固定床渣油加氢处理催化剂发展现状
2014-06-10夏恩冬董春明王福宝于春梅
夏恩冬,吕 倩,董春明,王福宝,于春梅
(1.中国石油大庆化工研究中心;2.大庆石化公司化工二厂:黑龙江 大庆 163714)
渣油加氢技术最初用于生产低硫燃料油,随着重质燃料油需求的减少,轻质油品需求的增加,渣油加氢装置的功能逐步由生产燃料油转向为催化裂化装置提供优质原料[1]。
固定床渣油加氢处理技术因反应器结构简单、投资费用相对较低、能够处理大多数渣油而被广泛应用。渣油加氢处理过程中存在多种类型的反应,目前还很难通过1种或1类催化剂来完成整个催化过程,必须将不同种类的催化剂组合使用。渣油加氢处理催化剂体系主要由保护剂、脱金属剂、脱硫剂及脱残炭(脱氮)剂等几类催化剂通过合理的级配组合而成,可以适应不同的原料状况和产品要求[2-4]。
1 国外固定床渣油加氢处理催化剂
国外相关机构研究开发的渣油加氢处理催化剂主要包括:美国先进炼制技术公司(ART公司)的ICR系列催化剂;美国标准催化剂公司(Criterion催化剂公司)的RM/RN系列催化剂;丹麦托普索公司(Haldor Topsøe公司)的TK系列催化剂;美国雅宝公司(Albemarl公司)的KG/KFR系列催化剂;法国阿克森公司(Axens公司)的HMC/HT/HF系列催化剂。
1.1 ICR系列催化剂
ART公司生产的ICR系列固定床渣油加氢处理催化剂如表1所示。该系列催化剂的特点如下:1)催化剂载体孔分布和酸分布集中;2)主催化剂的颗粒较小,可减小反应物的扩散阻力,提高反应活性;3)保护剂空隙较小,在处理高金属含量渣油时,床层压差增速较快。

表1 ART公司生产的ICR系列催化剂
ART公司生产的固定床渣油加氢处理催化剂品种较多,可根据原料性质确定各类催化剂的装填比例,以达到最佳的渣油处理效果。ICR161是该公司生产的新一代加氢脱金属催化剂,孔隙率高,脱金属活性和容金属能力均明显提高,可有效地将沥青质和其他生焦物质进行裂化;ICR181和ICR186是专用于加工高金属原料油的高活性加氢脱硫催化剂,与上一代催化剂相比,在保持高脱硫和脱残炭活性的同时,容金属能力也得到提高;ICR171是新一代渣油加氢脱残炭催化剂,与加氢脱金属和加氢脱金属-脱硫双功能新催化剂组合使用时,可使芳烃有效地转化为环烷烃和石蜡烃,再通过催化裂化可多产汽油和柴油。
1.2 RM/RN系列催化剂
Criterion催化剂公司是全球最大的加氢催化剂生产供应商,其生产的渣油加氢处理催化剂主要为RM/RN系列,该系列催化剂组合较简单,并注重催化剂的孔分布,催化剂单位装填体积的孔容和比表面积较大,由于没有专门的脱残炭催化剂,故难以处理残炭较高的渣油[5]。该公司已经开发出5代渣油加氢处理催化剂,具体情况见表2。

