燃气辊道窑炉燃烧过程的强鲁棒性控制
2014-05-25雷正桥李雷
雷正桥李雷
(重庆工业职业技术学院教务处1,重庆 401120;重庆大学自动化学院2,重庆 400044)
燃气辊道窑炉燃烧过程的强鲁棒性控制
雷正桥1李雷2
(重庆工业职业技术学院教务处1,重庆 401120;重庆大学自动化学院2,重庆 400044)
为了克服燃气辊道窑炉燃烧过程因复杂不确定性导致的难以采用PID控制的难题,探讨了一种基于仿人智能的强鲁棒性控制策略,剖析了炉温系统各加热段的机理特性,指出了炉温控制面临的技术瓶颈。基于智能控制讨论了鲁棒控制策略,构造了具有自适应性的控制算法。以脱硝催化剂辊道窑温度控制为例,分别采用PID与强鲁棒性控制策略对同一燃烧过程进行了仿真对比研究,试验验证了强鲁棒性控制策略良好的温度跟踪控制品质与适应性。研究结果表明,所提出的强鲁棒性控制策略是可行与合理的。
燃烧过程 不确定性 仿人智能控制 强鲁棒性 PID控制
0 引言
目前,燃料燃烧的烟气排放污染显得特别突出,烟气脱硝催化剂是减少固定污染源氮氧化物NOx排放的关键。在脱硝催化剂辊道窑炉中,温度、压力、气氛是确保实现产品烧成工艺的三大制度,辊道窑的控制实际上就是窑炉压力、窑炉气氛与窑炉温度等参数的控制[1-4]。以窑温控制为例,在烧成过程中,制品的上下温差控制要严格按照辊道窑温度曲线的要求控制;在冷却过程中,上下冷却温度和冷却速度必须根据工艺要求严格控制。
由于窑炉是大惯性、大滞后、非线性严重、多变量相互耦合、多输入多输出的被控对象,温度、压力、气氛三者之间存在着耦合,采用传统控制方法很难取得期望的控制品质。以下基于控制理论与人工智能,探讨燃烧过程的强鲁棒性控制策略。
1 控制难点与控制论特性
脱硝催化剂辊道窑温度曲线的示意图如图1所示。由图1可知,由线段可以分成3个控制区域,即预热带、烧成带、冷却带,显然不同控制区域对工艺的要求是不同的。
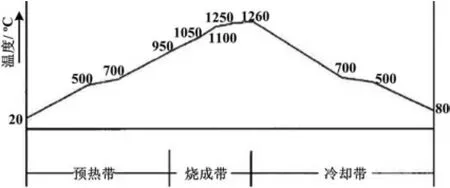
图1 辊道窑温度曲线Fig.1 Temperature curve of roller kiln
以烧成带控制为例,由于对准备烧制的产品已经通过预热区进行预热,烧成带要控制最高温度和高温区间的长度,即制品在高温下停留的时间。烧成带的最高温度是成模的最高温度点,直接影响产品的生烧与过烧;高温区长度影响保温时间的长短,从而也影响产品的质量。烧成带决定了制品能否达到最佳的烧结。由于温度检测存在滞后时间,窑炉前后级温度相互影响、相互制约,当前级温度发生波动时,对相邻温度点又造成扰动,因此采用常规控制方法实现对窑炉烧成带温度的精确控制是非常困难的。
控制难点主要表现在以下几个方面。
①辊道窑炉燃烧系统自身是一个不确定性的复杂系统,不确定性导致难以对其数学建模,或模型结构和参数在很大的范围内变动。其控制过程为病态结构,采用PID控制不可能实现期望的控制。
②传统控制不接受非数量形式的信息数据,其输入与输出难以与外界进行信息交互,只有智能控制才接受非数量形式的信息数据作为输入与输出。
③辊道窑炉燃烧系统控制任务繁多,不像简单控制系统其输出要么为恒值(调节系统),要么跟随期望的运动轨迹(跟随系统)。要求控制系统具有自动规划和决策能力,这是传统控制不可能达到的控制要求。
④传统控制对辊道窑炉燃烧系统的高度非线性缺乏有效的解决手段。
