2450冷轧铝合金带材展平压下量与张力分析
2014-05-31杨海波
梁 萌,杨海波
(北京科技大学 机械工程学院,北京 100083)
0 前言
展平机是铝合金带材冷轧中,设置在开卷机偏导辊与轧机入口侧之间对热轧来料进行展平的设备。展平辊组实际上是一个有张力作用的辊式矫直机。带材通过展平辊时产生反复的拉伸弯曲变形[1],改善板形的同时,也改善了带材的残余应力分布;在反复的拉弯变形中,开卷张力(后张力)也在带材的塑性变形影响下不可避免的发生了变化。因此,探究带材的展平过程以及如何调整展平设备的工艺参数以提供更好的轧制条件有着重要的意义。
1 展平机的工作原理
如图1所示,展平机的展平辊组类似于一组矫直辊组,带材通过时会产生反复的弹塑性变形,其基本原理是弹塑性拉伸弯曲矫直理论。带材在张应力和弯曲应力的的叠加作用下,其中性层发生偏移,使得带材的中心层产生塑性伸长。因此,展平过程可以改善带材板形,减小或消除横向厚差。现在实践与理论已经证明:只有展平辊与正负弯辊的正确配合工作,可以达到既消除(或减少)带材的横向厚差,又能保证带材的平直度要求[2]。
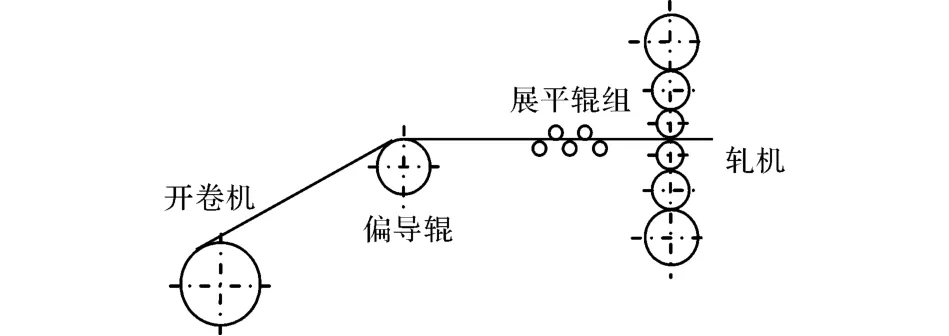
图1 展平辊组位置示意图Fig.1 Sketch of flattening roll location
拉伸弯曲过程合理工艺的制定主要取决于两方面:其一是拉伸应力与弯曲应力对带材延伸的贡献问题;其二是拉弯过程拉伸应力与弯曲应力之间的相互关系问题[3]。展平机对带材的展平中,带材会发生弹塑性变形消耗能量以及摩擦的作用,均使张力产生损耗,导致展平机的入口张力小于出口张力。
2 建模仿真
2.1 模型建立的基本假设
(1)带材的厚度相对于长、宽很小,采用壳单元;
(2)由于展平辊各辊经过表面硬化处理,展平过程中接触变形很小,假定为刚性体;
(3)假设带材的材料各向同性,忽略Bauschinger效应;
(4)假设带材展平过程中速度稳定,忽略带材的惯性力和各种振动。
带材的展平过程是材料非线性、几何非线性及边界非线性的问题,而且带材在向前的的运动中产生变形,所以采用大位移的分析方法。
2.2 几何模型
展平机辊组的尺寸及相互位置按某铝厂现有设备给定,展平辊组各辊的直径均为φ240 mm,各辊间水平间距为225 mm,带材规格为1 200 mm×2 mm。实际中,带材的展平过程是一个无限连续的过程,但不可能模拟全长的展平,故只选取一段并只取带材实际宽度的1/2进行仿真。如图2所示。
2.3 材料模型与单元选择
在有限元模拟中,铝带材料取现场生产较多的3系铝合金(主要为罐体料),其材料屈服极限取σs=100 MPa,泊松比为μ=0.33,弹性模量为E=69 MPa,硬化模量E1/E=0.01。

