某钨选厂细泥综合回收试验研究
2014-05-23管建红古吉汉
管建红,古吉汉
(赣州有色冶金研究所,江西 赣州 341000)
0 引言
在重选中,细泥是指小于0.074 mm粒级的物料,由于其粒度小,比表面积增大,颗粒间的运动差异变小,致使分选难度大大增加[1]。钨矿性脆,易过粉碎。据全国十几个主要黑钨选矿厂统计,细泥的数量和金属量一般占出窿原矿的11%~14%。在采、选过程中不断产生细泥。据报道,钨在细泥中损失近20%[2],因此必须强化对钨细泥的回收[3]。
某选厂为日处理1500 t的钨选厂,WO3品位为0.12%;日产出原、次生细泥总量为120 t,WO3品位为0.16%,约占出窿原矿钨金属量的11%。原、次生细泥集中后(以下称“细泥”)全部采用单一摇床,用一次粗选一次扫选的工艺对钨进行回收。获得WO3品位为13.00%的摇床精矿,回收率仅为48.00%。细泥精矿中伴生金属回收率较低,60%~80%的钼、铜、铅、锌金属都损失在尾矿中。为提高细泥中钨及伴生金属的回收率[4],对该钨选厂的细泥进行了综合回收探索试验研究,采用硫化矿浮选-离心选矿机重选的联合流程对该细泥进行综合回收,试验室试验指标:可获得WO3品位为17.63%的细泥精矿,钨回收率提高到66.60%,有价伴生组分Mo、Cu、Pb、Zn的回收率均有大幅提升。
1 矿石性质
某钨矿矿区属高温热液石英脉黑钨细脉带型矿床,主要金属矿物有黑钨矿、白钨,其次有黄铜矿、闪锌矿、方铅矿、辉钼矿、黄铁矿、毒砂等,还有少量的辉铋矿、锡石、褐铁矿、斑铜矿等。非金属矿物有石英、锂云母、绢云母、绿柱石、黄晶、萤石、叶蜡石、绿帘石、正长石、电气石、绿泥石等。
细泥多元素分析见表1,细泥粒度组成及金属分布率见表2,细泥钨物相分析见表3。

表1 细泥有价元素分析 w/%
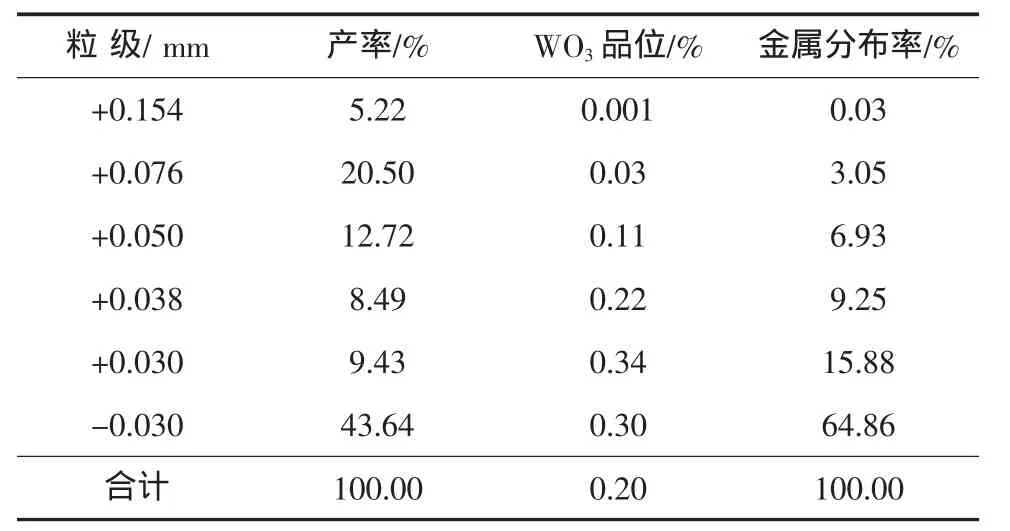
表2 细泥粒度组成及金属分布
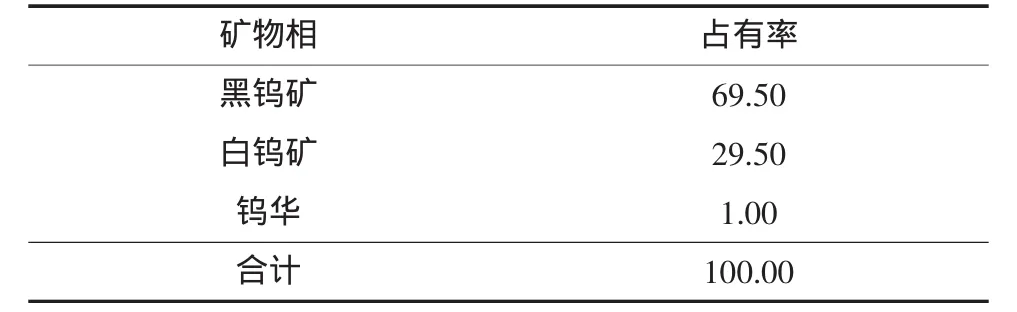
表3 细泥物相分析 %
2 细泥生产现状
该钨选厂细泥来自于手选洗矿溢流,即原生细泥,和重选次生细泥,原、次生细泥集中后统一采用摇床一次粗选一次扫选[5]的重选[6]工艺流程回收钨,伴生有价元素未单独进行回收,回收工艺流程见图1。在现有工艺流程下,细泥生产指标:钨回收率为48.00%,细泥钨精矿钨品位为13.00%,含Mo 0.43%、Cu 4.74%、Pb 4.22%、Zn 9.15%。细泥原矿中Mo、Cu、Pb、Zn的品位分别为 0.017%、0.10%、0.065%、0.20%,细泥精矿中钼回收率为15.00%,铜回收率为28.00%,铅回收率为38.34%,锌回收率为27.00%。
