MTBE装置低异丁烯含量的调节方法
2014-05-10王旭波
王旭波
(中国石油宁夏石化公司,宁夏银川 750021)
MTBE(methyl tert-butyl ether)俗称甲基叔丁基醚,是一种无色、透明、高辛烷值的液体,其辛烷值:RON117,MON101,具有醚样气味,是生产无铅、高辛烷值、含氧汽油的理想调合组份,作为汽油添加剂已经在全世界普遍使用。它不仅能有效提高汽油辛烷值,而且还能改善汽车性能,降低排气中CO含量,有利于环境保护,同时降低汽油的生产成本。在MTBE的生产中高纯度异丁烯是提高其质量的关键。
1 装置概况
宁夏石化公司有一套MTBE装置设计能力为2万吨/年,年运行时间为8 000 h,生产的主要产品为MTBE,副产品为醚后C4,装置采用9万吨/年气分装置的混合C4和外购甲醇作为原料,由反应系统、产品分离、萃取回收系统三个系统构成。装置主反应器由原来的列管式改为混相床式反应器,反应器前各予备反应保护器,以延长主反应器催化剂使用寿命,其采用河北凯瑞化工有限公司生产的D006型催化剂。产品通过初馏塔单塔分离,后水洗,甲醇回收,最后完成整个生产过程。
2 反应原理
MTBE是由异丁烯与甲醇在催化剂阳离子交换树脂的作用下醚化合成的,从本质上说,它是一种亲电加成反应或正碳离子反应,其反应的化学方程式为:
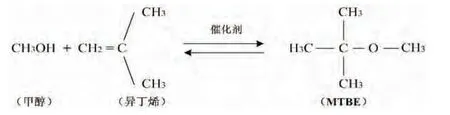
MTBE反应为可逆放热反应,反应温度在35~75℃,压力0.70~1.0 MPa,大孔强酸性阳离子交换树脂催化剂作用下合成。为了保证异丁烯转化率,一般情况下,使进料中甲醇摩尔数略高于进料中异丁烯摩尔数。