板坯连铸机结晶器调宽控制系统故障分析及改进
2014-05-16蔡霖楠
蔡霖楠
(天津天铁冶金集团热轧板有限公司,河北涉县 056404)
板坯连铸机结晶器调宽控制系统故障分析及改进
蔡霖楠
(天津天铁冶金集团热轧板有限公司,河北涉县 056404)
介绍了板坯连铸机结晶器调宽控制系统的基本结构和工作原理。对结晶器调宽控制系统在运行中出现的电气接地、制动器抱死、脉冲编码器等故障现象原因进行了分析,提出了相应的改进措施,改进后结晶器调宽控制系统运行效果良好,操作便捷,保证了生产的安全稳定性。
板坯连铸机;结晶器;控制系统;故障;分析;改进
1 引言
在天铁热轧连铸生产中,结晶器是连铸机的心脏,结晶器调宽控制系统运行的正常与否直接关系到连铸机是否具备生产条件,进而影响到板坯连铸机的作业效率,在板坯连铸机生产中经常出现了包括抱闸整流块损毁、电气接地、编码器损坏、机器卡死等现象。对此进行了认真的分析后得知由于放置电机的沟槽内潮湿,水和蒸汽进入电机,造成内部锈蚀。水和杂物进入轴承造成机械卡死等原因,导致调宽控制系统紊乱,不能满足生产工艺的要求,严重影响企业生产效益。通过采取调整制动器整流块的安装位置、对部分参数进行优化等措施后,保障了结晶器调宽控制系统能够正常、稳定的运行。
2 结晶器调宽控制系统原理
板坯结晶器的调宽装置由调宽电机(带制动器的)、脉冲编码器、变频器、万向轴、减速机等部分构成。左右两侧窄面分别装配有2个调宽电机,采取上下垂直安装的方式,每一个电机使用变频器控制调宽电机驱动,可以改变结晶器宽度和锥度。每个控制调宽的电机均由单独的变频器采用位置环、速度环和电流环的方式来实现控制,是一种高动态响应,高精度运动控制方式[1]。当操作工将生产钢种结晶器宽度、锥度设定值输入到操作界面上,经过总线传输给调宽PLC,PLC经过运算后,传输给变频器位置信号和速度信号,而使系统快速平稳的跟随位置设定值,实现窄面铜板的精确定位。
结晶器调宽时由安装在各电机上的脉冲编码器计数跟踪,然后将跟踪数据反馈到DT板子上,再将脉冲编码器的数值反馈到变频器接口上,通过变频器内部计算功能来判断调宽是否准确,以此来达到对电机的运动控制。结晶器宽度和锥度的改变分别可以通过调节上部、下部来实现。在结晶器宽度或锥度调节过程中,同边的上部宽度和下部宽度最大之差不能超过50mm(可调)。结晶器调宽前首先要确定工作模式,可以选择左边单动、右边单动、左右一起联动;也可选择上部单动、下部单动、上下一起联动。在调宽或调锥之前,先确定宽度或锥度设定值,在联动模式下结晶器夹紧装置松开,调宽装置左上、左下、右上、右上电机以高速同步运行,当要到达各设定值之前10mm时,(可调,由相应的脉冲编码器跟踪),相应的调宽电机从快速自动变成慢速,当到达设定值时,相应的调宽电机停止运转[2]。
左边锥度=tan-1(左上宽度-左下宽度)/结晶器高度
右边锥度=tan-1(右上宽度-右下宽度)/结晶器高度
结晶器宽度和锥度的设定值可在悬臂操作箱和主操作室的HMI上确定,但悬臂操作箱具有优先权。结晶器宽度和锥度的设定值和实际值在悬臂操作箱和主操作室的HMI上均有显示。结晶器调宽装置可手动调宽对单台电机控制,也可联动调宽,对2台电机控制,还可自动调宽,对4台电机同时控制。调宽装置的操作只能在悬臂操作箱上进行。调宽时由调宽电机通过万向轴驱动减速机,减速机带动丝杆转动预支相配的螺母,将旋转运动转化为直线运动,带动套筒伸缩动作,实现窄面侧宽度大小的调整。调宽电机内的脉冲编码器计数通过DT板子将调整量反馈给变频器来进行控制。
