25g/L,碳酸钠2g/L,硅酸钠2g/L,渗透剂1g/L,精炼剂1g/L,pH值8,温度70℃,时间70min,浴比1∶10.漂白的测试结果表明,Softwarm发热纤维针织面料经最优工艺处理可以得到良好的漂白效果,织物的损伤程度不大,手感柔软,有利于后序染色工艺的进行,且对织物服用性能的影响不大,Softwarm发热纤维针织物柔软、贴身的服用性能并没有降低.
[1]胡海波,齐鲁.吸湿发热纤维的开发与应用[J].合成纤维,2010(3):13-16.
[2]雷宝玉.发热纤维保暖面料的开发[J].针织工业,2011(3):1-3.
[3]李玲,孟家光.保暖纤维和发热纤维的开发与应用[C].第十六届全国花式纱线及其织物技术进步研讨会论文集,江苏省,2010:12-17.
[4]沈雷,汪洋.我国针织服装行业发展的创新策略[J].针织工业,2012(10):56-58.
[5]陈宝林,裘愉发.新型功能纤维和应用[J].江苏丝绸,2008(4):28-32.
[6]丁晓芬.漂白手册[M].北京:中国纺织出版社,2005,11:15-17.
[7]M Farid,M Khudhair,ALI K Razack.A review on phase change energy storage:Materials and applications[J].Energy Conversion and Management,2004,45(9-10):1597-1615.
[8]王乃坤,江树华,曲志程.正交试验设计方法在试验设计中的应用[J].黑龙江交通科技,2003(8):89-90.
[9]王海滨.方差分析在正交试验误差估计中的应用[J].数学学习与研究,2010(23):81-82.
Study on the bleaching process of Softwarm fiber knitted fabrics
JIE Lu,MENG Jia-guang,LIU Xian
(School of Textile and Materials,Xi'an Polytechnic University,Xi'an 710048,China)
In order to improve the whiteness and brightness of Softwarm fiber knitted fabric,taking half-milano rib stitch of knitted fabric as the research object,the dyeing process of Softwarm fiber knitted fabric is studied.Then using the single factor analysis method to analyze the four main factors that affect the bleaching process of Softwarm fiber knitted fabric by using the orthogonal experiments to optimize the bleaching process,and the bleaching results were evaluated.Finally the best bleaching process of Softwarm fiber knitted fabric is obtained.The results show that after the optimal treatment process,Softwarm fiber knitted fabric can get good bleaching effect and little damage of the fabric,and it is also soft.
Softwarm fiber;knitted fabric;bleaching process;single factor analysis
TS 182.5
A
1674-649X(2014)01-0021-04
编辑:武晖;校对:师琅
2013-10-08
陕西省13115重大科技专项基金资助项目(2008ZDKG-27)
孟家光(1964-),男,四川省峨眉山市人,西安工程大学教授,博士.E-mail:mengjiaguang@126.com