在正常反应条件下,还存在以下副反应:原料中所含水份与异丁烯反应生成叔丁醇(TBA);异丁烯自聚生成二聚物(DIB);甲醇缩合生成二甲醚(DME)和水。副产物叔丁醇和二聚物也具有较高的辛烷值,可随同MTBE调入汽油。1-丁烯与甲醇反应生成甲基仲丁基醚(MSBE),其性质与MTBE相同,也可调入汽油中。
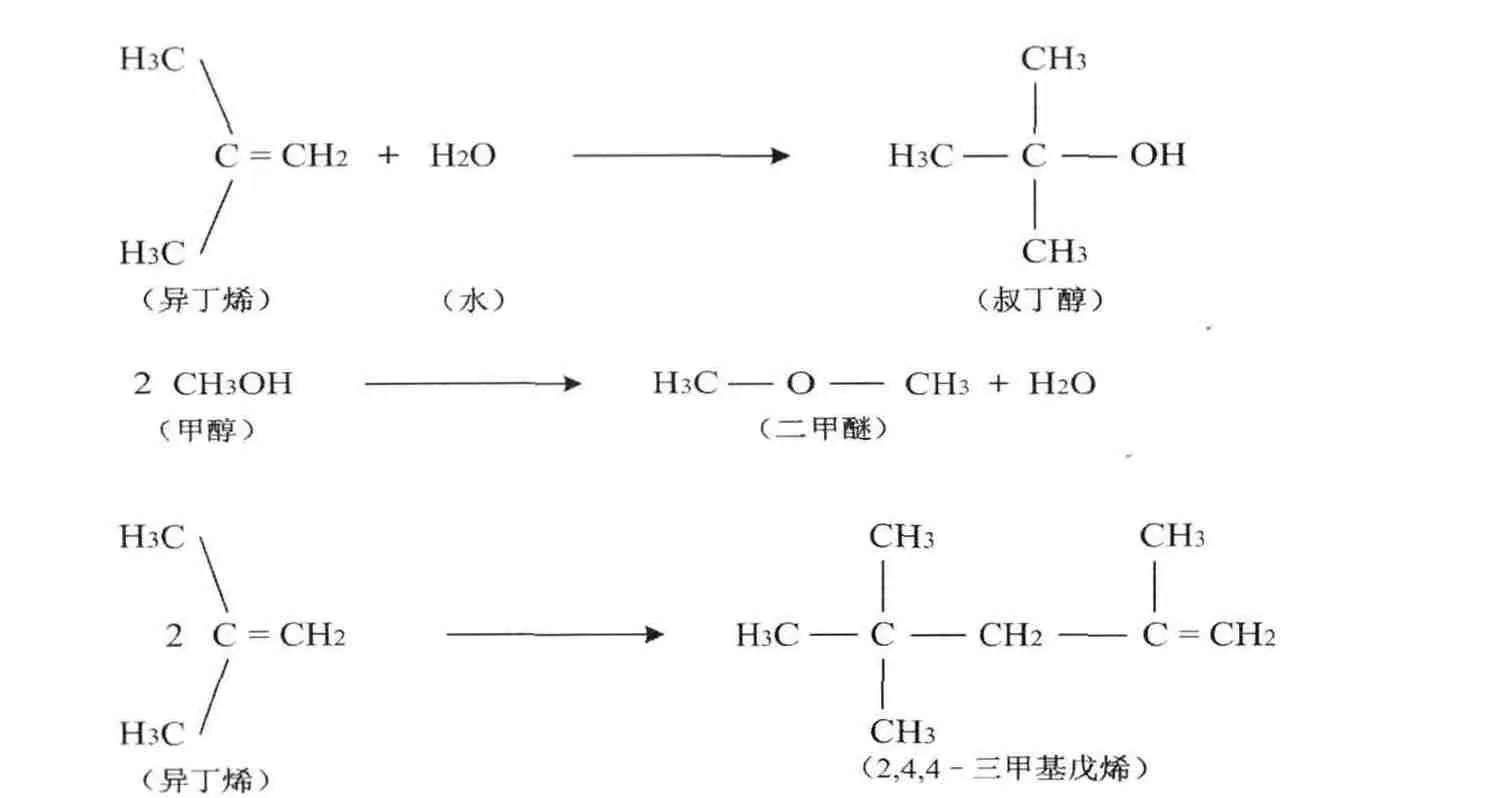
所有上述反应都属于放热反应,而且其副反应均影响生成MTBE的选择性和转化率,适当的控制反应温度,控制C4原料中的水分,调节合适的醇烯比,可以减少副反应的发生,提高MTBE的选择性和转化率。
本装置原设计为催化装置生产的混合C4作为原料,其异丁烯含量在12%~14%,由于生产变动采用醚后C4裂解制烯烃后的液化气通过气分装置分离后的混合C4为原料,其中的异丁烯含量只有5%~6%。
现就在低异丁烯条件下,分析其操作条件对MTBE合成的影响,从而得出低异丁烯含量时装置操作的最优参数。
3 反应器的操作条件对于MTBE的影响
反应器的操作条件包括醇烯比、压力、预热温度,床层温度。
(1)醇烯比:在异丁烯含量低的情况下增大醇烯比可以促使反应向正方向进行,使醚化反应更加彻底。
(2)反应压力:为保证物料保持在70℃以下,反应器采用混相反应技术,在一定压力下,部分C4气化吸收了部分反应生成的热量。为此,反应器出口不设置压力控制系统。而是同初馏塔使用同一压力控制系统。
(3)预热温度:根据混相床反应原理,预热温度控制着催化剂床层温度,预热温度越高反应进行的越快,反应物料在未到反应器出口就接近平衡,热点温度愈向床层下部移动,反应就会更彻底。
