碳酸氢铵沉钒新工艺试验研究
2014-05-25刘新运危青戴子林
刘新运 , 危青 ,戴子林
碳酸氢铵沉钒新工艺试验研究
刘新运1, 危青2,戴子林2
以石煤湿法提钒工艺萃取和反萃取所得富钒液为原料,分析了富钒液中V2O5、酸度以及杂质含量,研究了使用铵盐替代氨水的沉钒新工艺。研究结果表明:以杂质含量高、杂质种类复杂的富钒液为原料,采用40%碳酸氢铵为沉钒剂进行沉钒,控制加入量为理论量的1.4 倍,溶液pH值为0.9,反应温度60℃,能够稳定制备出纯度为99.5%的V2O5,沉钒率达96.9 %以上,母液沉降温度22℃,降低了氨氮含量,工业试验效果良好。
钒 五氧化二钒 碳酸氢铵 沉钒
石煤是我国一种独特的钒矿资源,已探明石煤含V2O5达1.1797亿吨,其中含量在0.5% 以上储量为7707.5万吨,是我国钒钛磁铁矿中钒储量的6.7倍[1]。但由于含钒石煤矿物中杂质元素在强酸酸浸过程中与钒一同进入溶液,导致浸出液成分复杂[2],经过萃取-反萃取后所得到的含钒富液中杂质仍然种类繁多、含量偏高,而采用酸性铵盐沉钒,所得多聚钒酸铵中含有化学结合类杂质,如铝、钠等复盐或二元复盐沉淀,采用简单的水洗甚至高温水洗已不能将这些杂质除去,因此,焙烧后的V2O5纯度只能保持在98%左右,难以生产出高纯度V2O5产品。
本文以陕西五洲矿业股份有限公司钒选冶厂经过萃取-反萃取所得的富钒液为原料,选用碳酸氢铵为沉钒剂代替氨水,在控制碳酸氢铵加入量、沉钒终点和pH等条件下进行沉钒操作。试验研究与工业生产结果表明,采用碳酸氢铵进行酸性铵盐沉钒,解决了现有工艺中氨水沉钒难于控制、质量不稳定等现象,能够稳定制备出纯度为99.5%的V2O5,沉钒率达到96.9%以上。
1. 试验部分
1.1 原料与试剂
富钒溶液:取自石煤钒矿全湿法提钒工艺中反萃取液,用1.5mol硫酸反萃取所得的富钒溶液,其硫酸浓度为0.8mol。经过ICP定性与定量分析,其主要化学成分见表1。

表1 反水主要化学成分分析结果