表2 RM/RN系列催化剂
RM-5030是Criterion催化剂公司开发的新一代渣油加氢脱金属催化剂,该脱金属催化剂具有大孔及微孔结构,孔体积高达1.04 cm3/g,可以在容纳更多金属的同时,保持较高的脱钒活性及稳定性,其金属容量可达100%以上。
RN-5210是新一代渣油加氢过渡类型催化剂,该催化剂具有一定的加氢脱硫及脱氮活性,并可将经HDM催化剂处理后的渣油中仍存在的部分金属脱除,在钒含量相同的情况下,其脱硫率增加15%,适合装填在反应器的中后部或第三反应器。
RN-5650是新一代渣油加氢脱硫催化剂,该催化剂在高温及低氢分压下仍具有较高的加氢反应活性。与第1代催化剂RN-450和第2代催化剂RN-650相比,RN-5650的稳定性更好。
考虑到一些炼厂要求在保证较高杂质脱除率的同时,还要达到一定的渣油转化率,Criterion催化剂公司设计了稳定性极佳的NiMo/Al2O3裂化剂。RN-880是该公司设计的最新一代具有裂化性能的渣油加氢催化剂,该催化剂主要用于Shell公司提供的HYCON渣油加氢转化技术中,塔底油的转化率(质量分数)达到65%。
1.3 TK系列催化剂
Haldor Topsøe公司是全球领先的多相催化剂供应商和技术供应商,其研制开发的渣油加氢处理催化剂如表3所示。

表3 Haldor Topsøe公司渣油加氢处理催化剂
TK-719是Haldor Topsøe公司用于固定床渣油加氢处理的第2代高孔隙率脱金属剂,该催化剂脱金属和脱沥青质性能强,还可降低渣油原料中的残炭含量。通常大粒径催化剂具有较低的HDM和容金属能力,但是TK-719具有独特的孔道系统,在保证具有较高的HDM性能的前提下,仍能提供较强的容金属能力。
TK-733和TK-743是装填在TK-719之后的脱金属剂,除具有脱金属、脱沥青质和脱残炭性能外,还有中等的HDS性能,其特殊的孔分布和大孔容可以确保在容纳更多金属的同时保持一定的活性。
TK-753是新一代过渡催化剂,可装填在脱金属剂与脱硫剂之间,具有较好的HDS活性及HDM选择性,其孔分布和孔容积非常适合脱除渣油中的镍和钒。
TK-773是脱硫系统中的末段催化剂,具有HDS,HDN和HDCCR活性高、金属选择性低的特点。
第2代TK系列催化剂已成功应用于工业生产,包括催化裂化装置原料(减压馏分油/渣油调合料)的预处理和重油催化裂化渣油的预处理。
1.4 KG/KFR系列催化剂
Albemarle公司的KG/KFR系列渣油加氢处理催化剂已成功应用于30多套固定床渣油加氢处理装置,该系列催化剂的具体牌号及功能见表4。
