复合材料与钢板黏合面的太赫兹无损检测
2014-05-14,,
,,
(华中科技大学 光学与电子信息学院,武汉光电国家实验室,武汉 430074)
复合材料与传统材料相比,具有比强度高、密度低、比模量高、抗疲劳性能好及减振性能好等诸多优点。进入21世纪以来,复合材料已广泛应用于航空航天、汽车工业、化工纺织及机械制造等领域,但在复合材料的制造、成形过程中,可能会产生分层、夹杂、脱粘等缺陷,影响结构的性能和受力[1],在实际应用中通常要求对复合材料进行无损检测。传统的无损检测方法主要有五种:超声检测、射线检测、磁粉检测、渗透检测和涡流检测,五种检测方法具有不同的特点,适用于不同的场合、材料和工件。随着科技的发展与进步,一些新型复合材料应运而生,如绝热材料、蜂窝材料、电子填充材料等。
用于航天、兵器等领域的高分子复合材料,将其作为构件与衬底黏合时,其黏合面脱粘或灌胶不到位是导致构件失效的最主要原因之一[2],使用方迫切希望通过非破坏性检测方法探测脱粘或未灌满胶的部位。由于高分子复合材料的特性,这一质量问题用传统的X射线、超声检测等方法几乎无法进行无损检测。
太赫兹波是频率在0.1~10 THz的电磁波[3],是人类近十来年才开发利用的一个电磁波段,能够透过泡沫、陶瓷、塑料、高分子复合材料、磁性材料等这些可见光与红外波、甚至超声波都无法透过的材料,所以可以实现对这些材料的无损检测,形成一种基于射线的无损检测技术。作为一种新型的手段,太赫兹无损检测具有十分广阔的应用前景。针对上述高分子复合材料与衬底黏合质量的问题,可以利用连续太赫兹成像系统对黏合面进行无损检测,评估其黏合质量和脱粘状况。
1 太赫兹无损检测的工作原理
实现太赫兹无损检测的技术途径主要分为连续波成像与脉冲成像。前者利用电子器件发射的波长在中心波长附近小范围可调的连续太赫兹波,通过在(x,y)二维平面上移动样件或探头,获得二维图像。通过发射器中的调频技术和探测器中的混频技术,可在一定范围内获得样件不同纵深z处的(x,y)二维图像。后者利用光电子器件发射的宽频(典型的频谱范围为0.1~2.5 THz)脉冲太赫兹波,通过在(x,y)二维平面上移动样件,获得不同(x,y)点的太赫兹时域谱,傅立叶变换后获得相应点的频域谱。这样可以获得0.1~2.5 THz范围内不同频率点上样件的(x,y)二维图像。
1.1 连续太赫兹成像系统的工作原理[4]
图1所示为德国Syn View公司生产的Syn-View Scan 300连续太赫兹成像系统,其工作原理为:耿氏二极管发射中心频率0.3 THz的连续太赫兹波。通过三角波调制技术,使频率范围在0.23~0.32 THz范围内连续可调。不同频率的太赫兹波被透镜聚焦到样件的不同深度处,反射信号穿过样件后与发射信号进行混频,被肖特基二极管接收探测。混频后得到的信号中含有目标的相对距离信息,扫描头一次二维扫描,可同时采集样件不同深度的二维太赫兹图像(获得的二维图像为太赫兹波等光程面),有效实现太赫兹无损检测。