图2 展平过程有限元建模Fig.2 Flattening process finite element modeling
带材采用壳单元进行建模,厚度方向上划分为11个积分点,提取其中第6个积分点(中间层)的纵向塑性应变表征带材的延伸率。
2.4 边界条件
在展平机入口端即带材后端截面上施加张应力,在展平机出口处即带材前端截面上施加位移载荷,完成带材匀速向前运行并经历展平辊组的过程。
对上两个展平辊施加竖直向下的位移载荷,对最后一个调色辊施加竖直向上的位移载荷来完成展平辊组压下量的调整。
3 仿真工况的确定
为了研究展平机两个上展平辊压下量对展平机出口张力以及展平效果的影响,固定展平机入口张力、带材厚度等,设计的工况工艺见表1。

表1 不同压下量工况工艺参数表Tab.1 Process parameters of different reduction
为了研究展平机入口张力对展平机出口张力以及展平效果的影响,固定展平机压下量、带材厚度等,设计的工况工艺参数见表2。

表2 不同入口张力工况工艺参数表Tab.2 Process parameters of different entry tension
4 计算结果分析
对表1、表2所列不同工况,采用Abaqus软件仿真分析了展平辊的压下量、展平机入口张力变化对展平过程的影响,以及不同板形缺陷的带材的展平过程。
4.1 展平辊压下量对展平过程的影响
(1)对展平机出口张力的影响。如图3所示,随着压下量的增加,展平机出口张应力呈线性增大。且相比入口张应力15 MPa带材经过展平过程后出口张应力均大于入口张应力。原因是压下量增加使带材的弯曲曲率及其与辊面的接触压力均增大,进而使带材的延伸以及需克服的摩擦力增大,相应的展平机出口张力也变大。

图3 出口张应力随压下量的变化Fig.3 The change of exit tension with reduction
(2)对带材延伸率的影响。在展平过程中,往往更关心带材产生的纵向塑性延伸。提取带材延伸率的横向分布。此外,为了直观的描述带材延伸率分布的均匀程度,采用宽度方向上N个节点纵向应变值的标准差与平均值之比表示不均匀度。标准差,故不均匀度λ=SD。
如图4a所示,随着带材压下量的增大,带材通过展平机产生的延伸率随着两个展平辊压下量的增大而增大。当压下量达到70 mm左右时,延伸率增长曲线均变缓。这是因为,带材在该工况下产生的弯曲曲率存在极限。如图4b所示为展平辊不同压下量时,带材延伸率横向分布的不均匀度。随着压下量的增加,带材延伸率的横向分布趋于均匀。
如图5所示,带材的展平过程主要可以分为4个弯曲阶段,在交替的拉伸弯曲变形中,各弯曲单元使带材产生的弯曲曲率会有所不同。
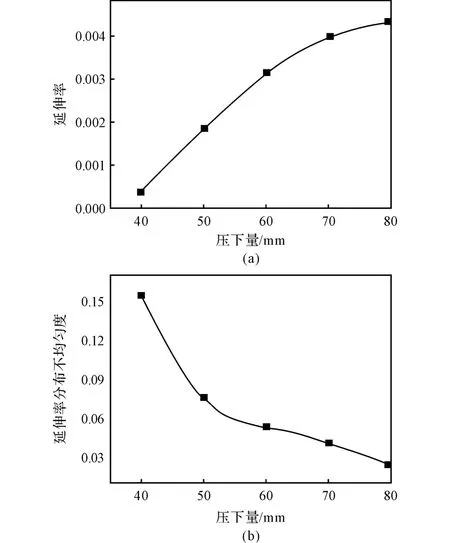
图4 带材延伸率横向分布不均匀度随压下量的变化Fig.4 The change of distribution unevenness of elongation rate with reduction
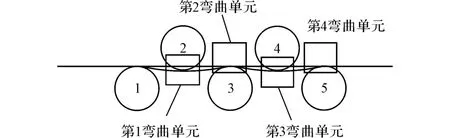
图5 展平辊组弯曲单元Fig.5 Bending unit of flattening roll group
各个弯曲单元对带材产生即延伸率的贡献,以及其随着压下量的变化如表3所示。
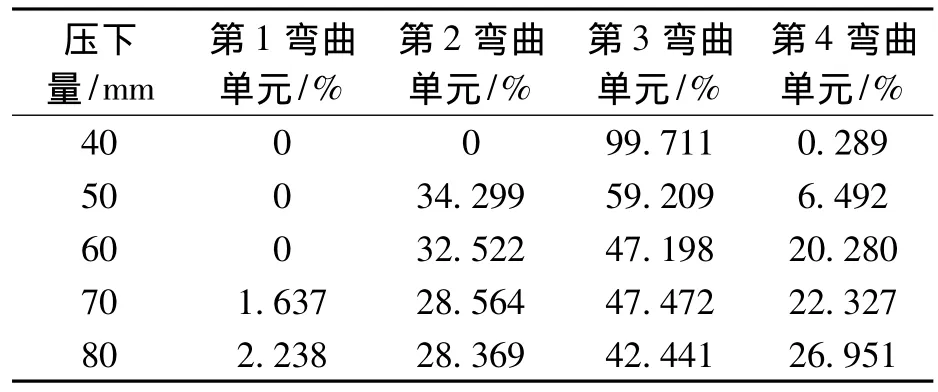
表3 各弯曲单元对延伸率贡献随压下量变化Tab.3 Change of elongation rate with reduction
由表3可以看出,在压下量较小时,带材在第1、4弯曲单元产生的延伸率较小;随着压下量的增加,第4弯曲单元产生的延伸率不断增大,同时第2、3弯曲单元的延伸率贡献减小。在展平过程中,第1弯曲单元对延伸率的贡献始终很小,第3弯曲单元对带材延伸率的贡献最大。
4.2 展平机入口张力对展平过程的影响
(1)对展平机出口张力的影响。如图6所示,与压下量增加的情况相似,随着展平机入口张力的增加,其出口张力完全呈线性增加,并且出口张力值均大于入口张力值。

