浅谈高精度U型深槽类零件加工(一)
2014-05-17李军超
李军超
(许昌烟草机械有限责任公司,河南 许昌 461000)
在异形类零件加工中,高精度U型深槽的加工以其加工工艺性差、加工应力变形、装夹困难等难点,一直是持续困扰机加企业的加工难题。本文结合生产实例从工艺优化、应力消除、装夹方法三各方面对高精度U型深槽零件的加工方案进行了有益探索。
1 高精度U型深槽类零件的特征
以下面典型高精度U型深槽零件实例进行分析。
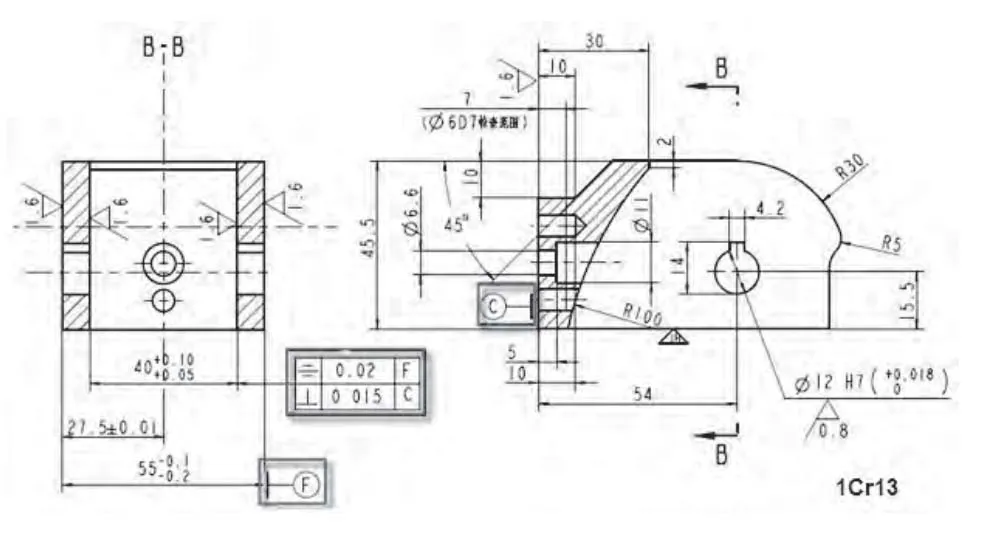
图1 高精度U型深槽零件1简图

图2 高精度U型深槽零件常规加工工艺
根据图纸和工艺规程分析,我们发现该类零件有以下特征:
本文以该生产实例为例进行有针对性的阐述。
(1)结构为U型,加工去除材料量大。该U型开档深达71mm,宽40mm。
(2)通常兼具薄壁零件特性。侧壁仅厚7.5mm,是一个薄壁零件。
(3)公差精度要求严。对称度为0.02mm、垂直度为0.015mm 。
(4)通常无法一次完成加工。以本实例为例40mm开档需在30、60两个道序加工完成,道序不集中,二次装夹加工,开档内壁不容易接平且易造成零件二次装夹变形。
(5)加工过程中容易产生应力变形,形位公差不容易保证。
(6)通常槽内有曲面。加工R100圆弧容易造成零件的变形,影响加工质量。
2 高精度U型深槽类零件加工难点
根据上面对典型高精度U型深槽类零件实例的分析,我们可以归纳出该类零件加工具有以下难点:
(1)加工工艺性差。具体表现在槽深、壁薄、精度高、包含曲面。
(2)加工应力变形。具体表现在去除材料量大残余应力不易消除。
(3)装夹困难。具体表现壁薄、精度高且需要二次装夹。
3 高精度U型深槽类零件加工方案探索
针对高精度U型深槽类零件加工难点,将从加工工艺性优化、加工应力变形消除以及装夹方法改进三各方面进行有针对性的探索:
本文先着重从加工工艺性优化的进行探索
零件加工的难易与其要实现的功能有比较大的关系,故在完成同样功能的情况下,零件的结构设计决定了零件加工的工艺性,所以零件的工艺性验证是在确定零件的可加工性至关重要。还以上面的实例进行探索,以优化R100圆弧结构为例进行分析。
3.1 R100圆弧要实现的功能

图3 零件1与零件2配合关系
通过三维模拟装配图示,我们可以看到零件1在装配过程中和零件2相配合使用,装配的三维模型如图3所示。把结合图在中间剖开,如图4,零件1和零件2之间能以 12孔中心为轴心做旋转运动。R100圆弧和零件2上的11×15倒角保证在旋转时两个零件不发生干涉。

图4 改进前装配剖面图

图5 改进后装配剖面图
3.2 R100圆弧功能加工工艺性优化
如果把R100圆弧改成斜直面的话,加工工艺性好了,但两个零件会发生干涉。为了使两个零件旋转不发生干涉,通过作图软件作图分析,如图5,最终,得到如果同时把零件2上的11×15倒角扩大为15×25,就不会发生干涉。这样,保证了零件1加工工艺性良好,同时不影响设计效果及机器功能。
最终,优化后的零件变更为,如图6。

图6 零件1改进后简图
4 结论
本文根据高精度U型深槽类异形零件的特点,着重从零件的加工工艺性进行了阐述,为机加工企业攻克高精度U型深槽类异形零件提供了借鉴。
[1]陈宏钧主编.实用机械加工工艺手册[S].机械工业出版社,1997(06).
[2]梁炳文主编.机械加工工艺与窍门精选[M].机械工业出版社,2002(02).
[3]于克萍、胡庆安编.结构力学[M].西北工大出版社,2012(01).