3 结晶器调宽控制系统故障原因分析
调宽电机安装布置图。结晶器调宽结构安装在振动框架上,调整时通过调宽电机的转动带动万向轴传递到结晶器上的减速机上,进而带动结晶器窄面侧按照预定的设定值动作,从而实现调宽结构的动作,见图1。
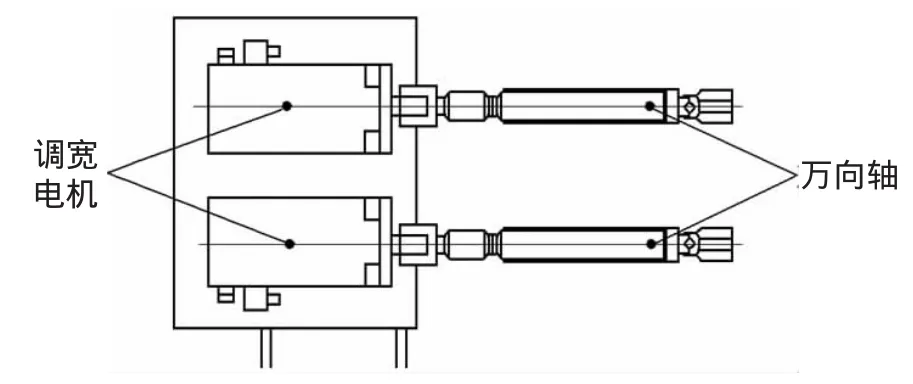
图1 调宽电机结构图
由于电机布置在浇注平台与结晶器等高的沟槽内,上面盖有混凝土浇注成的盖板,与结晶器内弧形成一个封闭的空间。经过一段时间的使用后,开始发生电机故障。其中包括抱闸整流块损毁、电气接地、编码器损坏、机器卡死等情况。维修时发现放置电机的沟槽内湿气很重,保护渣等污物布满电机罩上。水和蒸汽进入电机,造成内部锈蚀。水和杂物进入轴承造成机械卡死。
通过对板坯结晶器的调宽系统运行状态的跟踪发现:结晶器的调宽控制系统在连铸机生产过程中的常见故障主要为结晶器的调宽控制系统中控制调宽电机的变频器经常报“F011”和“F015”故障,影响调宽控制系统正常运转,见表1。

表1 变频器故障表
通过检查发现发生F011故障的原因是变频器输出有接地故障,产生F015故障是由于制动器,即抱闸抱死或编码器失转。变频器输出是直接对向电机进线的,然而由于生产现场温度高、雾气大,遇冷后凝聚成水,长时间电机接线盒内就会有存水,从而导致接地故障F011的发生。制动器抱死是电机制动器的整流块由于长时间工作损坏而使制动器不能正常工作。脉冲编码器失转也是由于长时间工作,电气连接以及机械连接出现的故障都会使脉冲数不稳定,影响调宽系统正常工作。由于电机安置的位置在浇注平台与结晶器等高的沟槽内,上面还有混凝土浇注成的盖板,给日常维护和检修增加困难。
4 结晶器调宽控制系统的改进
4.1 变频器接地改进
针对变频器输出接地故障的问题,结合生产现场温度高,湿度大的特点,为了防止水和蒸汽顺着导线进入接线盒,除了将接线处打滴水弯外,在接完线盖好接线盒的盖子后,再用玻璃胶对接线盒进行封边。
4.2 制动器抱死改进
制动器抱死会影响调宽控制系统正常运转,调宽不能进行,从而影响开浇生产。为了能够及时处理不影响开浇,将电机制动器的整流块从电机机壳的接线盒内移至调宽变频器柜内。这样不仅使制动器抱死的问题能够快速解决,而且也改善了制动器整流块的工作环境,延长了使用寿命,节约了备品备件的成本,增加了效益。
4.3 脉冲编码器失转改进
脉冲编码器脉冲数不稳定产生的原因不外乎3种:一是由于脉冲编码器与电机连接轴松动造成的;二是由于脉冲编码器接线端接线问题;三是脉冲编码器自身损坏造成的。无论哪种原因产生的问题,都会造成调宽变频器不能正常工作。不过在生产节奏紧张的情况下,为了不影响生产计划,我们可以在变频器的面板上把参数从闭环改成开环。这样可以临时解决变频器报F015故障的问题,保证生产,参数设置见表2。
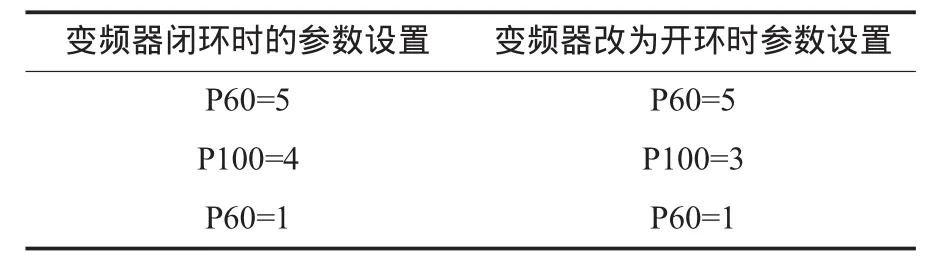
表2 改变前后的参数对比
