西藏甲玛铜铅锌银钼多金属矿选矿试验研究
2014-06-11刘璇遥张晓敏王刚宋龑西藏华泰龙矿业开发有限公司西藏拉萨850200
刘璇遥 张晓敏 王刚 宋龑(西藏华泰龙矿业开发有限公司 西藏 拉萨 850200)
前言
原矿样中铅、锌等有价元素入选品位偏低,直接影响到铅、锌选矿回收率的有效提高;铜、钼、铅、锌、银等有价元素的综合回收利用是开发该矿产资源的重点所在,合理定位产品结构,提高铜精矿、铅精矿、铅锌混合精矿产品质量及铜精矿、铅精矿负含的有效控制是影响产出效益的重要因素,亦将直接影响到选矿经济效益的提高。
一、原矿性质
1.矿石化学多元素分析
对7个原矿样进行了化学多元素分析。结果表明,各样品之间原矿品位差别较大,其可选性也存在较大差异。原矿化学多元素分析结果见表1。

表1 原矿化学多元素分析结果/%
2.矿石物质组成
矿石物质组分复杂,按矿物学分类,矿床有硫化物、氧化物、碲化物、单质矿物及硅酸盐矿物、硫酸盐矿物、碳酸盐矿物等数十种。其中金属矿物主要有:黄铜矿、斑铜矿、方铅矿、闪锌矿、辉钼矿、黄铁矿,其次有:辉铜矿、黝铜矿、自然金、自然银、辉砷钴矿、硫钴矿、硫砷铜矿、铜蓝、孔雀石、赤铁矿、金红石、铅矾等;非金属矿物主要有:石榴子石、透辉石、钙质斜长石、硅灰石等。
二、选矿试验研究
1.A样选矿试验研究
(1)铜钼混浮磨矿细度浮选试验
在药剂制度完全相同的条件下,仅仅改变磨矿细度条件,依据目的矿物的上浮情况确定较优的磨矿细度条件。结果表明,A样磨矿细度-0.074mm占79.81%时,铜钼浮选效果较好。
(2)铜钼混浮粗选捕收剂种类试验
对A样进行铜捕收剂种类试验研究和钼捕收剂种类试验研究。铜捕收剂种类有:1-乙黄药+丁铵+Z-200、2-丁黄药+丁铵、3-丁黄药+丁铵+Z-200、4-戊黄药+丁铵+Z-200;钼捕收剂种类有:5-煤油、6-柴油、7-煤油+柴油。结果表明,丁黄药、丁铵黑药、Z-200混用对铜的捕收效果较好;煤油对钼的捕收效果较好。
(3)铜钼分离硫化钠用量试验
在活性炭用量300g/t、煤油用量30g/t的条件下对铜钼混合精矿进行铜钼分离硫化钠用量试验研究。结果表明,随着硫化钠用量的增加钼的品位升高,钼精矿中含铜降低,但铜精矿中含钼升高,因此需将硫化钠用量控制在合理范围内。
(4)全流程闭路试验
