航空发动机高压压气机三级转子叶片掉角分析
2014-04-27范顺昌唐晓辉张银东杨树林
范顺昌,唐晓辉,张银东,杨树林
(1.驻沈阳黎明发动机制造公司军事代表室,沈阳 110043;2.沈阳黎明航空发动机(集团)有限责任公司,沈阳 110043)
0 引言
叶片类零件失效是航空发动机较常见的故障,国内外非常重视对其失效模式和机理以及预防措施的研究。疲劳断裂是转子叶片失效最常见的形式[1-7],引起疲劳的原因有多种。振动故障占发动机总故障的15%以上,而叶片振动故障又占振动故障的70%以上[7]。此外,叶片在加工、使用和修理过程中,如果出现腐蚀、打伤、表面沟痕、尖锐棱角等缺陷,会引起应力集中,显著降低叶片疲劳抗力,往往导致叶片早期疲劳失效[8]。压气机转子叶片是航空发动机结构件的关键转动部件,工作过程中承受复杂的应力状态、高速气流的直接冲刷及尘土、砂石等外来物的损伤,出现故障的概率较高[9-11]。
高压压气机三级转子叶片采用TA11合金锻造而成,主要加工工序有模锻、机械加工、表面喷丸和振动光饰。航空发动机在工厂试车后,发现有1片三级转子叶片叶尖前缘掉角,裂纹起源于叶背。进一步检查发现,掉角叶片叶尖在进气侧有明显的摩擦痕迹和氧化色,对应的机匣涂层表面有明显的划痕;其它叶片损伤轻微。产生叶片掉角的原因很多,摩擦、碰撞、外来物、振动、材质等因素往往交织在一起,导致故障不再表现为单一的失效模式,使分析工作变得复杂和困难。深入研究分析该类叶片零件的失效模式和机制,采取有效的针对性措施,对于降低叶片类零件发生故障的频率,避免同类事故的反复发生,从而提高航空发动机的使用性能、可靠性和安全性有十分重要的意义。本研究对故障件进行了组织分析和断口观察,确认了故障的性质,对可能导致故障产生的因素进行分析。
1 实验方法与结果
1.1 外观及断口分析
故障件形貌如图1所示,掉角位置在进气边叶尖处,呈圆弧形。

图1 掉角叶片形貌Fig.1 Morphology of the failed blade
叶尖处有不均匀的摩擦痕迹(图2),在进气侧摩擦痕迹较重,而叶尖中部和排气侧未见明显的摩擦痕迹。摩擦处发生氧化,接近掉角处氧化色较深,说明该处摩擦较重或摩擦时间较长。