⑤传统控制应用范围局限于简单系统控制,不具备融合有关知识(如人类控制策略、环境以及被控对象知识)的能力,难于以数学描述形式表示基于知识的广义知识控制模型与混合控制过程的特性以及嵌入其他的控制策略。如不能采用定性决策与定量控制相互结合以及开、闭环控制相互结合的多模态控制方式,控制模态简单,控制结构固定,不具备自适应与自补偿等能力。
显然采用传统控制方法对辊道窑炉燃烧系统进行控制是无能为力的[5-7]。
根据上述控制难点,其控制论特性可归纳为以下特性。
①辊道窑炉燃烧系统是不确定性的复杂被控对象,因其结构化程度不高,难以进行数学描述,呈现出半结构与非结构化特征。
②窑炉燃烧系统中各个燃烧带系统状态变量之间存在关联耦合,因其关系复杂,难以进行状态变量解耦而实现单变量的简单控制。
③严重非线性特性难以进行数学描述与量化处理。
④系统参数是分布式的,各个控制区域控制参数都存在分散性、时变性、未知性和随机性,并且表现出时间滞后的未知性与时变性。
⑤燃烧系统所处的环境复杂,温度、压力、气氛之间是相互影响的,其外部扰动干扰经常是随机、未知与多样的,具有不确定性的特征。
由上述控制论特性可知,无论用传统PID控制,还是基于状态空间描述的近代控制方法,都难以进行数学建模。这是因为它们都是严格基于数学模型的控制[8-9]。
2 基于仿人智能的鲁棒控制策略
鲁棒性控制(robustness control)是一种侧重控制算法研究的控制方法。在过程动态特性变化范围内,鲁棒性控制能稳定可靠地基于最差工况达到对被控对象期望的控制目的,特别适合于不确定因素变化范围大、稳定裕度小的被控制对象应用。
鲁棒性是指系统在结构、参数摄动以及外部扰动干扰下控制器仍然维持某些性能的控制特性。一旦控制器设计完成后,无需人工干预,控制器可在系统动态特性变化范围内保证其控制品质。
仿人智能控制器(human simulated intelligent controller,HSIC)[10]实际上就是基于人类的智能,在功能和结构方面模拟人类控制行为的控制器。人类的智能就是理解和适应各种行为的能力(包括控制行为的能力),也即对事物观察、学习和认识的能力。智能控制实质上就是在实施控制过程中,控制器可自主地驱动系统达到期望的控制目标而无须人工干预的自动控制技术。
仿人智能控制基于人工智能和自动控制理论,其控制策略体现在模仿人类的控制行为时是直观的,可从控制功能和控制结构两个方面着手。它可方便地采用产生式规则描述人类的直觉推理与控制行为,直观地总结控制专家与实际操作者对被控对象的控制经验。HSIC基于对系统的在线特征辩识与特征记忆,可总结出运行过程的动态特征模型,将定性决策、定量控制与开闭环控制相融合,构造出强鲁棒性的控制策略,在控制模态上实施多模态的交叉控制。
在控制结构上,位于不同层次的决策机构和信息处理方法是不同的,如在底层控制中,基于系统输入输出、系统误差及系统误差变化率等是可检测的,可通过物理检测手段获取。据此可对控制系统的动态特性进行在线的特征辨识和特征记忆,总结出误差特征模式与控制模式,最终构造出适合系统特性的控制算法。