综合上述条件试验结果,确定铜山铜钼铜钼全流程闭路试验流程为铜钼混浮,经一粗三精二扫得到铜钼混合精矿和最终尾矿,铜钼混合精矿直接进行铜钼分离,经一粗五精二扫得到钼精矿和铜精矿两个产品。全流程闭路试验结果见表2。
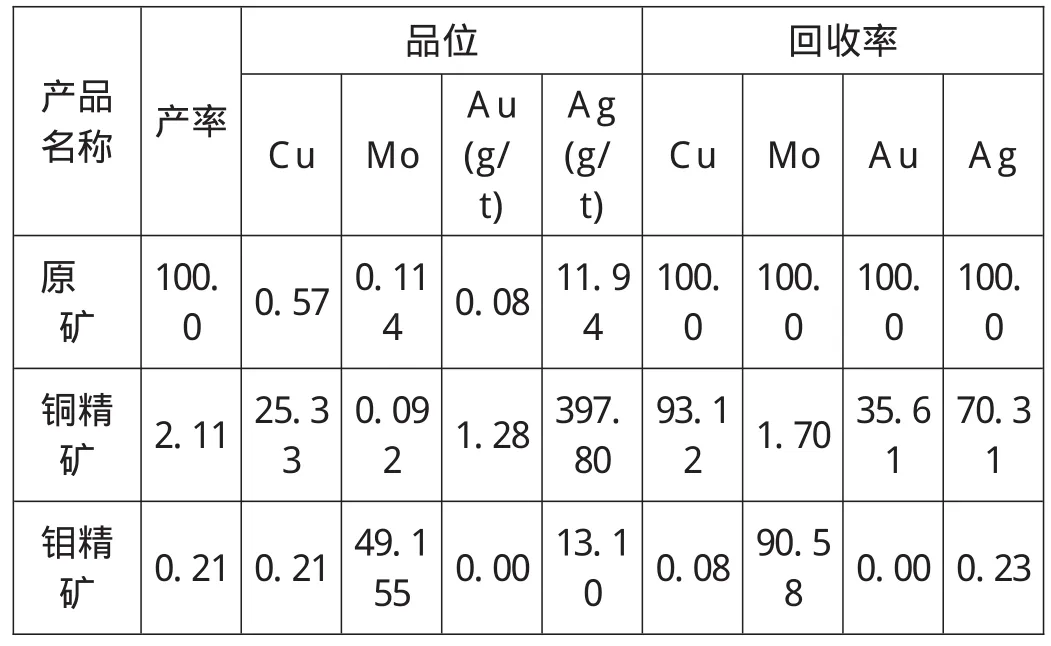
表2 铜钼混浮-铜钼混精分离全流程闭路试验结果/%

尾矿97.629.4680.040.0090.053.606.807.7164.39
2.B样和C样铜优先浮选试验研究
(1)磨矿细度试验
在药剂制度完全相同的条件下,仅仅改变磨矿细度条件,依据目的矿物的上浮情况确定较优的磨矿细度条件。试验结果表明,B样和C样均表现出随磨矿细度增大,铜、铅、锌回收率升高、品位降低,综合考虑,试验选定B样磨矿细度-0.074m占78.93%,C样试验选定磨矿细度-0.074mm占79.57%。.
(2)工艺条件对比试验
在参考大量铜铅浮选及其分离[1-5]研究的基础上对B样进行工艺条件对比。主要的工艺流程有:1-铜铅混浮再浮铜抑铅、2-铜铅混浮再浮铅抑铜、3-优先浮铜工艺流程。对比试验验,结果表明,B样采用“优先浮铜”比“铜铅混浮再铜铅分离”有着突出的优越性,可以获得合格的铜精矿产品。
(3)捕收剂种类试验
对B样的捕收剂种类有:1-丁黄药+Z-200、2-丁黄药+酯-105、3-丁黄药+丁铵黑药+Z-200、4-丁黄药+丁铵黑药+酯-105、5-乙黄药+丁铵黑药+Z-200、6-乙黄药+丁铵黑药+酯-105。结果表明,乙黄药、丁铵黑药、Z-200混用对铜有很好的捕收效果,且由于乙黄药的捕收能力较弱,可以降低铜精矿中铅锌负含。
(4)捕收剂用量试验
在原矿磨矿细度为-0.074mm占78.93%、ZnSO4用量800g/t、Na2SO3用量300g/t、重铬酸钠用量800g/t、2#用量5g/t的条件下进行B样铜优先浮选捕收剂用量试验。结果表明,随着浮选捕收剂用量的改变,铜粗精矿品位、回收率及负含铅、锌品位都有明显变化,为了有效降低铜粗精矿中含铅,优先浮铜粗选+扫选作业捕收剂用量分别选定为乙基黄药:15+7、丁铵黑药40+20、Z-20025+15克/吨;能强化铜的回收,有效控制铜粗精矿中含铅锌。
(5)C样应用优先浮铜工艺试验
结合矿山生产实际,整个矿区探明原矿含锌偏低,因此C样验证优先浮铜工艺很有必要。验证结果见表3。结果表明,C样采用优先浮铜工艺,也能取得较好的效果,这样为生产工艺流程的综合统一打下了良好的基础。