图2 掉角叶片叶尖处的碰磨痕迹Fig.2 Trace of collision and friction at the tip of the failed blade
对断口宏观形貌进行观察,断口有2条弧线,弧线连续圆滑,该断面有2处起源,如图3中箭头1、2所指,疲劳起源于叶背处。在靠近叶尖和进气边处(即断口两端)断口相对粗糙,其余大部分断口较为圆滑。
用扫描电镜对断口进行进一步观察。图4a为故障叶片疲劳区1的二次电子像,可见疲劳弧线与叶背所包围的部分呈新月形,构成一个独立断裂单元。该单元没有汇聚于断裂源的放射状纹理,呈现出比较典型的线源特征。将源区进一步放大(图4b),可见断裂源处的断口因受到研磨而变得光滑。
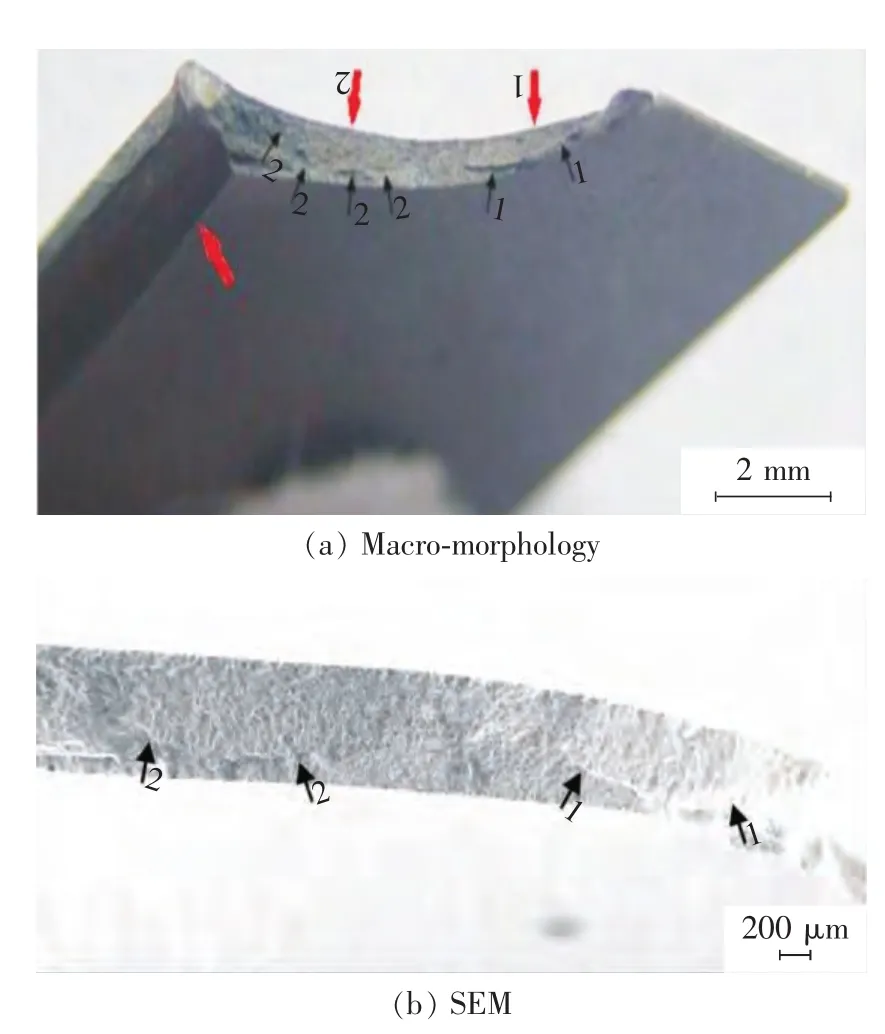
图3 掉角断口宏观形貌Fig.3 Morphology of the frature
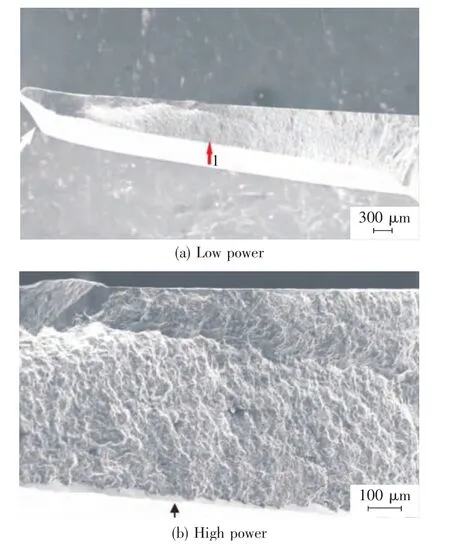
图4 疲劳源区1的形貌Fig.4 SEM morphology of the fracture initiation area 1
图5为断口研磨处的X射线能谱分析结果,成分符合TA11合金成分,没有外来元素,说明断裂源萌生并导致叶背开裂后,相匹配的开裂面只是发生了相互研磨,而没有外来物的参与。
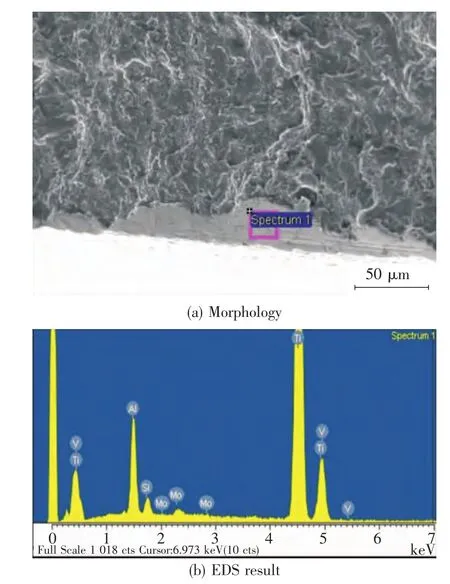
图5 疲劳源区的研磨痕迹Fig.5 Trace of collision and friction and EDS of the source region
图6是叶盆侧断口的局部高倍像,可见叶盆侧也发生了研磨现象。表明疲劳区1所在的断裂单元形成后,随着叶片开裂的进一步扩展,导致了从叶背到叶盆的贯穿开裂,开裂后叶背和叶盆附近发生了断口的相互研磨,而此时叶片尚未掉角。

图6 叶盆侧的研磨痕迹Fig.6 Trace of collision and friction at the basin side of the blade
图7是源区2的二次电子像,同样没有汇聚于断裂源的放射状纹理,也表现出典型的线源特征,可见局部受到研磨。从断口形貌上看,2个断裂单元的特征是相近的,都是导致故障发生的先期开裂部位,其源区共同构成了掉角断口的裂纹源。