为了操作方便,在变频器柜门上安装一个两挡位的转换开关,即闭环→开环,开环→闭环的往复转换开关。参数在原有参数的基础上修改如下:P362=12,P60=5,P100.2=3,P60=1,P578=18(X101:7),r011查看当前使用MDS组,即可实现柜门转换开关对开闭环的控制,大大提高了转换速度,使操作更加便捷,节省了时间,保障了生产。
5 改进后的效果
结晶器调宽控制系统改进后,提高了控制精度,方便了操作,降低了控制系统故障率,变频器报警功能方便维护人员查找故障,达到了快速解决问题的效果;避免了连铸机准备拉钢时结晶器调宽控制系统不能正常工作,造成连铸机延迟生产事故,保证了生产稳定顺利进行。
6 结束语
板坯结晶器调宽控制系统经过改进,降低了生产中的故障率,在工作稳定性、制动器整流块的使用寿命等方面得到提高。上述改进已成功应用于天铁热轧连铸板坯机结晶器调宽控制系统中,设备运行良好,完全达到了预期的目标,减少了备件的使用量,提高了设备的运行率,并取得了很好的效果,保证生产的安全稳定性,为日后进行其他项目的改造总结了宝贵的经验。
[1] 马骏.交流伺服控制系统在济钢连铸机中的应用研究[D].济南:山东大学,2006.
[2] 唐继刚.连铸机电气自动化控制性的设计与研究[D].长沙:湖南大学,2008.
Fault Analysis and Improvement of Mould Width Adjustment Control System of Slab Caster
CAI Lin-nan
(Hot Rolling Plate Mill,Tianjin Tiantie Metallurgical Group,She County,Hebei Province056404,China)
The basic structure and working principle of mould width adjustment control system of Slab Caster is introduced.The author analyzes the causes for faults in electric earthing,brake locking,impulse encoder and so on occurring at the running of mould width adjustment control system and proposes relevant improvement measures.After modification the mould width adjustment control system,which was operated easily,ran well and ensured safe and stable production.
slab caster;mould;control system;fault;analysis;improvement
10.3969/j.issn.1006-110X.2014.03.015
2014-02-01
2014-02-20
蔡霖楠(1987—),女,主要从事冶金电气控制技术管理工作。