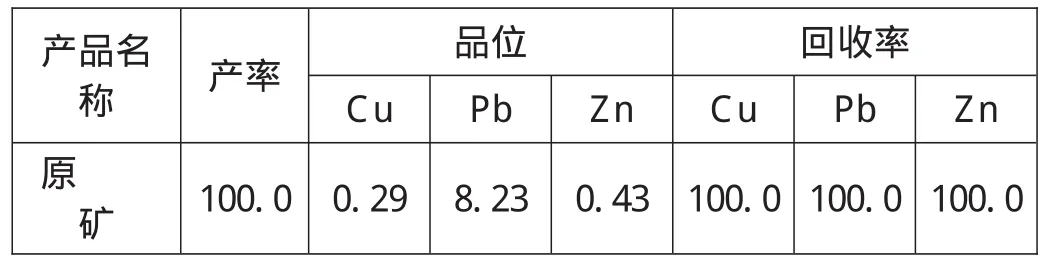
表3 C样优先浮铜工艺验证结果/%

铜精矿0.5426.337.352.260.482.731.9111.128.9223.4713.016.841.760.610.66铜精中三铜精中二铜精中一铜扫中一铜扫中1.031.927.553.686.340.829.590.134.317.396.920.580.432.450.151.272.065.84二尾矿0.321.370.470.9749.191.030.0583.5274.248.542.850.3814.4586.680.102.46
3.B样、C样优先浮铜尾矿混浮铅锌试验
(1)铅锌混浮捕收剂用量试验
选用乙硫氮作铅矿的捕收剂,选用丁基黄药作为锌矿物捕收剂,对B样在石灰用量4000g/t、硫酸铜用量300g/t、2#油用量10g/t的条件下;对C样在石灰用量5000g/t、硫酸铜用量300g/t、2#油用量10g/t的条件下进行铅锌混浮捕收剂用量试验。对B样捕收剂用量方案有:1-丁黄药60+乙硫氮80、2-丁黄药120+乙硫氮150、3-丁黄药150+乙硫氮200;对C样捕收剂用量方案有:1-丁黄药90+乙硫氮160、2-丁黄药120+乙硫氮220、3-丁黄药150+乙硫氮300。
(2)铅锌混浮硫酸铜用量及石灰用量试验
随着石灰和硫酸铜用量的改变,铅锌混浮粗精矿品位和作业回收率都有一定变化;乙硫氮作为铅矿物的捕收剂,B样铅锌混浮粗选石灰用量选定为3000g/t,硫酸铜混粗定为300g/t;C样铅锌混浮粗选石灰用量选定为4000g/t,硫酸铜混粗用量选定为300g/t。
4.B样、C样浮选流程闭路试验

表4 B样、C样浮选流程闭路试验结果/%
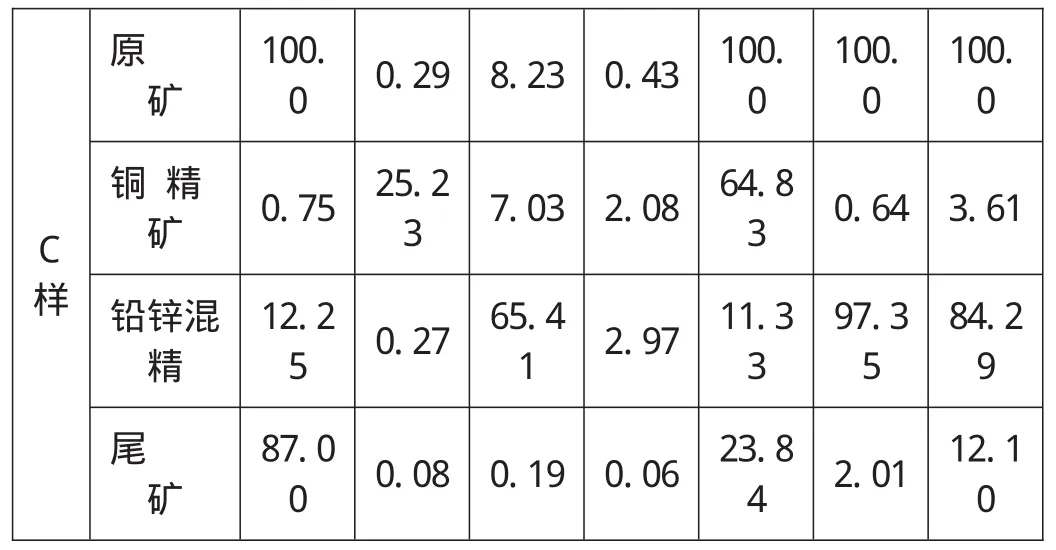
100.0100.00.298.230.75原矿 铜2.08精矿25.230.643.6165.4112.2587.007.03铅锌混100.064.8311.3323.84 C样精 尾矿0.2797.352.970.430.080.062.0184.2912.10100.00.19
4.从表4中数据可以看出,如果原矿铅锌含量比例变化,浮选所得的铅锌混合精矿产品达不到市场要求,为了寻求选矿经济效益最大化,浮选得到的铅锌混合精矿必须继续分离;分出铅精矿产品.