图7 疲劳源区2的形貌Fig.7 SEM morphology of the fracture initiation area 2
此外,在断口上有较多的接近平行的二次裂纹,并可见清晰而细密的疲劳条带(图8),这些疲劳特征进一步说明叶片掉角为疲劳断裂。2个断裂源区均未发现明显的冶金和加工缺陷。

图8 断口上的疲劳条带Fig.8 Fatigue striations on the fracture
1.2 材质检查
在故障叶片叶身上取样,进行化学成分和金相组织分析。对故障叶片同批次材料的力学性能进行复查。
分析化学成分见表1,符合TA11材料标准要求。
材料金相组织如图9所示,主要为等轴或拉长的α组织以及少量的β组织,未见原始β晶界上连续的α网状组织,符合标准要求。
故障叶片同批次材料的力学性能见表2和表3,其室温拉伸性能、425℃拉伸性能、425℃热稳定性能,以及425℃/410 MPa/100 h蠕变性能符合标准要求,各项指标均有一定的裕度。

表1 故障件的化学成分(质量分数 /%)Table 1 Chemical content of the failed blade(mass fraction/%)

表2 故障件同炉批材料的力学性能Table 2 Mechanical properties of the same-furnace material
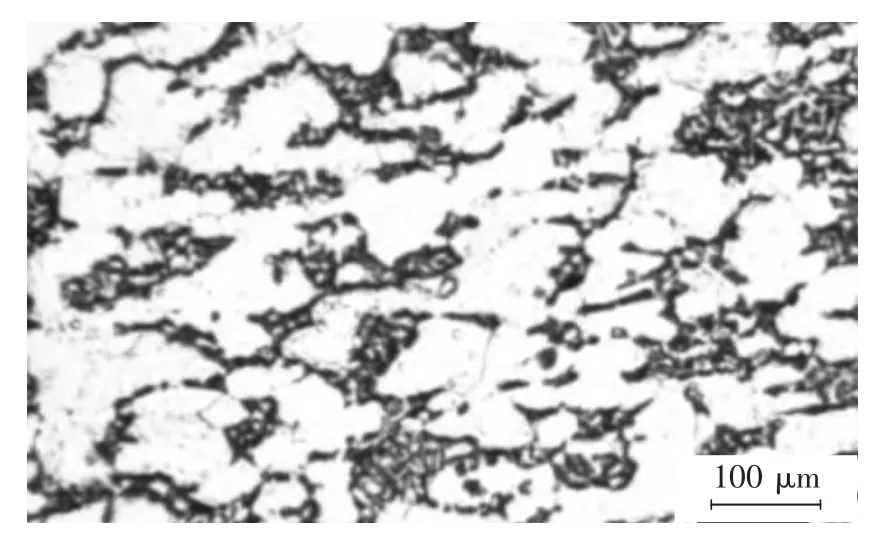
图9 故障叶片的组织Fig.9 Microstructure of the failed blade

