柴油机喷油泵油孔的车床夹具设计
2014-06-06钟奇王道林
钟奇,王道林
(南京工业职业技术学院机械工程系,江苏南京 210046)
随着汽车工业的快速发展,汽车柴油机的需求日益增加。人们常常形容发动机是汽车的心脏,而喷油系统则是柴油机的心脏。喷油泵作为柴油机喷油系统的重要组成部分,其机械加工产品质量、装配调整和使用维修对柴油机的动力性能、油耗、排放和使用寿命起着决定性的作用[1]。
目前,喷油泵零件油孔大多采用钻床加工,因喷油泵零件外形结构的特殊性,增加了钻床夹具设计的难度,延长了生产准备周期;同时,现有的喷油泵零件钻床夹具操作复杂,劳动强度大,生产效率低[2]。为克服现有技术存在的问题,设计了一种喷油泵油孔加工用角铁式车床夹具,该夹具不仅结构紧凑、操作简单、方便可靠,而且降低了工人的劳动强度,提高了生产效率,生产中具有很强的实用性。
1 喷油泵零件工艺分析
喷油泵零件具有外形结构复杂的特点,所需加工的油孔不仅与零件内孔有尺寸精度要求,与零件台阶面也有尺寸精度要求,而且有垂直度的位置精度要求,同时距离很近。喷油泵零件如图1所示。因该零件外形结构复杂,故选用HT200材料的铸造毛坯。在油孔加工之前,零件其他加工表面均已加工完成。
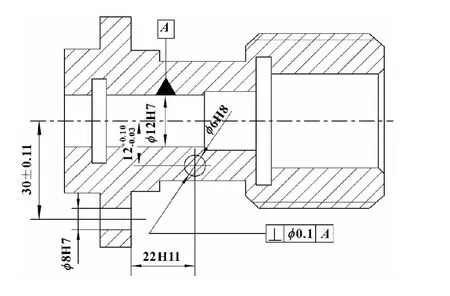
图1 喷油泵零件图
2 夹具的结构设计及其工作原理
2.1 结构设计
分析喷油泵零件图可知,该零件的油孔需要分别保证与台阶面、零件内孔的距离尺寸及精度要求,同时还需保证与零件内孔的垂直度精度的技术要求。为此,在夹具设计时,以台阶面、台阶面上φ8H7孔和φ12H7孔分别采用支承钉、菱形销和定位轴等定位元件实现工件的一面两孔定位,满足基准重合原则,保证零件的加工质量。
喷油泵零件壁厚较薄且不均匀,故而采用轴向夹紧方式,消除由于径向夹紧导致工件变形所产生的误差[3]。为便于工件在夹具中的装卸,采用活块机构夹紧工件。
喷油泵油孔加工用车床夹具结构,如图2所示。该夹具由定位装置、夹紧装置 (包括夹紧元件和夹紧机构等)、夹具体、标准件四部分组成。其中定位元件 (定位轴)可根据喷油泵零件圆柱形内孔尺寸大小的不同选择更换,从而有效地减少夹具的设计制造成本和生产准备周期。
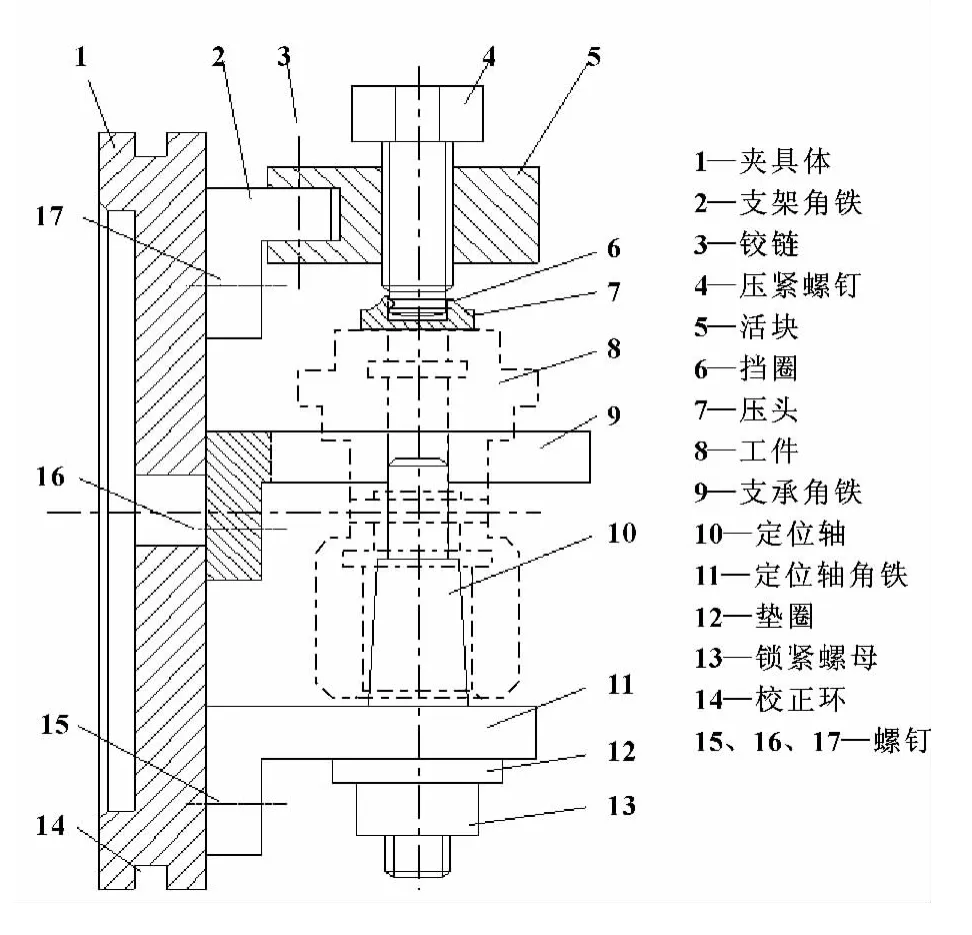
图2 喷油泵油孔车床夹具总装图
该夹具由夹具体与机床连接,使用机床可视具体情况而定。用止口定位的夹具体通过过渡盘安装在车床主轴上;在夹具体上由上而下依次设有支架角铁、支承角铁和定位轴角铁,角铁与夹具体均采用螺钉连接,在支架角铁上设有压紧螺钉和活块,压紧螺钉的下端穿过活块后与压头连接,活块铰接在支架角铁上;在支承角铁上设有工件定位用的菱形销和支承钉;在定位轴角铁上设有长槽,便于调整安装在此的定位轴位置,保证工件油孔轴线与机床主轴的轴线一致,从而满足油孔的位置精度要求。压头与压紧螺钉采用挡圈连接,可保证压头夹紧工件时只向下压紧工件,不随压紧螺钉的旋转而旋转;同时,当工件的压紧面不平整时,仍能保证压头对工件的有效夹紧。
2.2 夹具工作原理
该夹具的工作原理是:首先根据所需加工的喷油泵零件圆柱形内孔的径向基本尺寸,设计加工定位轴。然后根据工件台阶面上圆孔的尺寸,设计加工菱形销,并以工件的圆柱形内孔、台阶面及台阶面上的圆孔在定位轴、支承钉和菱形销上完成定位。扳动活块,使活块绕铰链旋转到工件的夹紧位置,拧紧压紧螺钉,使压头向下压紧工件。当工件油孔的加工完成后,旋松压紧螺钉,使工件松开,扳回活块,即可实现工件的自由装卸。
3 夹具可行性分析
3.1 定位误差
定位误差包含基准不重合误差和基准位移误差。此例中,因定位基准与工序基准重合,则基准不重合误差为 0[4]。
就尺寸12+0.10-0.03而言:工件采用一面两孔定位方式,其中φ12H7(+0.0180)孔中使用定位轴,定位轴的定位部分尺寸为φ12g6(-0.006-0.017),则基准位移误差ΔY为:

故其定位误差为0.035 mm。
3.2 夹具安装误差
在此例中,夹具体连同定位元件通过过渡盘安装到机床主轴上,通过夹具体上设置的校正环,可对定位轴的位置进行调整,保证工件油孔轴线与机床主轴的轴线一致,保证位置误差小于0.015 mm,从而达到尺寸精度要求,故而夹具的安装误差最大0.015 mm。
3.3 加工方法误差
在此例中,影响工件尺寸误差的因素 (除夹具因素外)主要是车床的主轴径向跳动[5]。如现场实测某车床主轴的径向跳动为0.04 mm,则加工方法误差为0.04 mm。

由此可见,工件在该车床夹具上装夹加工的误差小于零件给定的尺寸公差值0.13 mm,故该尺寸的精度足以保证。

其加工误差也小于零件给定的尺寸公差值0.13 mm,故该尺寸的精度同样足以保证。
4 结束语
该车床夹具采用一面两孔定位方式,活块机构轴向夹紧工件,保证了产品质量。夹具结构紧凑、操作简单、方便、可靠,大大降低了工人的劳动强度,提高生产效率。
[1]戴俊,魏云平,罗银生.质量式智能型喷油泵试验台的研制[J].机械设计与制造,2011(5):116-118.
[2]景红,李爱平,郑香玲,等.柴油机喷油泵体复杂孔系加工精度控制技术[J].铁道机车车辆,2011,31(S1):405-407.
[3]赵宏立.机械加工工艺与装备[M].北京:人民邮电出版社,2009:107-114.
[4]王道林.面向套类零件的成组夹具设计[J].机床与液压,2012,40(4):30-32.
[5]彭巍,秦启书.曲面定位车床夹具分析[J].机床与液压,2010,38(4):113-114.