图6 延伸率及出口张应力随入口张应力的变化Fig.6 Change of elongation rate and exit tension with entry tension
(2)对带材延伸率的影响。如图7a所示,带材延伸率随着展平张力的增大而增大,且随着张力的增大始终呈线性增长。即在足够大的张力条件下,带材的可以获得足够大的延伸率,带材的板形缺陷均可以被展平。如图7b中所示,随着入口张力的增大,带材的延伸率分布不均匀度不断减小,即带材的延伸率分布更加均匀。
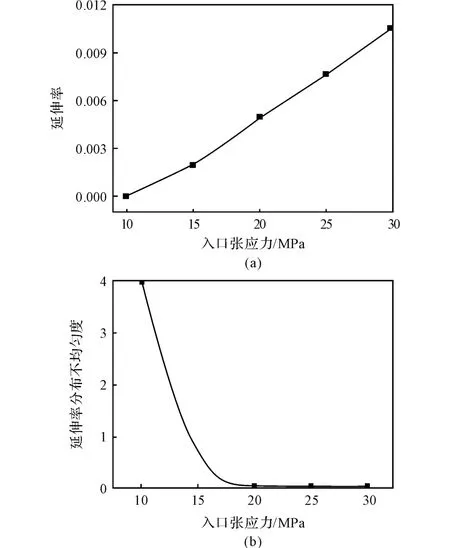
图7 带材延伸率及其分布随入口张力的变化Fig.7 Change of distribution unevenness of elongation rate with entry tension
各个弯曲单元对带材产生延伸率的贡献,以及其随着入口张力的变化如表4所示。

表4 各弯曲单元对延伸率贡献随入口张力变化Tab.4 Change of elongation rate with entry tension
由表4可以看出,随着入口张力的增加,第1弯曲单元对延伸率的贡献率不断增加,第2、第4弯曲单元的贡献先增大然后减小,第3弯曲单元的贡献率不断减小。总体上,第2、第3弯曲单元对延伸率的贡献较大,第4弯曲单元的贡献率最小。
4.3 带材纵向应力的分布
在不同的工况情况下,取带材横截面上各厚度积分点纵向应力的代数平均值,即为带材经过展平后残余应力与张应力的合力。
如图8所示,(a)、(b)为不同压下量带材纵向应力的均值及分布不均匀度;(c)、(d)为不同入口张应力的情况。