表3 故障件同炉批材料的高温蠕变性能Table 3 Creep property at 425℃/410 MPa/100 h of the same-furnace material
2 分析与讨论
2.1 材质因素
TA11合金是近α型钛合金,可在450℃以下长时期工作[12],主要用于制造压气机的盘、叶片及机匣类零件等,在国内外有比较成熟的应用经验。叶片组织未见异常,所用材料的力学性能符合标准要求,说明强度储备满足设计规范的要求。正常工作状态下,掉角部位的应力很低,本次故障不应是由于静强度储备不足造成的。叶片所用材料的组织和性能符合标准要求,疲劳源处未见明显的冶金缺陷,说明本次故障和材质没有直接关系。
2.2 摩擦因素
高压压气机转子叶片叶尖与静子机匣之间的径向间隙直接影响到压气机的工作效率,叶尖间隙每增大1%,压气机效率下降约1% ~2%,所以在设计上必须严格控制高压压气机径向间隙。常规做法是采用塞尺测量径向间隙,在三级转子叶尖部位的机匣外环块上喷涂有可磨耗涂层,用于减少转子叶片的磨损。工厂试车后检查叶片变形和叶尖磨损,如发现叶尖磨损,采用抛修的方法去除磨痕,以减少在磨痕处的应力集中。叶片在高速旋转的过程中与涂层发生非均匀碰磨,将会导致局部区域出现异常高温区而氧化变色,这种高温下的摩擦如果持续时间较长,将会破坏叶片叶尖处的表面完整性。与机匣碰磨产生的应力是从叶盆侧向叶背侧的,该叶片掉角疲劳起源于叶背而非叶盆,说明碰撞带来的附加应力和变形并没有直接引起叶片疲劳开裂,也就是说叶片与涂层的摩擦只是一个诱发因素。掉角断口呈弧形,应与某种振型有关。
2.3 振动因素
叶片的激振频率与其本身结构和装配特点密切相关,其坎贝尔图见图10,存在激振频率,分别对应于高压压气机机匣的对开组装方式、第三级转子外环块的通气孔、以及前三级静子叶片的装配数量。利用激光散斑法对该叶片进行频率及振型测量,将测量带宽提高到25 kHz时发现叶片频率比较密集,在25 kHz频率范围内可分辨振型有16阶。根据叶片相对振动应力分布情况,第6、7、9、11、12阶振型在叶尖前缘处应力最高,而第5、8、10、14、16阶振型则在靠近叶尖前缘处的叶背侧应力最高,如果出现共振有可能会引起叶片掉角故障。但从坎贝尔图上看,第 6、7、8、14、16 阶在工作转速范围内与静子叶片数等激振因素无交点且裕度较高,不会激起共振。第 5、9、10、11、12 阶频率在工作转速内存在共振点,激振因素与叶片装配数量及第三级转子外环块上的通气孔有关。可能的共振是否导致失效,也和振型有关。根据故障叶片的断裂位置,结合试验振型和坎贝尔图,在发动机工作转速范围内可能激起且能引起第三级转子叶片掉角的振型为5阶2扭振型(图11)。在慢车转速和巡航转速时,第5阶振动频率与30E激振频率均有较大的设计裕度,若激起危险共振,需要较大的激振能量,一般情况下不会发生共振。但在叶片与机匣之间存在不均匀非正常碰磨的条件下,振动必然加剧,进而会引起三级转子叶片出现二扭共振。第5阶振型在靠近叶尖前缘处的叶背处应力水平最大,致使疲劳裂纹在叶背处产生并扩展;摩擦破坏了叶片的表面完整性,使疲劳极限下降,促进了疲劳裂纹的产生和扩展,最终导致叶片掉角。掉角部位(图1)与二扭振型共振节线(图11)重合度较好,进一步说明了振动是叶片掉角的根本原因。

图10 三级转子叶片坎贝尔图Fig.10 Campbell diagram of the blade

图11 可能激起第三级转子叶片掉角的振型Fig.11 Possible vibration mode leading to angle loss
3 结论
1)高压压气机三级转子叶片掉角为多源疲劳断裂,源区未见明显的冶金和加工缺陷。
2)叶片叶尖受到不均匀碰磨引发叶片产生二扭共振是叶片掉角的根本原因。
[1]傅国如,禹泽民,王洪伟.航空涡喷发动机压气机转子叶片常见失效模式的特点与规律[J].失效分析与预防,2006,1(1):18-24.
[2]刘庆瑔.发动机I级压气机转子叶片断裂分析[J].失效分析与预防,2007,2(2):34-37.
[3]姜涛,李春光,张兵.发动机压气机转子叶片断裂失效分析[J].装备环境工程,2011,8(3):18-22.
[4]何玉怀,刘昌奎,张兵.TC11钛合金转子叶片断裂分析[J].中国有色金属学报,2010,20(s1):s365-s368.
[5]Dungey C,Bowen P.The effect of combined cycle fatigue upon the fatigue performance of Ti-6Al-4V fan blade material[J].Journal of Materials Processing Technology,2004,153-154:374-379.
[6]Walls D P,deLaneuville R E,Cunningham S E.Damage tolerance based life prediction in gas turbine engine blades under vibratory high cycle fatigue[J].Journal of Engineering for Gas Turbines and Power,1997,119(1):143-146.
[7]李世林.CFM56-7B发动机叶片振动模态分析[J].中国民航飞行学院学报,2011,22(4):13-15.
[8]刘庆瑔.航空发动机叶片制造技术及失效分析[M].北京:航空工业出版社,2011:506-509.
[9]陶春虎,刘新灵.航空发动机材料和工艺的安全性评估[J].失效分析与预防,2007,2(4):14-20.
[10]陶春虎,钟培道,王仁智,等.航空发动机转动部件的失效与预防[M].北京:国防工业出版社,2000:102-164.
[11]苏清友.航空涡喷涡善发动机主要零部件定寿指南[M].北京:航空工业出版社,2004:111.
[12]中国航空材料手册编辑委员会.中国航空材料手册(第4卷):钛合金 铜合金[M].北京:中国标准出版社,2002:53-58.