KG-1、KG-3和KG-5催化剂是加氢处理过程中除垢和捕铁的保护催化剂。KG-1具有独特的大孔结构,可使微米级的粒子通过或富集,并使有机铁配合物在催化剂颗粒(直径>100 μm的颗粒)内进行催化分解。在渣油加氢处理过程中除铁是最基本的要求,因为铁不仅会使催化剂床层的压降上升,而且会导致物流分布不均匀;KG-3和KG-5用于在孔内吸附有机铁和结垢颗粒,有助于防止压降上升及物流分布不均。
KFR 22和KFR 23是Albemarle公司研制的新一代HDM催化剂,主要用于高压装置加工减压渣油。该催化剂孔径大,可增加大分子(如沥青质)的分散及转化,提高催化剂抗孔堵性能,其特有的双峰孔结构具有很高的加氢脱金属活性及容金属能力,并增强了沥青质裂化活性,即使在镍、钒沉积很严重的情况下,大孔也可以使大分子通过,提高了催化剂的稳定性。
KFR 72是新一代高活性脱硫催化剂,具有较高的 HDS,HDN 及加氢转化活性[6]。

表4 Albemarle公司的KG/KFR系列催化剂
1.5 HMC/HT/HF系列催化剂
Axens公司研制的HMC/HT/HF系列渣油加氢催化剂如表5所示。HF 454是Axens公司最新一代的加氢脱金属催化剂,该剂在常/减压渣油加氢脱硫装置中起保护主催化剂的作用,较典型的催化剂组合是HMC 868/HF 402/HF 858/HM 848,经该催化剂体系处理后的渣油产品,可以最大限度地脱除金属及沥青质,获得最低硫、氮及残炭含量的渣油产品。
HT 404加氢精制催化剂既可用于渣油加氢处理,又可用于脱沥青油(DAO)、减压重蜡油(HVGO)和焦化重蜡油(HCGO)的深度加氢精制,特殊的载体结构(多叶形)使其具备一定的容金属能力和较高的HDS活性。
为使渣油加氢产品的性质更适合后续RFCC装置,可以采用 HF 858/HMC 868/HM 848/HT 438组合催化剂体系,在较缓和的工艺条件下进行加氢处理。

表5 Axens公司的HMC/HT/HF系列催化剂
2 国内固定床渣油加氢处理催化剂
国内从事渣油加氢处理催化剂研发的机构主要包括中国石油化工股份有限公司抚顺石油化工研究院(FRIPP)和中国石油化工股份有限公司石油化工科学研究院(RIPP)。
2.1 FZC系列催化剂
FRIPP开发了 FZC-XX系列减压渣油和FZC-XXX系列常压渣油加氢处理催化剂,具体情况见表6和表7。FZC-XX系列和FZC-XXX系列催化剂分别于1986年和1995年开始研发,现已成功开发出4大类40多个牌号的渣油加氢处理催化剂,并先后在齐鲁石化、大连西太平洋石化等公司的渣油加氢处理装置上进行了成功应用,技术达到国内领先水平。

表6 FRIPP的FZC-XX系列催化剂
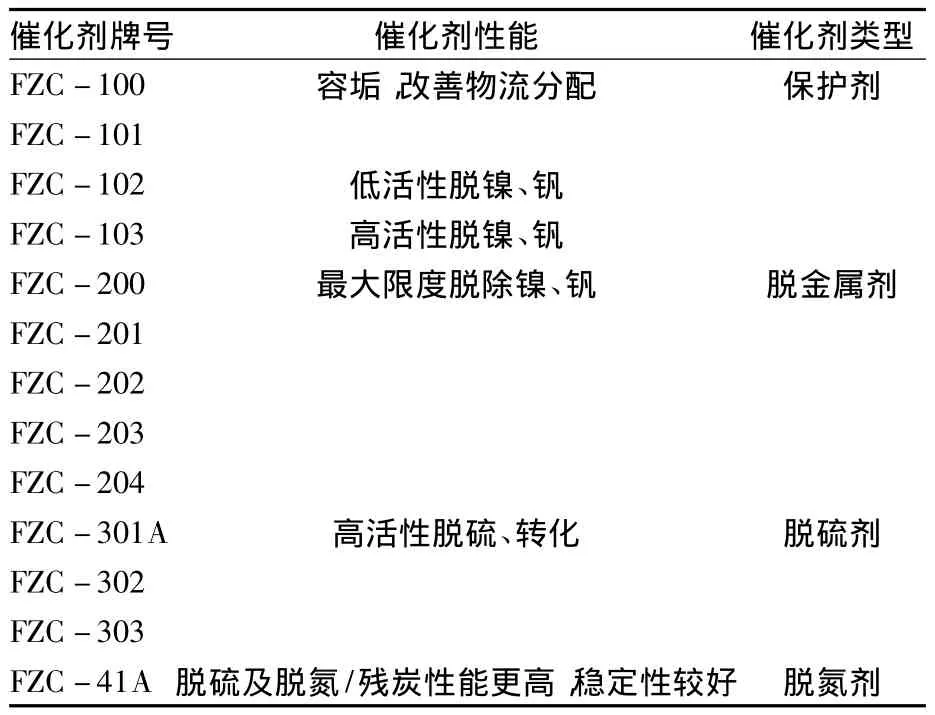
表7 FRIPP的FZC-XXX系列催化剂
2.2 RHT系列催化剂