针对辊道窑炉燃烧过程控制,由于影响炉温控制过程跟踪窑炉温度曲线的因素众多,但是控制过程偏离窑炉温度曲线设定值就必须实施控制以矫正过程偏差,因此可采用输入输出描述方法对其控制的系统进行静、动态特性分析,根据检测出的系统误差及系统误差变化率等,构造出控制算法。由于推理与控制行为是采用产生式规则描述的,因此可方便地融入现场操作者的智慧与技巧和引入人的控制经验、控制专家知识,按照广义控制模型设计控制器。该控制策略的优势在于:鲁棒控制策略本身已经确保了维持炉温曲线性能的控制特性。因此,选取基于仿人智能的鲁棒控制策略对辊道窑炉燃烧过程实施控制。
3 控制模型与控制算法
基于知识的控制模型可以采用广义控制模型描述,如图2所示。

图2 广义控制模型Fig.2 The generalized control model
图2中,e(t)表示系统控制过程的误差,u(t)表示广义控制器的输出,r(t)表示控制系统的输入,y(t)表示控制系统的输出。
采用广义控制模型描述的优点在于:它可集定性决策、定量控制、开闭环控制、知识集与控制规则库于一体,构造出功能强大的鲁棒控制器。广义控制器模块性与自然性好,其控制规则之间无直接联系,针对不同的工作状况随工况要求的变化,对每条控制规则都可独立进行修改与增删,对环境变化有很好的适应能力。控制算法构造基于HSIC的静、动态特性,分别如图3和图4所示。
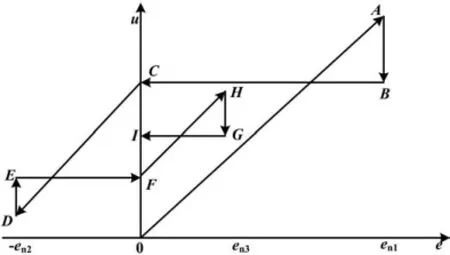
图3 HSIC静态特性示意图Fig.3 Schematic diagram of the static characteristics of HSIC
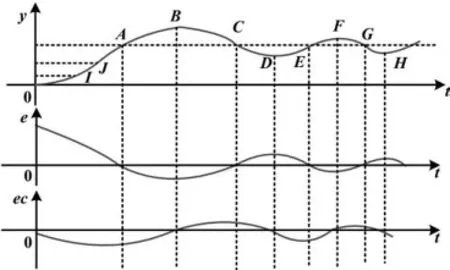
图4 HSIC动态特性示意图Fig.4 Schematic diagram of the dynamic characteristics of HSIC
图3表示了在控制系统中控制器输出u与过程控制误差e的关系。以OABC段为例,在OA段,采用比例控制模式,u=Kpe,Kp为比例系数。随着e的增加,达到e1n时,u=Kpe1n。在AB段,u由Kpe1n变成u01=kKpen1,k为小于1的系数。在BC段,控制器输出u保持不变,但是过程误差由e1n减小至零。其后的CDEF、FGHI等与此类似,只是过程误差的方向相反而已。无论过程误差为正还是为负,都可以通过比例-保持交叉控制的模式,使系统状态达到期望的稳定状态。
图4表示了控制系统输出y、控制过程误差e及其过程误差变化率ec的关系。
①若e·ec≤0或e=ec=0,则采用半开环保持控制模式。
②若e·ec≥0且e+ec≠0,则采用比例控制模式。
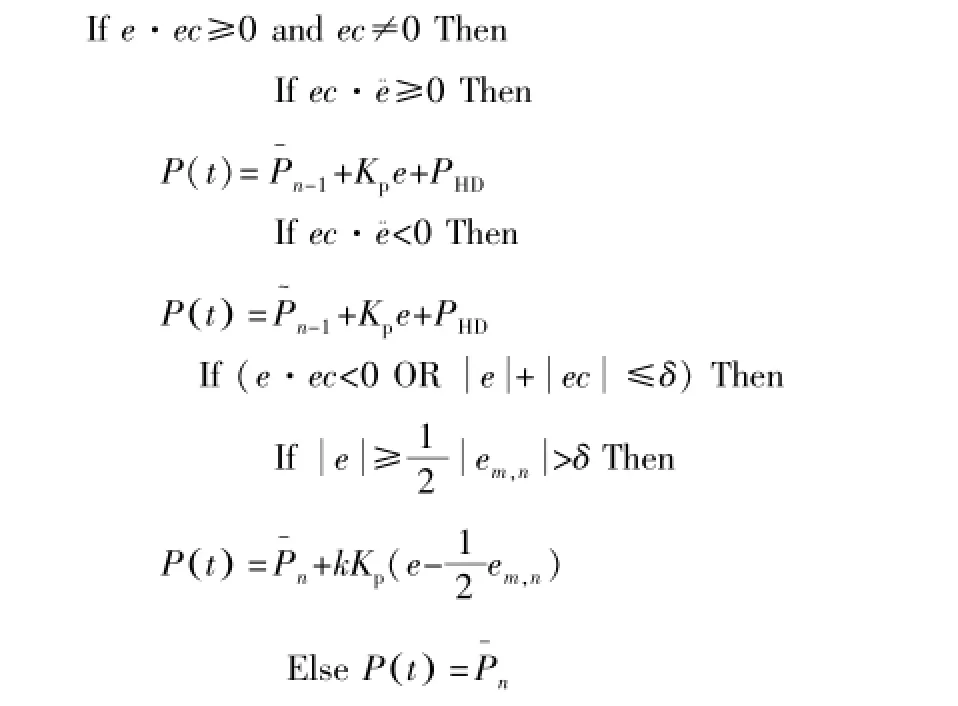
从上述分析可看出,其基本控制算法就是模拟人的思维过程,针对不同的系统误差特征,选择不同的控制模式与控制算法。针对特定的辊道窑炉燃烧过程,由于属于不确定性的复杂关联控制过程,在无须更多辊道窑炉燃烧系统先验知识的条件下,可以融入其他专家控制知识和现场操作人员的经验与操作技能,构造出鲁棒性强、响应速度快、对误差变化敏感、控制精度更高的参考控制算法。控制算法如下。
4 过程仿真及其分析