沉钒试剂均为分析纯级,使用时,氨水配制成20%水溶液,硫酸铵、氯化铵均配制成40%水溶液,碳酸氢铵在使用前加热配制成40%水溶液,溶解温度不超过60℃,即用即配。
1.2 试验方法
分别量取富钒液500mL于1000mL烧杯中,水浴加热至60℃,搅拌滴加20%氯酸钠溶液至体系电位-1000mV,保持此条件60min,以确保富钒液中钒充分氧化至五价;然后以氨水或铵盐为沉钒试剂进行酸性铵盐沉钒,随着沉钒剂的增加,沉钒体系pH升高,控制一定pH为加氨终点,加氨完成后升温至90℃陈化30min。抽滤,准确量取母液体积并分析其中V2O5含量,计算沉钒率。滤饼用80℃以上热水洗涤至pH=5.0,然后在550℃下煅烧120min,得V2O5产品,取样分析其主要成分,确定纯度。
2.结果与讨论
2.1 不同沉淀剂对沉钒效果的影响
为确定碳酸氢铵的沉钒效果,选用不同沉淀剂,如氨水、硫酸铵[3]、氯化铵、碳酸氢铵进行沉钒试验,沉钒终点pH=0.9,沉钒结果见表2。
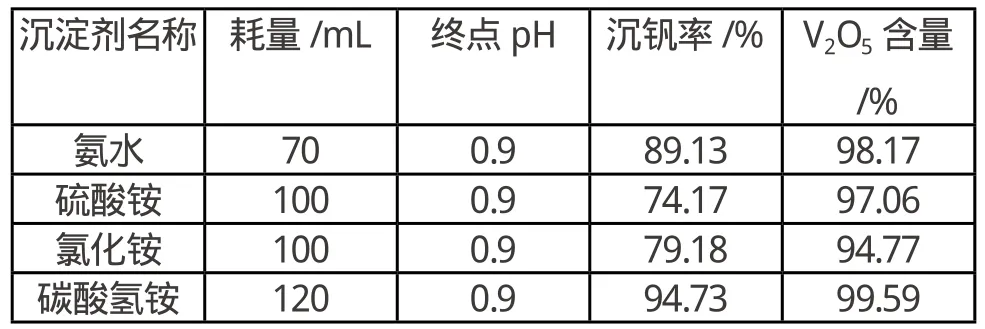
表2 不同沉淀剂对沉钒效果的影响
由表2可以看出,在相同pH条件下,沉钒达到终点时,三种铵盐加入量都大于氨水;从沉钒效果来看,硫酸铵、氯化铵沉钒率均远低于氨水,而且所得产品纯度低,V2O5含量达不到冶金98级标准。而采用碳酸氢铵沉钒,沉钒率最高,产品纯度达到99.5%以上,对钒沉淀效果优于氨水。
根据有关研究报道[4~5],采用氯化铵和硫酸铵为沉钒剂,一般适用于弱酸性条件,即pH控制在3~6时沉钒效果较好,而且要求富钒液中铁、铝含量很低。但从表1可知,试验所用富钒液原料,酸度高,杂质铁、铝含量高,当pH升高时铁、铝会水解沉淀,因此氯化铵和硫酸铵不适用于本试验使用的富钒液和沉钒条件;采用碳酸氢铵为沉钒剂沉钒效果及产品质量最好,可能的原因是因为碳酸氢铵中含有一个H+,加入沉钒体系时,溶液pH变化缓慢,有利于晶体生长,同时,碳酸氢铵与富钒液中硫酸发生反应,产生大量二氧化碳气体,强化了沉钒过程的搅拌效果,有利于防止局部过浓现象,因此沉钒率和所得产品纯度均高于氨水沉钒。