RIPP于2001年成功开发了具有自主知识产权的固定床和上流式微膨胀床(UFR)渣油加氢处理催化剂,具体情况见表 8[7-8]。RIPP开发的RHT系列渣油加氢处理专用催化剂选用合适的载体及金属组分,主剂均采用自行研制的独特蝶形或异型,尺寸合理,具有较高的渣油加氢活性、机械强度及床层空隙率,使用性能优良。单剂活性及组合功能均优于国外同类剂,各剂之间具有合理的活性级配和粒度级配,可保证工业装置长周期稳定运转;整体催化剂具有较低的装填堆比,可节约炼厂生产成本;催化剂制备工艺简单,成本低,无特殊环保要求,工业生产容易实施;催化剂级配装填技术可根据工业实际情况进行合理调配,以达到最佳应用效果。
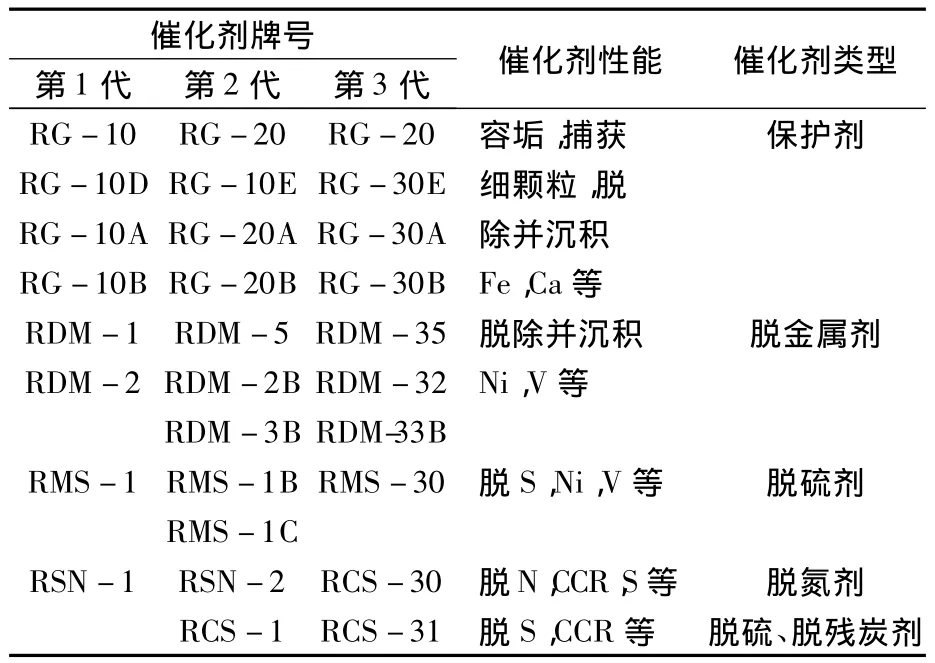
表8 RIPP的RHT系列催化剂
RIPP开发的RHT系列催化剂先后在齐鲁石化、海南炼化、茂名石化、长岭石化、金山石化和中国台湾中油公司大林炼油厂等公司的渣油加氢处理装置上进行了工业应用。
3 结语
固定床渣油加氢催化剂选用的载体以γ-Al2O3为主,活性金属选自ⅥB和Ⅷ族,与其他馏分油加氢精制催化剂基本一致,只是种类较多。保护剂以拦截污垢为主,促进物流均匀分配,限制固体废渣进入脱金属剂床层;脱金属剂具有大孔容、高比表面积和较低的活性金属上载量,金属杂质被逐级脱除,均匀沉积在催化剂床层,延缓床层压降升高,保护后续主剂;过渡/脱硫剂以脱硫为主,兼具一定的容金属能力;脱残炭剂以脱残炭为主,具有较大的孔容、比表面积以及适当的酸性,具有一定的抗积炭性能。
固定床渣油加氢处理技术仍是渣油加氢的主要工业应用技术,渣油加氢催化剂是该技术的核心,为了适应渣油原料质量越来越差的变化趋势,可以在新型载体材料(如活性炭)的开发方面多做研究,进一步改善催化剂的性能。
[1]李春年.渣油加工工艺[M].北京:中国石化出版社,2002:370-371.
[2]张士瑞,薛敦松.常规炼油工艺的技术进步[J].石油规划设计,2003,14(3):6-9.
[3]曹湘洪.我国蜡油及渣油加工应大力发展加氢型装置[J].石油炼制与化工,2004,6(35):1-12.
[4]方向晨.国内外渣油加氢处理技术发展现状及分析[J].化工进展,2011,30(1):95-104.
[5]王雷.渣油加氢催化剂的研究和应用[J].辽宁化工,2005,2(34):71-77.
[6]袁大辉,袁利剑,李淑杰,等.Akzo Nobel催化剂公司新型渣油加氢催化剂[J].石化技术,2006,13(2):45 -47.
[7]杨清河,胡大为,戴立顺,等.RIPP新一代高效渣油加氢处理RHT系列催化剂的开发及工业应用[J].石油学报:石油加工,2011,27(2):162 -167.
[8]胡大为,杨清河,戴立顺,等.第三代渣油加氢RHT系列催化剂的开发及应用[J].石油炼制与化工,2013,44(1):12-15.