为了不失一般性而又简化分析,过程仿真中可将参数时变、非线性、不确定性等因素的影响转换为过程参数的变化,然后考察其过程的响应特性变化情况。由于燃烧过程是大惯性大滞后过程,因此可以假设过程模型为W(s)=Ke-τs/(Ts+1),其中K为增益系数,T为被控制过程的时间常数,τ为被控过程的纯时间滞后,并且分别选取K=1、T=1.2、τ=2 s,则仿真模型为W(s)=e-2s/(1.2s+1)。分别采用PID控制策略与优化控制策略(强鲁棒控制策略)在单位阶跃输入条件下对其进行仿真。由于被控过程是同一被控对象,因此其过程响应曲线是具有可比性的。仿真结果如图5所示。对比PID控制策略的响应曲线与优化控制策略响应曲线可知,优化控制策略的响应曲线在过程调节时间与上升时间方面有明显的优势。
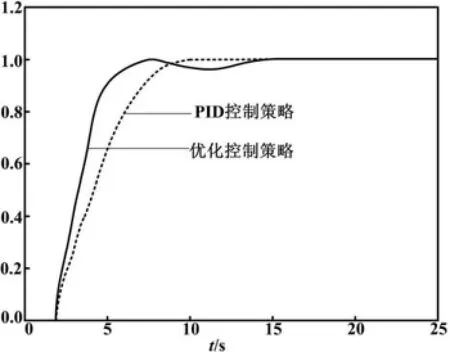
图5 不同控制策略过程响应曲线Fig.5 Curves of the process response under different control strategies
在过程参数及阶数变化均发生巨大变化时,为了考察控制策略的鲁棒性,试验中特意将时间坐标长度由25 s增加到40 s,纵坐标由1.1放大到1.3,在其原过程模型中增加一个惯性环节1/(2s+1),其传递函数变成W(s)=e-2s/[(1.2s+1)(2s+1)]。这意味着过程模型已由一阶时间滞后过程转变为二阶时间滞后过程,相应地过程参数也发生了巨大变化。在上述相同的情况下,过程的响应曲线如图6所示。
分析图6可知,PID控制策略的响应曲线超调在20%以上,其过程调节时间是优化控制策略调节时间的数倍;但是对于优化控制策略,其过程控制精度更高,调节时间更短,过程响应平滑稳定而且没有超调出现。由此可以看出,采用基于仿人智能的鲁棒控制策略,过程参数与阶次变化对整个过程响应几乎没有什么太大影响。也就是说,对燃气辊道窑炉燃烧过程控制而言,由于采用了强鲁棒性控制策略,辊道窑炉燃烧系统的参数时变性、非线性、不确定性等因素不会对控制过程的控制品质带来更多的负面影响。
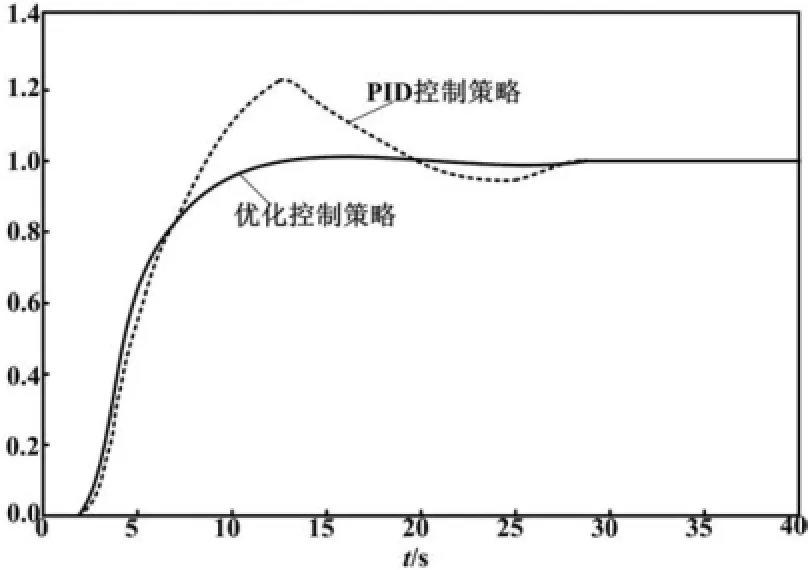
图6 参数与阶次变化的响应曲线Fig.6 Response curves of the changes of parameters and orders
5 结束语
上述针对脱硝催化剂辊道窑炉的大惯性、滞后性、严重非线性、多变量相互耦合的关联性等特性,基于控制理论与人工智能,探讨了基于仿人智能的强鲁棒性控制策略。燃烧过程的仿真试验表明,该优化控制策略有很强的鲁棒性能,为窑炉窑温控制提供了一种可供参考的优化控制策略。
[1] 袁处.蜂窝状SCR催化剂制备及其脱硝性能研究[D].镇江:江苏科技大学,2011.
[2] 程昭华.辊道窑中的压力及压力控制[J].佛山陶瓷,2002,12(3): 16-18.
[3] 胡国林,张智文,章义来,等.气烧辊道窑气氛温度模糊解耦控制的计算机仿真[J].陶瓷学报,2003,24(1):1-7.
[4] 胡国林,张智文,章义来,等.气烧陶瓷辊道窑气氛温度耦合的计算机仿真[J].陶瓷学报,2002,23(2):92-95.
[5] 李士勇.模糊控制·神经控制和智能控制论[M].哈尔滨:哈尔滨工业大学出版社,2002.
[6] 易继锴.智能控制技术[M].北京:北京工业大学出版社,2004.
[7] 陈军.步进式加热炉燃烧过程智能控制策略及应用[D].长沙:中南大学,2004.
[8] 杨志,李太福,盛朝强,等.基于仿人智能的复杂关联系统控制[J].重庆大学学报:自然科学版,2002,25(7):9-11.
