石材桥式切割机数控系统的刀补研究
2014-06-04吴宪福刘建群许东伟
吴宪福,刘建群,许东伟
(广东工业大学机电工程学院,广东广州 510006)
数控技术又称CNC技术。随着计算机技术迅速发展,CNC技术已广泛应用于仪器制造、机械加工等各种行业。目前许多的机械制造企业已经瞄准了石材机械制造行业,各种CNC石材加工机床被生产出来。随着数控技术的飞速发展,石材加工设备的数控化已成为产品升级的发展趋势。为了提高石材桥式切割机的自动化程度,扩大加工范围,提出以石材桥式切割机为研究对象,开发四轴开放式数控系统。拟开发的石材桥式切割机数控系统是锯铣混切、切磨一体的多功能加工机械,系统可直接调用图形文件,生成加工轨迹后,控制各轴实现自动化加工;不但可以加工平面任意角度的直线,还可以实现对大圆弧的锯切加工,及复杂轮廓的铣削加工[1]。因此,开发的石材桥式切割机数控系统在一定程度上实现了国内石材桥式切割机的自动化,完成了对其功能上的升级任务,对国内石材机械的发展起着推动作用。数控系统是较为复杂的系统,实际开发中一般将其分为几个典型模块:刀补模块、插补模块、译码模块、界面模块、编辑模块。其中刀补模块是开发数控系统中的一个关键技术部分,因此,研究刀补技术有着至关重要的意义。
1 C机能刀补概述
数控机床在加工过程中,所控制的是刀具中心的轨迹。用户总是按零件轮廓编制加工程序,或用设计工具描绘零件轮廓图样,因而为了加工出所需要的零件轮廓,刀具中心必须向非加工方向偏移一个偏置量r,同时,由于刀具的磨损或为精加工工序预留加工余量,都可以通过修改偏置参数实现[2]。C机能刀具半径补偿是目前数控系统中优先采用的刀具半径补偿方法,它改善了B机能刀补的缺陷。B机能刀具半径补偿在零件轮廓的拐角处是通过圆弧过渡的,加工时,它使零件轮廓的拐角处于连续切削状态,加工工艺性差;而C机能刀具半径补偿在零件轮廓的拐角处采用折线过渡,使刀具加工路径最短,并且提高了加工工艺性[3]。作者在C机能刀具补偿算法的基础上开发适用于石材桥式切割机数控系统的刀具补偿算法。
在C机能刀具半径补偿中相邻两段轮廓的刀具中心轨迹之间用直线进行连接,由数控系统根据工件轮廓的编程轨迹和刀具偏置量直接算出刀具中心轨迹的转接交点,然后再对刀具中心轨迹作伸长或缩短的修正。石材桥式切割机是锯铣混切、切磨一体的石材切割机,所以,对于不同的刀具,其刀补处理就不一样。针对这个特点,需要在刀补处理过程中对刀补算法进行特殊处理。在这里使用C机能基本刀补算法,结合各刀具的结构特点,防过切条件等,设计能准确运用到石材切割机的刀具半径补偿算法。在石材桥式切割机数控系统中针对刀补总体程序设计,构造关于直线、圆弧、圆的类,并通过处理三者之间的转接类型,实现了不同轮廓的刀具半径补偿。同时,在刀补设计中,以单轮廓为单位,在刀补类中提供了一个轮廓接口。进行刀补时,只要从图形链表中依次取出轮廓并调用刀补类便可实现对轮廓的刀补运算。
2 刀具补偿转接情况及两个基本定义
2.1 刀具补偿转接情况
刀补算法中,前后两段编程轨迹间有4种连接形式,即:直线和直线相接;直线和圆弧相接;圆弧和直线相接;圆弧和圆弧相接。在C机能刀具半径补偿中,定义连续相接的两段轨迹的夹角处沿其运动方向非加工侧的角度α为转接角度[4]。编程轨迹夹角α如图1所示。根据α值的区间不同可将平面内的刀具半径补偿区分为3种转接类型:(1)180°<α<360°为缩短型;(2)90°≤α<180°为伸长型;(3)0°<α<90°为插入型。

图1 编程轨迹夹角
2.2 两个基本定义
采用的C机能刀补算法为矢量算法,将编程输入轨迹作为矢量进行刀补计算。
(1)方向矢量
方向矢量为与运动方向相同的单位矢量。根据插补方向,对于编程轨迹端点为A(x1,y1),B(x2,y2)的直线,则有:

对于圆弧,其方向矢量是指圆弧上某一瞬时点P(x,y)的切线方向的单位矢量,设圆弧圆心为C(xc,yc),半径为R,若规定顺圆时R>0;逆圆时R<0,则其方向矢量为:

(2)刀具半径矢量
刀具半径矢量r,是指在加工过程中始终垂直于编程轨迹,大小等于刀具半径值,方向指向刀具中心的矢量[5]。若规定左刀补时r>0,右刀补时r<0,刀具补偿半径矢量如图2所示,可知刀具半径矢量和方向矢量之间关系为:

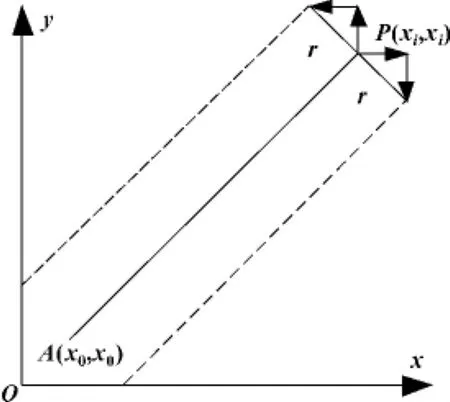
图2 刀具补偿半径矢量
结合两个基本定义,在石材桥式切割机数控系统中采用矢量算法判断转接类型。对于两段相连的直线或圆弧段,其转接类型的判断如下:(r为刀具半径)
缩短型:

伸长型:

插入型:

3 石材桥式切割机锯刀刀补算法研究
锯刀加工示意图如图3所示,箭头指向锯刀加工走向,该石材桥式切割机的锯刀是圆盘锯片 (通常直径为350~400 mm),设圆锯刀半径为Rsaw,切割石材的厚度为h,加工时圆锯刀切入石材时与石板表面相交线BC长度为2L,则L值由下式求得:

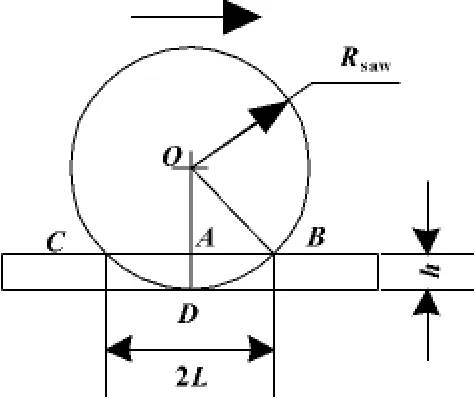
图3 锯刀加工示意图
3.1 锯刀加工缩短型
规定当直线段的长度D>2L或圆弧半径R>0.5 m时,在误差允许的范围内,用锯刀加工直线和圆弧,这样可以有效地提高加工的效率。同时,为了防止过切,针对缩短型的刀补轮廓,需要求得实体实际的加工起点或终点。
下面以直线接直线和直线接圆弧为例详细阐述锯刀刀补端点算法,圆弧接直线和圆弧接圆弧的刀补算法类似。
(1)直线接直线
直线接直线锯刀缩短型的刀补如图4所示,虚线为刀补轮廓,实线为工件轮廓,加工方向为顺时针。O为通过矢量法求得的缩短型交点,坐标为O(xs,ys)。以O为圆心,L为半径画圆与刀补线相交于A,B两点,向量为 (xl1,yl1),向量为 (xl2,yl2)。假设坐标A(xa,ya),B(xb,yb)为所要求得的实际端点,则转接点O(xs,ys)坐标为:
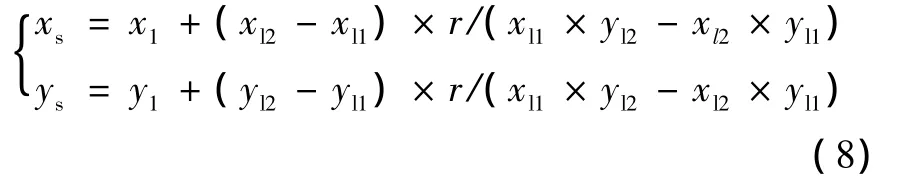
其中,x1、y1为第一段直线起点,xl1、yl1,xl2、yl2分别为第一段和第二段直线方向向量,r为刀具补偿半径,此处指锯刀的刀片厚度,则根据矢量法可计算出A、B点坐标为:
A点坐标为:

B点坐标为:

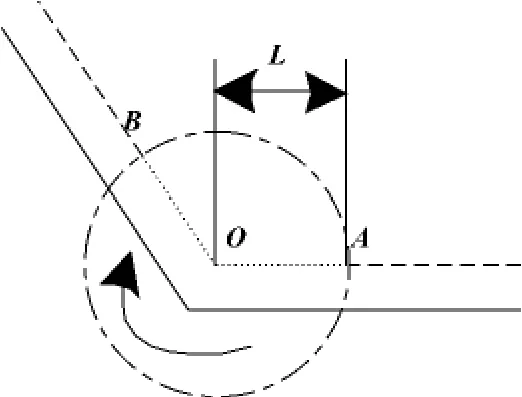
图4 直线接直线锯刀缩短型
(2)直线接圆弧
当圆弧直径足够大时,在误差允许的范围内,可以考虑用锯刀加工圆弧,这样可以有效地提高加工的效率。为了防止过切,对含圆弧的缩短型情况,需要求得圆弧的实际的加工起点或终点。
对于圆弧段的刀补端点计算方法如下:
以逆时针加工为例,直线接圆弧锯刀缩短型如图5所示,A为矢量法求得的缩短型交点,虚线框为锯刀切入实体后与实体上表面的交线,点B(xb,yb)为锯刀轨迹的圆心,弧EDB为锯刀中心运动轨迹,其半径OB为R*,AD的长度为2L,OB垂直平分AD于C点。
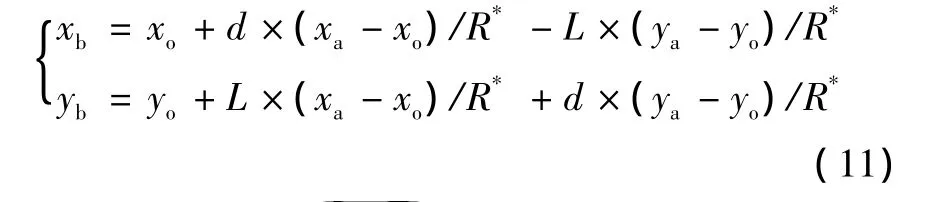
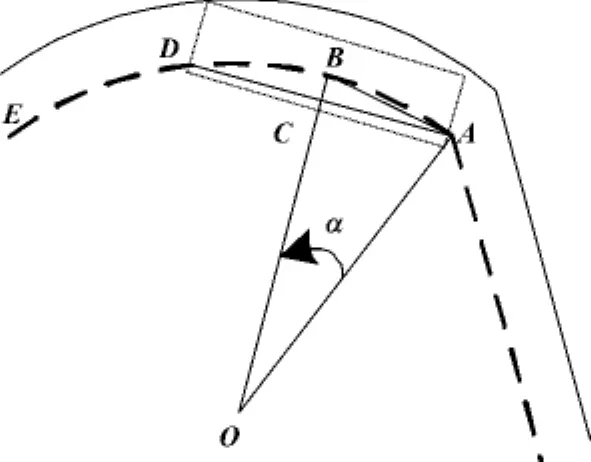
图5 直线接圆弧锯刀缩短型
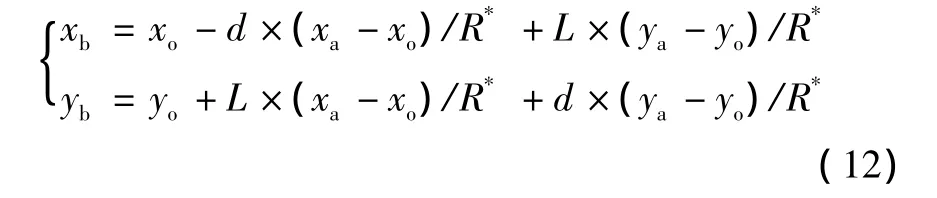
同理顺时针加工时,点B(xb,yb)的坐标为:
对于直线段的刀补端点的计算方法与直线接直线类似。
3.2 锯刀加工非缩短型 (伸长型、插入型)
当加工外轮廓,且锯刀加工段为非缩短型时,由于工件外部不存在过切问题,所以锯刀的刀补轨迹可以由工件轮廓直接作偏置运算得到。求得非缩短型转接点坐标为:
第一段轨迹终点坐标为:

第二段轨迹起点坐标为:

其中 (xs1,ys1)为第一段轨迹终点坐标,(xs2,ys2)为第二段轨迹起点坐标,(x1,y1)为两段实体的交点,r为刀具补偿半径,此处指锯刀的刀片厚度,(xl1,yl1)为第一段实体终点处方向矢量,(xl2,yl2)为第二段实体起点处方向矢量。
4 石材桥式切割机铣刀、磨刀刀补
铣刀刀补与磨刀刀补转接类型均为连续型转接,在加工过程中,刀具对于连续的加工轨迹不需要抬刀和下刀的操作;其刀补轮廓运用矢量法求得的交点连接成的轮廓即为刀具补偿轨迹。铣刀刀补轨迹是以铣刀半径为刀补半径按照基本矢量法计算得到刀补点组成的轮廓。进行“工”字形磨轮刀补计算时,以大于磨轮大半径的适当值为刀补半径计算获得第一个刀补点,此点默认为磨轮的落刀和抬刀点。以磨轮小半径为刀补半径按照基本矢量法计算得到的刀补点组合成的轮廓为磨轮的加工轮廓。
铣刀刀补与磨刀刀补在可连续转接类型下的转接类型根据矢量法同样可以区分为缩短型、非缩短型(伸长型、插入型)。对于铣刀补和磨刀补而言,缩短型和非缩短型不存在什么特殊情况,都只需按照自身的刀补半径由矢量法求得刀补点轮廓。
5 系统刀补实例图
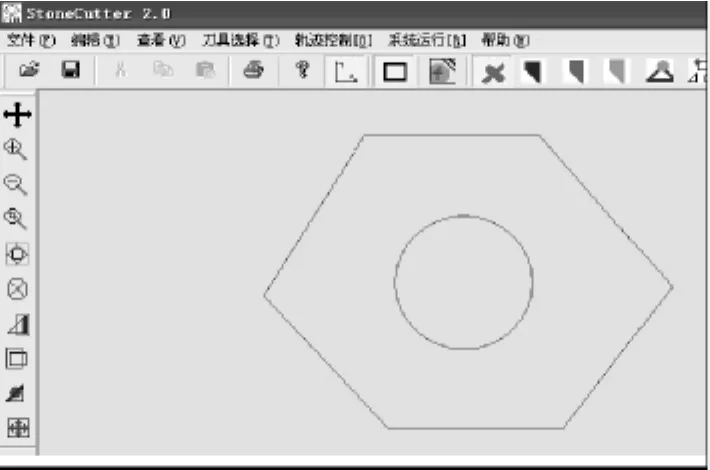
图6 未刀补前实体
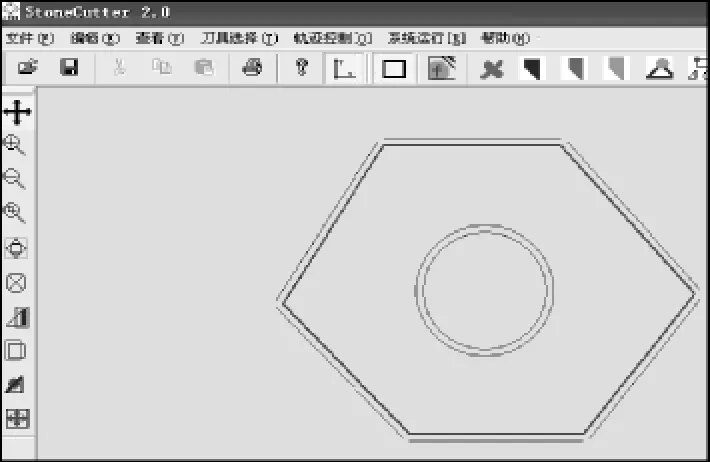
图7 锯刀补后图形
项目通过VC++6.0开发了石材桥式切割机数控系统。运行该数控系统并打开测试的DXF文件,未刀补前实体如图6所示,经过轮廓识别、轨迹优化、刀具选择,之后进行刀补,可分别得到锯刀补、铣刀补、磨刀补的刀补图形,刀补后的轮廓线条分别如图7—9所示。
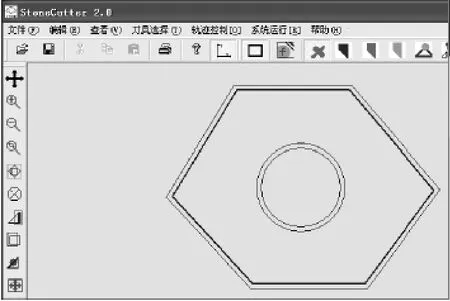
图8 铣刀补后图形

图9 磨刀补后图形
6 结束语
介绍了计算机数控系统C机能平面刀具补偿的相关定义、原理等。针对开发的石材桥式切割机数控系统阐述了其C机能刀补算法。石材桥式切割机是锯铣混切、切磨一体的石材切割机,配置有锯刀、铣刀、磨刀3种刀具。文章详细阐述了锯刀、铣刀、磨刀针对各种不同转接类型的刀补算法,通过VC++6.0编写刀补模块程序,成功嵌入石材桥式切割机数控系统软件中。测试结果表明,该系统实现了锯刀、铣刀、磨刀的刀具半径自动补偿功能,为石材桥式切割机的自动化加工奠定了基础。
[1]吕振飞.石材桥式切割机数控系统的运动控制研究[D].广州:广东工业大学,2012.
[2]何雪明,吴晓光,常兴.数控技术[M].湖北:华中科技大学出版社,2007.
[3]党新安,劳庆海.刀补半径补偿使用中出现过切及其解决方法[J].组合机床与自动化加工技术,2006(2):89-91.
[4]汪木兰.数控原理与系统[M].北京:机械工业出版社,2004.
[5]康家乐,桂贵生.C机能刀具半径补偿算法与应用[J].组合机床与自动化加工技术,2009(7):40-44.