(4)床层温度:床层温度对于醚化反应转化率也有较大的影响,随着反应温度的提高,醚化反应的转化率会迅速增大,达到最大值后逐渐下降,因为随着反应温度提高醚化反应速率常数增大,所以醚化反应转化率增大。
鉴于以上原因我们对操作条件做出相应的调整(见表 1)。
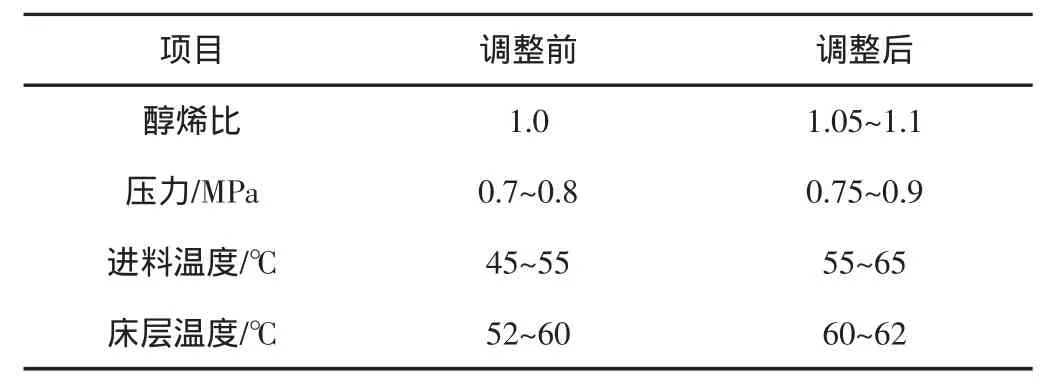
表1 反应器的操作条件
4 初馏塔操作条件对MTBE的影响
初馏塔属于共沸精馏塔,正常操作过程中要搞好以下几点,(1)进料状态要稳定;(2)保证塔的空速要控制在该浮阀塔所允许的范围内;(3)在保证塔底产品合格的情况下尽可能的减少塔顶MTBE含量。为了保证以上几点,在操作过程中要控制好塔底温度、塔压、塔空速。
(1)塔底温度:控制好塔底温度可以保证塔底MTBE的纯度,一般控制在120~130℃。
(2)塔压:尽量控制高点的塔压可以减少塔顶MTBE的含量,提高塔底的MTBE含量,一般控制在0.52~0.55 MPa。
(3)塔空速:空速取决于进料量及回流量,而进料取决于生产负荷及同一负荷下原料C4中异丁烯含量的大小,原料C4中异丁烯含量越小,该塔的气相负荷增加。而现在C4中异丁烯的含量比较低,应提高塔底的蒸汽量,然后增加塔顶采出量来保证物料平衡。
5 调整的效果
装置于2014年2月11日白班进料开工,经过两个班的调整后MTBE的纯度稳定并合格(≥98%),醇烯比按1.05进行配比,具体数据(见表2、表3)。

表2 反应器调整结果(%)
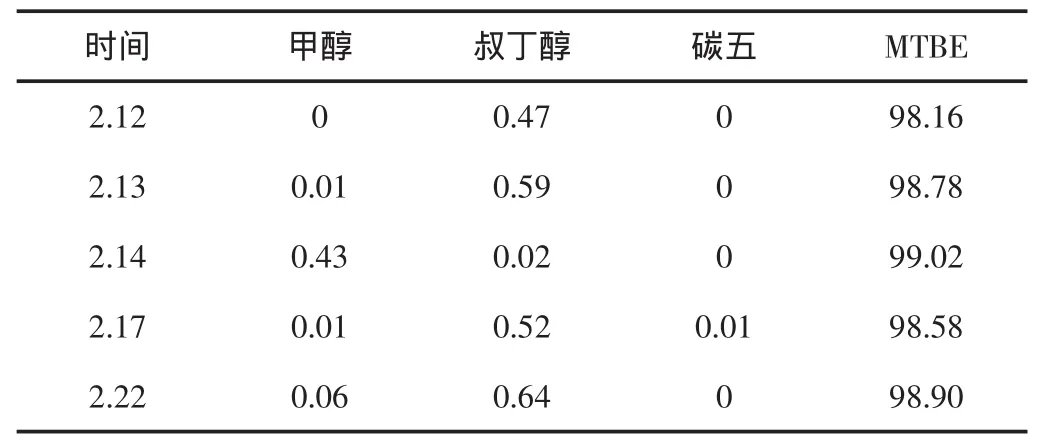
表3 初馏塔调整结果(%)
由上表可见,改变操作参数对产品质量有着至关重要的影响,寻找最优操作参数是使产品合格的关键因素。