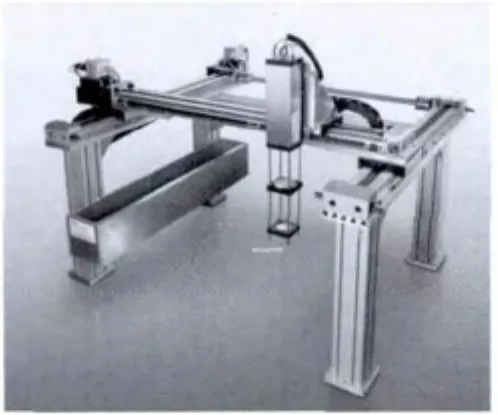
图1 Syn ViewScan 300连续太赫兹成像系统
1.2 脉冲太赫兹成像系统的工作原理

图2 脉冲太赫兹成像系统工作原理图
图2所示为脉冲太赫兹成像系统工作原理图,其中M1到M3表示反射镜;PCA是光电导天线;TA是一个THz吸收器;OAP1及OAP2表示离轴抛物面镜;装置中使用ITO玻璃令探测光和THz波共线;HRS是高阻硅(Si);TD表示THz探测器;L是高密度聚乙烯透镜。其工作原理为:由飞秒激光脉冲激发的太赫兹脉冲被离轴抛物面镜准直,由高密度聚乙烯透镜聚焦在样件上,其反射的太赫兹辐射被另一个离轴抛物面镜收集并聚焦在太赫兹探测器上,并且太赫兹脉冲的时域波形被记录下来。在扫描样件的过程中跟踪太赫兹脉冲波形的变化,即可记录下该样件的太赫兹像。
2 测试过程与结果分析
2.1 样件介绍
样件均为白色高分子复合材料压制成的六面体,外面有一层黑色涂层。样件1横截面为直角梯形,如图3(a)所示。尺寸:上底(63 mm)+下底(191 mm)+直角腰(150 mm)+高(23 mm);样件2横截面为正方形,如图3(b)所示。尺寸:边长(150 mm)+高(26 mm);两者均利用粘接剂黏结在一个300 mm见方的钢质薄板上,需要对黏结质量进行评估。由于基于光电子学产生的脉冲太赫兹波,能量非常低,探测纵深z往往很小;而且脉冲太赫兹波成像还需要在时域进行扫描,对此大样件耗时更多,故针对本样件选用连续太赫兹成像方式。根据连续太赫兹成像系统的工作原理,扫描头在XY平面内二维扫描,以样件上表面为基准面(令Z=0),可同时获得Z方向上不同深度(此时Z为负值)的二维太赫兹图像。
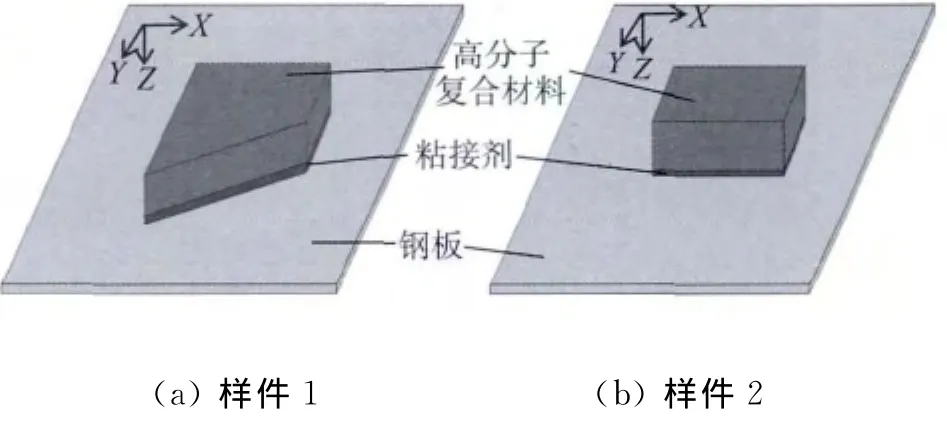
图3 样件图示
2.2 样件1测试分析
测得样件1在Z方向上不同深度位置的太赫兹二维图像如图4所示,其中右边颜色条表示反射太赫兹波信号的相对强弱,红色最强,蓝色最弱。图4(a)为样件表面(Z=0)的二维太赫兹图像,可知黑色涂层对太赫兹波有一定的反射率。图4(a)中有一青色矩形轮廓,为试验标记的标签纸。图4(b)为距离上表面之下26 mm处(Z=-26)的等太赫兹波光程的二维图像,图中有一反射率均匀的反射表面,说明此处为钢板表面的二维太赫兹图像。因为样件对太赫兹波的折射率(令其为n)大于空气的折射率,根据等光程面的性质,图4(b)中的梯形并不是样件底部的轮廓,而是样件Z=-26/n处的反射图像。样件厚度为23 mm,所以粘接剂厚度约为3 mm。