根据细泥粒度组成及金属分布情况,钨金属主要分布在-0.030 mm粒级,采用单一摇床回收效果不理想,未对有价伴生金属单独进行回收,不利于资源的综合回收利用。根据该细泥原料性质,研究制定合适的细泥选别工艺流程,提高钨及伴生有价组分的综合回收率有利于该选厂的可持续发展。

图1 细泥现有回收工艺流程
3 细泥综合回收试验研究
根据该细泥矿石性质及伴生有价元素分析,细泥中含 WO30.16%、Mo 0.017%、Cu 0.10%、Pb 0.065%、Zn 0.20%。考虑到有价伴生元素多以硫化矿形式存在,因此试验研究首先采用浮选对细泥中伴生有价多金属硫化矿进行回收,鉴于离心选矿工艺在铁山垅钨细泥回收中的成功的应用[7],浮选后再采用富集比高、操作简单、占地面积小、维修方便的SLon型离心选矿机[8]以一次粗选三次精选的重选工艺流程回收浮选尾矿中的钨。通过硫化矿浮选-离心选矿机重选的联合细泥选别工艺进行试验,获得含WO317.63%,钨回收率为66.60%的细泥精矿。伴生金属钼、铜、铅、锌的回收率分别为68.00%、60.80%、40.00%、70.35%。浮选的硫化矿精矿含Cu、Mo、Pb、Zn品位较高,没有进行分离试验,而是考虑直接进入该选厂硫化矿综合回收系统进行铜、钼、铅、锌的分选。试验流程如图2,试验指标见表4。
采用硫化矿浮选-离心机重选联合试验流程,在保证细泥精矿钨品位和回收率的前提下,可提高WO3、Mo、Cu、Pb、Zn 回收率,分别为:18.60%、53.00%、32.80%、1.66%、43.35%。根据细泥精矿粒度分析组成及金属分布(见表5),采用离心选矿工艺对细粒级试料回收效果良好。

表4 浮硫化矿-离心机选矿工艺流程试验结果 %
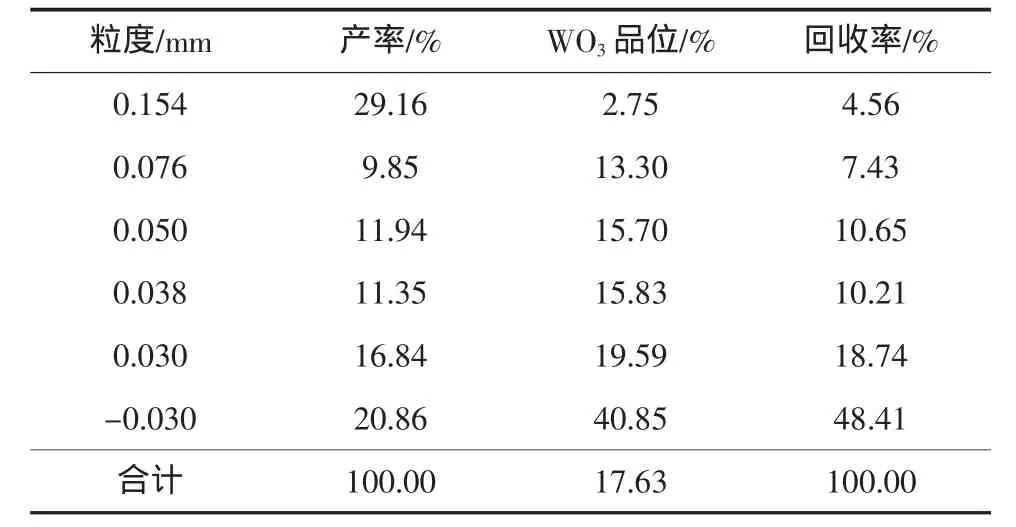
表5 细泥精矿粒度组成及金属分布
4 效益分析
采用硫化矿浮选-离心机重选联合工艺流程对该细泥进行综合回收,不但可以提高细泥钨精矿品位和回收率,还可以减少设备占地面积。按日处理量120 t,年工作300天,钨细泥处理量为360000 t/年计算,采用硫化矿浮选-离心机重选联合工艺流程每年可多回收钨金属约10.7 t、钼金属约3.24 t、铜金属约 11.8 t、铅金属约 0.37 t、锌金属约 31.32 t,企业获得的经济效益将非常可观。