[9] 李太福,冯国良,钟秉翔,等.一类不确定复杂系统的控制策略分析[J].重庆大学学报:自然科学版,2003,26(9):4-7.
[10] 李祖枢,涂亚庆.仿人智能控制器[M].北京:国防工业出版社,2003.
Strong Robustness Control of the Combustion Process for Gas Roller Kiln
It is difficult to use PID control for the combustion process of gas roller kiln because of its uncertainty and complexity.To solve this problem,the strong robustness control strategy based on human simulated intelligent control(HSIC)is investigated.The mechanism characteristics of each heating section in furnace temperature system are analyzed,and the technical bottleneck faced by furnace temperature control is pointed out.Based on intelligent control,the robustness control strategy is discussed,and the control algorithm with adaptability is built.With the temperature control system of roller kiln of denitration catalyst as example,for the same combustion process simulation and intercomparison are conducted respectively by using PID control and robustness control,the experiments verify the excellent temperature tracking, control quality and adaptability of the strong robustness control strategy.The research result indicates the strong robustness control strategy proposed is feasible and reasonable.
Combustion process Uncertainty Human simulated intelligent control(HSIC) Strong robustness PID control
TP273
A
修改稿收到日期:2014-04-30。
雷正桥(1973-),男,2000年毕业于西南农业大学计算机专业,获学士学位,副教授;主要从事计算机自动化控制方面的教学与科研工作。