5.浮选铅锌混合精矿应用重选工艺的再分离试验探索 从表4铅锌混合精矿可知,B样所得铅锌精矿必须再分离,C样如果原矿品位改变,原矿铅降低,原矿锌上升,其铅锌混结构也会趋近于B样产品,因此铅锌混合精矿的分离以B样产品为代表展开,试验结果见表5。
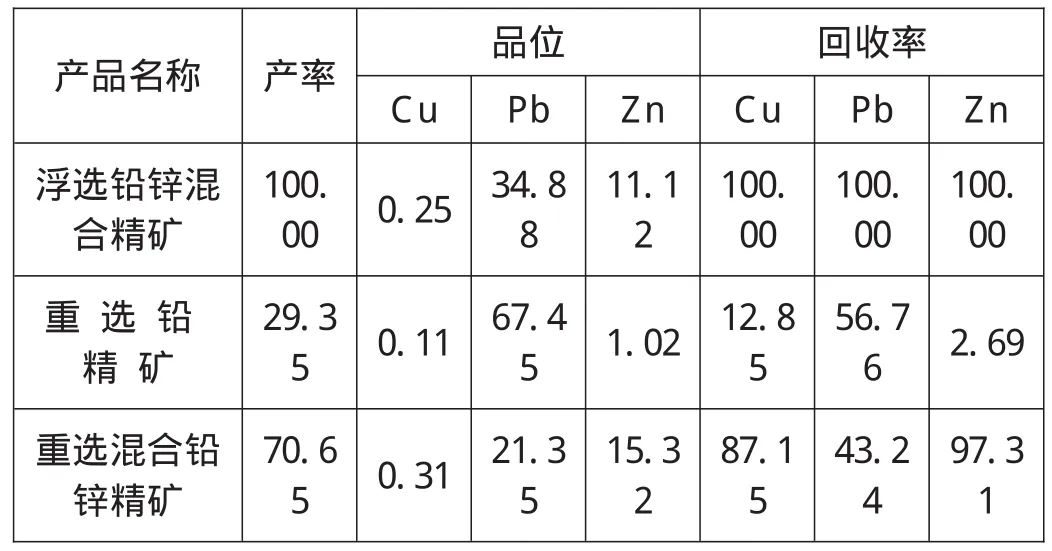
表5 浮选铅锌混合精矿重选再分离探索试验/%
从表5试验结果可知,通过重选可获得一个合格的铅精矿产品,重选得到的铅锌混合精矿,市场前景更看好。综上所述通过浮-重联合流程,处理铜铅锌原矿可得到铜精矿、铅精矿、铅锌混合精矿三个产品。
结语
1.原矿物质组成复杂,各采点之间原矿可选性不尽相同。铜铅锌原矿石中锌品位严重偏低,建议采用优先浮铜,产出铜精矿;浮铜尾矿铅锌混浮,混浮所得铅锌混合精矿再重选分离,得到铅精矿和铅锌混合精矿。换言之,采用浮-重联合流程,产品结构趋于合理,产品市场前景更好。
2.对铜山铜钼矿采用铜钼混浮-铜钼混精再磨后分离流程工艺,小型闭路试验获得的指标为:铜精矿品位25.33%、回收率93.12%,钼精矿品位49.15%、回收率90.58%,铜精矿含银,银品位413.50g/t、回收率77.88%。对铜山铜铅锌采用优先浮铜-铅锌混浮-铅锌混精重选分离工艺流程,小型闭路试验获得的指标为:铜精矿铜品位24.77%、回收率95.04%,铅精矿铅品位67.45%、回收率48.90%,铅锌混合精矿铅品位21.35%、铅回收率37.11%、锌品位15.32%、锌回收率76.25%。对铅山铜铅锌采用优先浮铜-铅锌混浮工艺流程,小型闭路试验获得的指标为:铜精矿铜品位25.23%、回收率64.83%,铅锌精矿铅品位65.41%、铅回收率97.35%、锌品位2.97%、锌回收率84.29%。
[1]江庆梅,戴子林,陈志强,冯其明.复杂铜铅锌硫化矿试验研究[J].矿冶工程,2008,28(6):33-36.
[2]艾光华,周源.细粒嵌布铜铅锌矿石的浮选新工艺试验研究[J].金属矿山,2004,(10):36-38.
[3]叶从新,李碧平,薛峰,罗新民.华南某铜铅锌矿浮选工艺研究[J].有色金属:(选矿部分),2010,(1):9-14.