图4(c)为Z=-28处的二维太赫兹图像,对应样件Z=-28/n处的反射图像。图中梯形样件反射强度并不均匀,四周反射率高,应是粘接剂涂层较薄,底部钢板对太赫兹的反射信号较强的缘故,说明此处接近样件底部。据此可估算高分析复合材料对太赫兹波的折射率为n=28/23=1.22。另在梯形样件中心区域观察到明显的条纹,说明中心部位粘接剂涂抹非常不均匀,样件与钢板的黏合质量不高,已产生脱黏现象。测试完成之后,做样件钢板受力分离试验,待粘接剂完全干燥凝固后,在钢板上施加0.5 kg的力就能将样件与钢板分离。
2.3 样件2测试分析
图5所示为样件2在Z方向上不同深度位置所对应的太赫兹二维图像。图5(a)为样件表面(Z=0)的二维太赫兹图像,图中样件表面右下角的太赫兹反射信号强度较弱,是因为此处黑色涂层脱落,白色高分子复合材料对太赫兹波反射率很低的缘故。图5(b)为距离上表面之下28 mm处(Z=-28)的等太赫兹波光程的二维图像,此处在空气中太赫兹波已达到钢板表面。样件厚度为26 mm,所以粘接剂厚度约为2 mm。同样此时中间方形图像对应样件Z=-28/n处的反射图像。图5(c)为Z=-32处的二维太赫兹图像,对应样件Z=-32/n≈-26处的反射图像,此处为接近样件底部的太赫兹图像。图中方形样件底部反射信号较弱,且信号强度均匀,说明中心部位粘接剂涂抹均匀,预估样件与钢板的黏合质量很好。测试完成之后,做样件钢板受力分离试验,待粘接剂完全干燥凝固后,在钢板上施加20 kg的力并不能将样件与钢板分离。
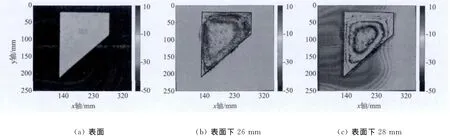
图4 样件1太赫兹图像
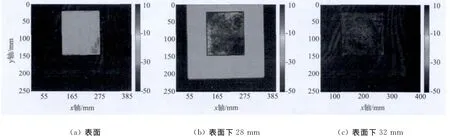
图5 样件2太赫兹图像
3 结论
利用德国Syn ViewScan 300连续太赫兹成像系统对复合材料与钢板黏合面的黏合质量进行了无损检测。测试结果表明,该无损检测技术能获得黏合面的二维太赫兹图像,分析粘接剂涂抹的均匀性,并进行黏合面的质量评估;后续钢板受力分析试验证实了黏合面质量评估的正确性。太赫兹无损检测技术为复合构件黏合面质量的非破坏性检测提供了一种可靠的方法。
[1]傅天航,刘松平.浅谈复合材料超声手动扫描成像检测[J].无损检测,2012,34(8):50-54.
[2]温茂萍,田勇,游开兴.复合构件粘合质量超声多次脉冲反射检测方法[J].测量技术学报,1996,10(2/3):679-682.
[3]许景周,张希成.太赫兹科学技术和应用[M].北京:北京大学出版社,2007.
[4]杨振刚,刘劲松,王可嘉.连续太赫兹成像系统对多层蜂窝样件无损检测的试验研究[J].光电子.激光,2013,24(6):1158-1162.