综上所述,我们选择碳酸氢铵为酸性铵盐沉钒剂进行沉钒操作。
2.2 碳酸氢铵加入量的影响
以氧化完成的富钒溶液为基础,加入等浓度不同量的碳酸氢铵溶液,按照试验方法操作和分析,所得结果见图1。
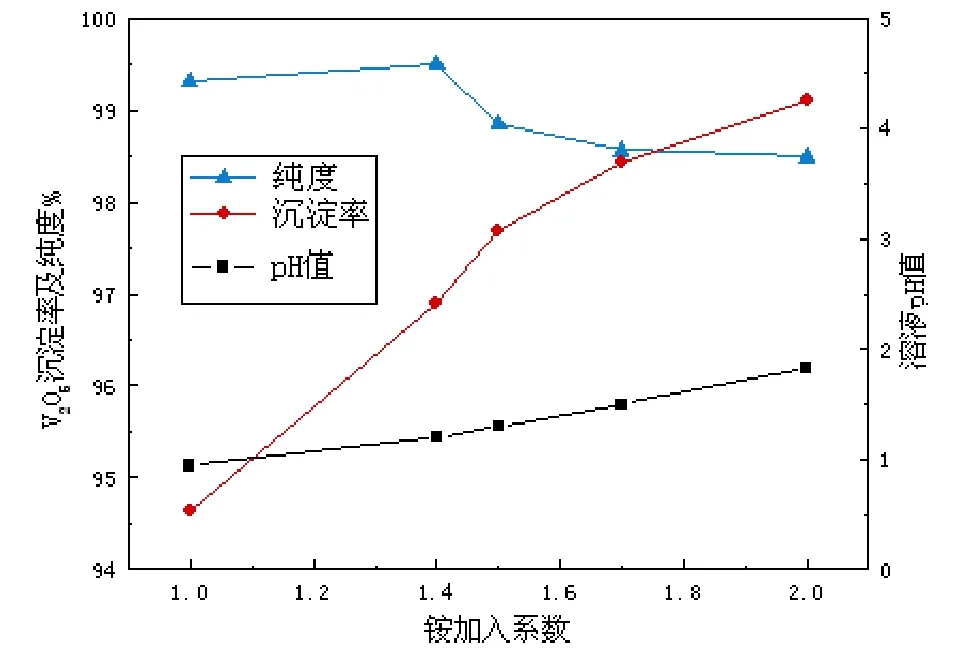
图1 不同碳酸氢铵用量对沉钒效果的影响
由图1可以看出:随着碳酸氢铵加入量的提高,终点pH逐渐升高,沉钒率也得以提高,但产品V2O5纯度下降。因此,如果要求制备品位在99.5%以上高纯V2O5产品时,可采用加铵系数1.4;如果要求制备98%品位V2O5产品时,加铵系数应该达到2.0,产品纯度可稳定在98%冶金级,沉钒率可达到99%以上。
2.3 沉钒母液中氨氮的变化
沉钒完成后,过滤所得的母液,其中含有一定量的铵,我们分别检测了原工艺与碳酸氢铵沉钒工艺沉钒后母液氨氮含量,结果见表3。

表3 不同沉淀剂沉钒母液氨氮含量
从表3结果来看,以碳酸氢铵沉钒后的母液中氨氮含量为4.2g/L,比用氨水沉钒的母液降低了12g/L以上。而且随着母液温度的降低,母液中产生大量沉淀。
检测冷却母液氨氮含量,所得结果见表4。

表4 不同温度沉钒母液氨氮含量
从表4结果来看,碳酸氢铵沉钒后的母液,随着放置时间的延长,母液温度的下降,其中氨氮含量减少。这是由于沉钒母液中含有大量铝离子和硫酸根,随着温度的降低,与母液中残余的铵离子生成铵明矾晶体NH4Al(SO4)2・12H2O,发生如下反应:

铵明矾在低温时溶解度非常小,不到2g/L,因此铵含量仅100mg/L。由于矿山每日用水量近万吨,而母液仅数十吨,因此母液冷却沉降后回用完全不会使水中的氨氮超标[6],这将大大减少氨氮处理费用。
2.4 工业试验
通过试验研究,获得了碳酸氢铵沉钒的条件,在此基础上,我们在陕西五洲矿业股份有限公司钒选冶厂沉钒车间进行了工业应用试验。