图8 不同工况下带材纵向应力Fig.8 Longitudinal stress of different operating condition
由图8可以看出,随着压下量和入口张应力的增加,带材展平后的纵向应力值增大。入口张应力的增加使纵向应力分布不均匀度不断减小;压下量增大,纵向应力分布不均匀度先增大后减小。
4.4 压下量调整与入口张力调整的对比
在调整展平机压下量和入口张应力两种工艺参数时,可以通过不同的参数组合使带材产生相同的塑性延伸,不同的工艺参数将得到不同的展平效果。
选取三种工艺方案,使带材达到相同的延伸率:大压下小张力(50/15)、中等压下中等张力(38/20)、小压下大张力(25/30)。对三种方案带材的展平进行对比分析,如图9、10所示。
如图9所示,通过数据的计算,对比三种调整方案,小压下大张力的方案延伸率分布不均匀度最大,大压下小张力的方案延伸率分布不均匀度最小。由此可见,在较大的压下量可以使带材的延伸率分布更趋于均匀。
如图10所示,对比三种调整方案展平机展平辊组的展平力。不同的工艺方案下,展平力在各展平辊的分布略有不同:张力较大时,第2、3辊展平力较大;压下较大时,第4辊的展平力更大。同时通过计算,展平机所受的总展平力在压下较大时更大。
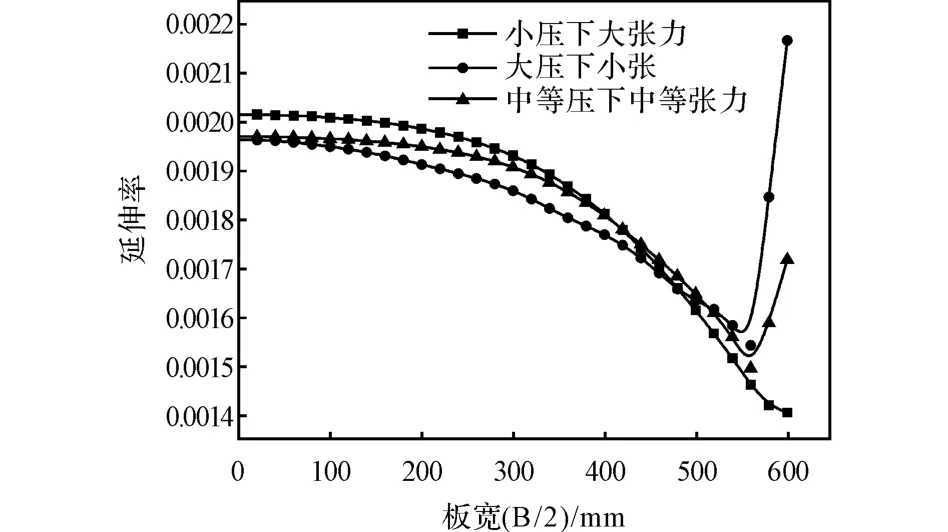
图9 三种调整方案延伸率横向分布Fig.9 Lateral distribution of elongation rate of 3 adjustment scheme

图10 三种调整方案的展平力Fig.10 Flattening stress of 3 adjustment schemes
5 结论
(1)研究建立了关于铝板带展平过程的Abaqus有限元仿真模型,并针对2 450 mm五辊展平机作了大量的工况计算。
(2)研究分析了展平辊压下量、展平机入口张力等因素对展平过程的影响规律,包括延伸率、纵向应力、出口张应力以及延伸率的产生过程。
(3)对比了调整压下量以及调整入口张应力两种工艺调整方式对展平过程的影响。
[1]于超.铝带材冷轧机机前展平辊重叠量的探讨[J].有色金属加工,2007(2):48-50.
[2]刘启森.铝带材冷轧机展平辊的工作原理及参数确定[J].轻合金加工,1983(4):50-54.
[3]李同庆,陈先霖,王建国.拉弯矫直过程张力损失的力学分析[J].重型机械,1999:43-45.