5 结语
(1)在硫化矿浮选过程中,添加药剂的种类、数量、药剂的配制方法、加药地点和顺序等是浮选过程的重要操作因素,对浮选指标有着重大的影响,应用到生产上时还要根据矿石性质的变化适当调整药剂制度,以获得较好的选矿技术经济指标。该细泥浮选硫化矿未单独进行分离,为节省生产成本,考虑直接进入该选厂硫化矿综合回收系统进行铜、钼、铅、锌的分选。
(2)离心选矿机对微细矿泥的处理比较有效,对19~37 μm的粒级回收率高达90%左右,目前广泛用于回收钨、锡、铁等矿泥,该设备具有操作简单、灵活准确、调整方便、电气控制系统及气动控制系统运转可靠等优点。该设备具有分选指标好,回收微细粒级物料时下限粒度低,能耗小,适应性强,不污染环境等特点。该细泥中钨金属主要集中在-0.03 mm粒级,采用离心选矿机进行钨的回收效果良好。离心选矿机对水质要求较高,工业生产中需增加过滤装置。
(3)通过硫化矿浮选-离心机重选联合细泥选别工艺对该选厂钨细泥进行试验研究,可获得含WO317.63%的细泥精矿,钨回收率由原来的48.00%提高到66.60%。伴生金属钼、铜、铅、锌的回收率分别为 68.00%、60.80%、40.00%、70.35%,相对原有工艺均有大幅提高。下一步工作将在该选厂现场对该研究成果进行工业验证。
[1]付广钦,何晓娟,周晓彤.黑钨细泥浮选研究现状[J].中国钨业,2010,25(1):22-25.
[2]刘 辉.江西钨矿细泥选矿技术发展与应用 [J].中国钨业,2002,17(5):30-33.
[3]肖 良,刘龙飞,李伟英.某原生钨细泥选矿的试验研究[J].有色金属科学与工程,2012,3(1):81-33.
[4]汪义兰,李 平.漂塘钨矿大江选厂细泥尾矿综合回收的探索试验[J].江西有色金属,2009,23(1):18-20.
[5]李 平,管建红,李振飞,等.钨细泥选矿现状及试验研究分析[J].中国钨业,2010,25(2):20-23.
[6]付广钦,何晓娟,周晓彤.黑钨细泥浮选研究现状[J].中国钨业,2010,25(1):22-25.
[7]林培基.离心选矿机在钨细泥选矿中的应用[J].金属矿山,2009,(392):137-140.
[8]王键敏.SLon-2400(1600)离心选矿机选别微细粒贫赤铁矿的应用[J].有色金属:选矿部分,2011,(z1):167-170.