2.4.1 工艺改造
原五氧化二钒沉钒工艺需要将沉钒母液中和至pH=11以上再用蒸汽高温脱氨[7]。流程图见图2。
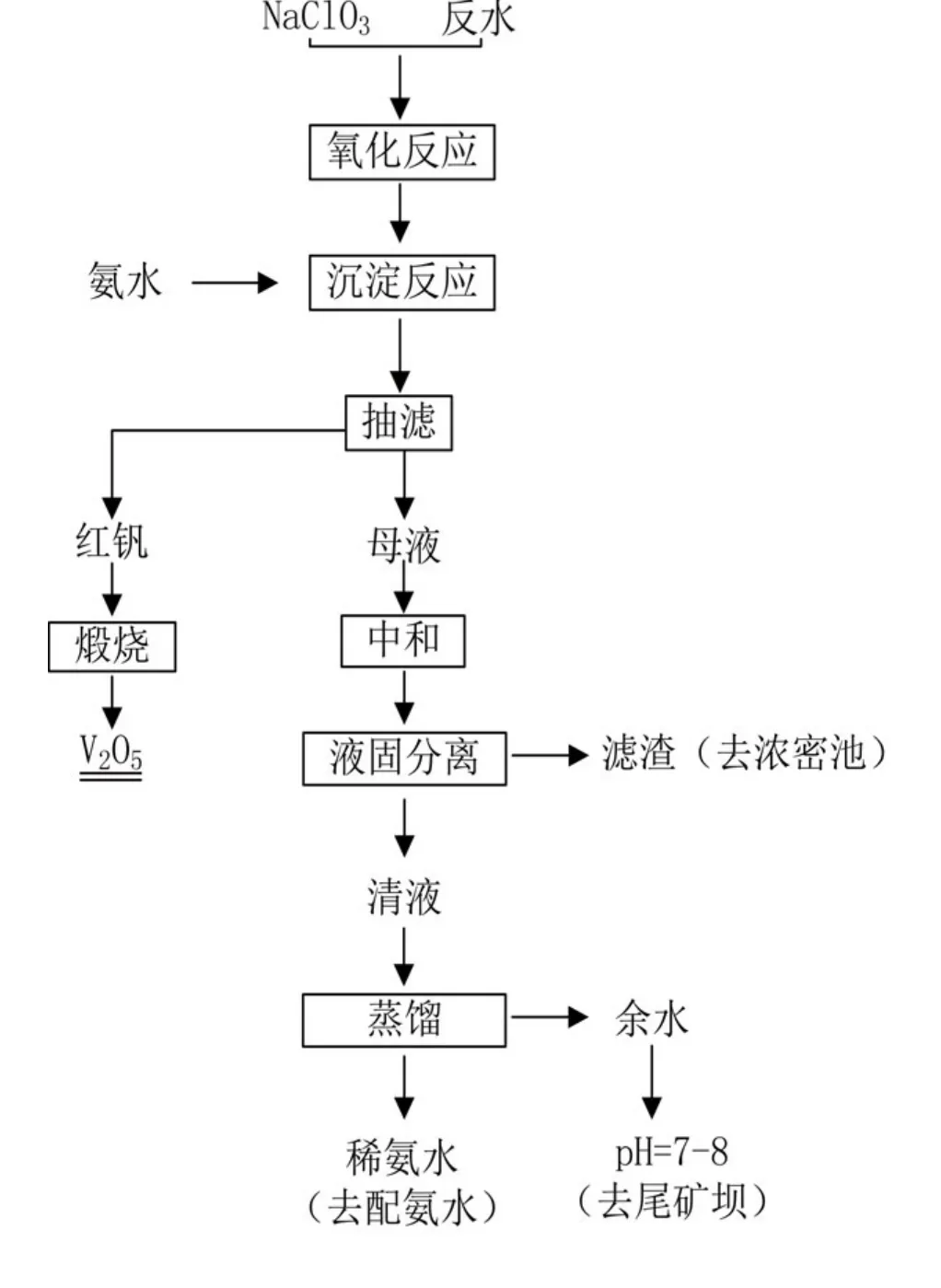
图2 原有V2O5生产工艺与沉钒母液氨水回收工艺流程图
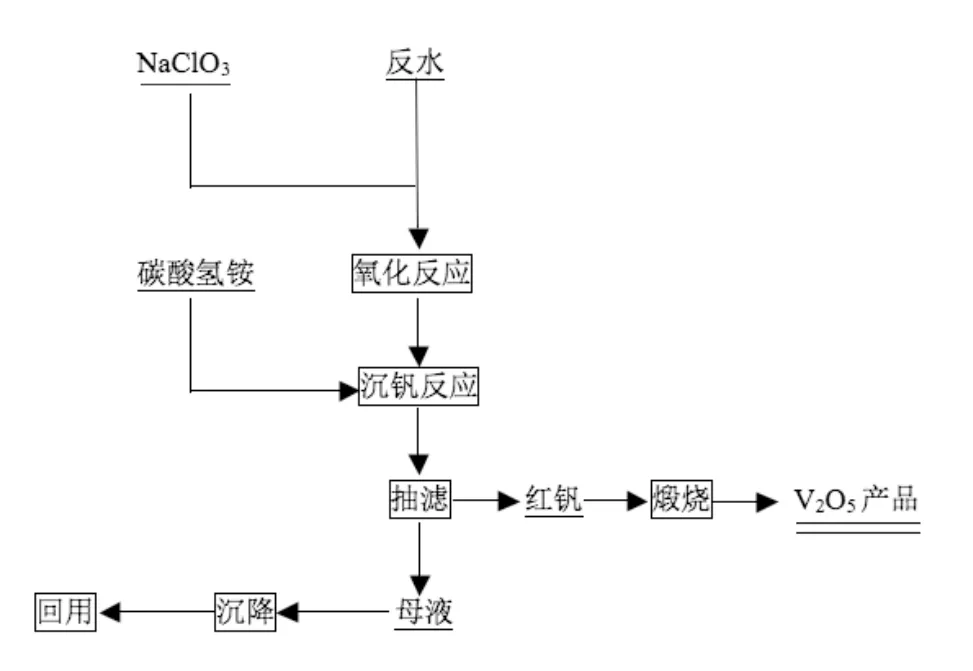
图3 现有V2O5生产工艺流程图
2.4.2 工业试验方法
将10m3富钒液泵入沉钒罐,升温到60℃,调整搅拌速度300r/min,加入浓度为200g.L-1氯酸钠溶液氧化至电位-1000mV,保温1h以保证钒全部氧化为五价;上调搅拌速度600r/min,缓慢加入已配制的40%碳酸氢铵溶液沉钒,当加至终点pH=0.9后,将体系温度升高至90℃以上,降低搅拌速度100r/min,搅拌1小时;将料浆放至圆盘过滤器中真空过滤,然后加热至90℃以上清水洗涤滤饼至洗水pH=5;所得红钒经过煅烧制备99.5%高纯五氧化二钒,取样检测产品纯度。如果生产98%冶金级五氧化二钒,则增加碳酸氢铵加入量,提高终点pH=2。
沉钒母液泵入母液池冷却、沉降,液体返回生产线,固体回收铵明矾。
2.4.3 工业试验结果
将上述试验方法条件下所得高纯五氧化二钒现场取样化验,所得结果见表5。
现生产将沉钒母液泵入沉降池冷却至室温,然后将液体返回生产线,固体回收铵明矾。工艺简化为图3所示:
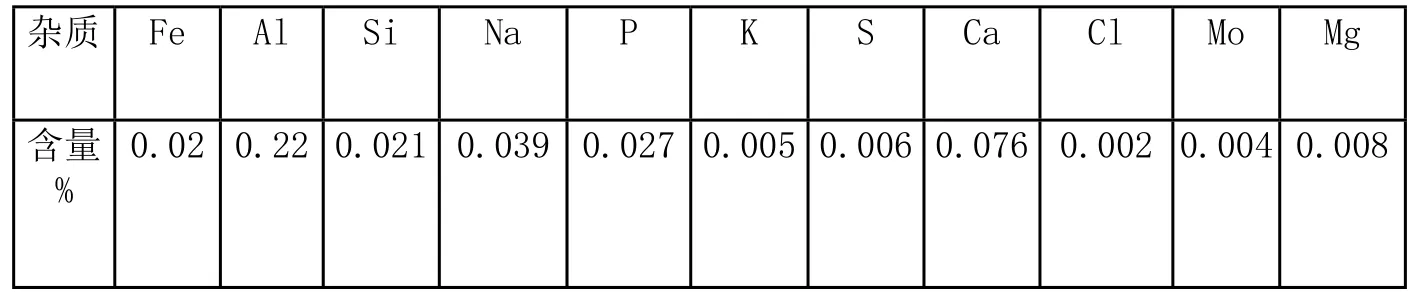
表5 碳酸氢铵沉钒样品分析结果
经分析样品V2O5纯度达到99.5%,而且母液不经过脱氨处理可直接回用。回用后沉钒母液抽样检测结果见表6。
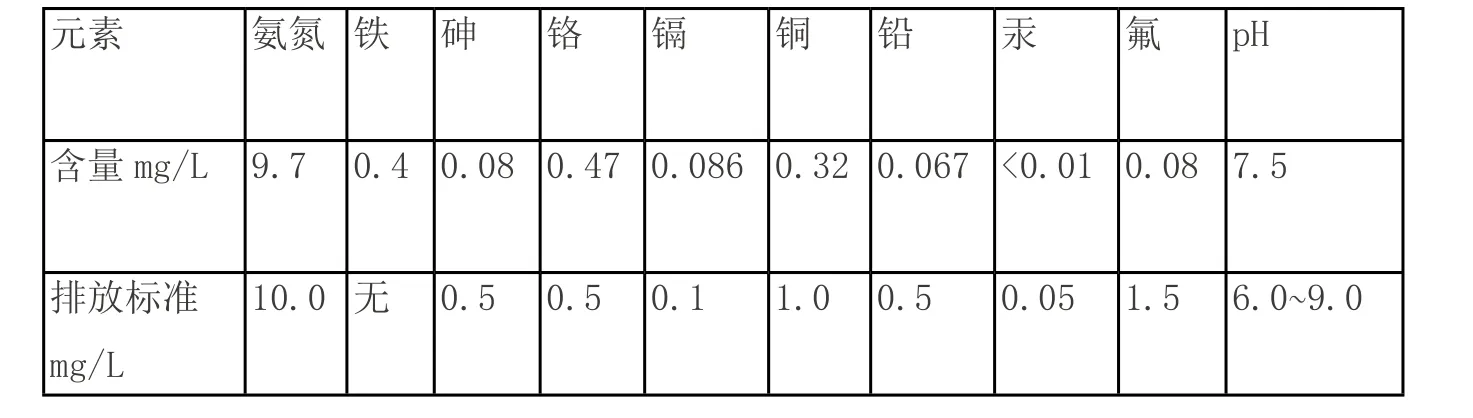
表6 回用后沉钒母液抽样检测结果
由表6可知,采用碳酸氢铵沉钒后,沉钒母液不但可以回用,而且水质达到国家污水排放标准,避免了钒的流失和泄漏隐患。
通过工业试验,得到了与试验室完全吻合的结果,陕西五洲矿业股份有限公司下属钒选冶厂现已采用碳酸氢铵沉钒工艺生产两年多时间,已经生产99.5级高纯五氧化二钒1000吨,98级冶金五氧化二钒10000吨,与氨水沉钒工艺相比,采用碳酸氢铵沉钒,沉钒率提高了3%,两年累计多回收生产V2O5600吨,增加产值4500万元。
3. 结论
采用碳酸氢铵沉钒代替氨水沉钒,控制碳酸氢铵溶液浓度40%,加碳酸氢铵温度60℃,加碳酸氢铵量K=1.4,母液沉降温度22℃,能够稳定制备出纯度为99.5%的高纯V2O5,沉钒率达到96.9%以上;若加碳酸氢铵量为K=2,可以制备98级冶金V2O5,沉钒率高达99%以上。本技术不但解决了现有工艺中氨水沉钒难于控制、沉钒率低、质量不稳定等诸多缺陷,而且,沉钒母液中的氨氮含量大幅度下降,无需进行中和高温脱氨工序处理,沉降后母液可直接返回生产线,不会导致氨氮超标,降低了生产成本,节约了资源。
[1]刘世友.钒的应用与展望[J].稀有金属与硬质合金,2000,141(6):58-61.
[2]向小艳.石煤酸浸提钒工艺的研究[J].稀有金属与硬质合金,2007,35(3):10-13.
[3]万龙飞. 硫酸铵-硫酸钠混合盐用于酸性铵盐沉钒的可行性研究[J].钢铁钒钛,2013,34(3):1-7.
[4]夏清荣. 高浓度钒液沉钒工艺研究[J].钢铁钒钛,1996,17(3):46-50.
[5]李中军,庞锡涛,刘长让.弱酸性按盐沉钒工艺条件研究[J].郑州大学学报,1994,26(3):83-86.
[6]王英. 酸性铵盐沉钒废水循环利用途径探讨[J].钢铁钒钛,2012,33(3):20-23.
[7]刘旭娃,邱显扬,危青,等. 从V2O5生产废水中脱除氨氮的研究[J]. 广东有色金属学报,2004,16(2):84-87.
The experiment used rich vanadium solution as the raw material, which come from wet v technology experiment with stonECoal by extraction and reverse extraction, through analyzing V2O5, acidity and thEContent of impurity in the rich vanadium liquid, we studied a new process of vanadium using ammonium salt instead of ammonia. The results show that : with rich vanadium liquid that had high content of impurities and types of impurity complex as raw material, used 40% NH4HCO3solution as vanadium agent to precipitate separation vanadium,Control the addition 1.4times of theory, solution pH value is 0.9, reaction temperature is 60℃, it can stably prepare 99.5% V2O5,vanadium rate is above 96.9%, mother liquor settlement temperature of 22℃, the ammonia-Nconcentration is reduced,industrial test result is good.
Vanadium ,Vanadium pentoxide ,Ammonium bicarbonate , sink vanadium
1.陕西五洲矿业股份有限公司
2.广州有色金属研究院