槽式洗矿机尾轴组件频繁过度磨损原因分析及对策
2014-04-27陆克孙
陆克孙
(广西华银铝业有限公司,广西 百色 533700)
1 槽式洗矿机介绍
靖西华银矿业有限公司有12台双螺旋轴槽式洗矿机(后面简称槽洗机),承担第二段小于50mm的矿砂的淘洗任务。槽洗机运转时两根轴反向旋转,两轴上呈交叉状安装的叶片不停的搅拌矿浆,同时把矿砂往上送,直至落入皮带,送往下一个设备。槽洗机呈15°斜度安装,尾轴处在低点,浸泡在泥浆液面以下约50cm.。尾轴组件结构如图1所示:
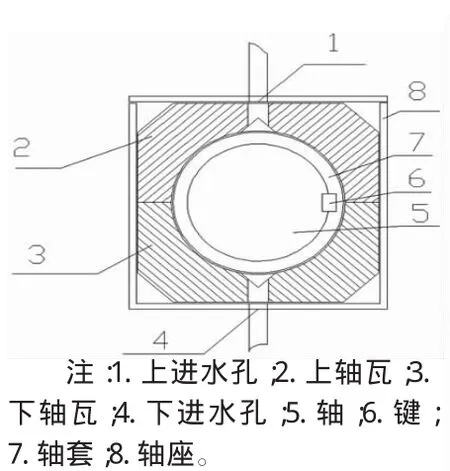
图1 槽洗机尾轴组件简图
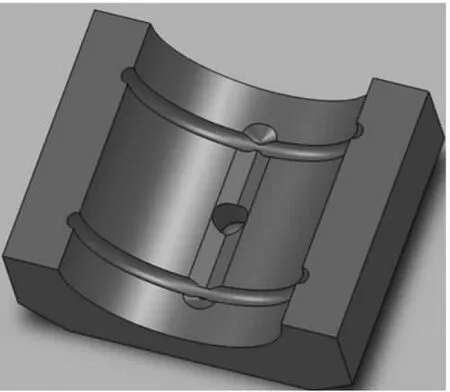
图2 轴瓦立体图
上轴瓦和下轴瓦结构完全相同,轴瓦的弧面上布有“工”字型的水槽,清水通过上下两个进水孔进入水槽,主要有两方面作用:一是,阻挡泥浆矿砂等进入轴套-轴瓦摩擦面,造成过快磨损;二是,引入清水可以起到润滑和降低轴套-轴瓦摩擦面的温度,减少磨损。轴瓦和轴套都是磨损件,需要经常更换。轴瓦采用耐磨聚合物材料制作,而轴套则是耐磨钢件,正常情况下轴瓦会比轴套磨损得快,所以轴瓦厚度比轴套厚得多。
2 存在问题
2013年6月至今槽洗机发生尾轴下沉累计达20次之多,直接经济损失近30万元,并且严重影响矿山的生产。槽洗尾轴下沉是由于下轴瓦和尾轴套磨损过度,甚至尾轴轴体磨小,尾轴座磨穿等严重情况造成。根据以往的经验,正常情况下轴瓦和轴套的使用寿命略长于叶片的使用寿命,一般都是在更换螺旋轴的叶片时一起将轴瓦轴套更换。但是这段时间尾轴轴套和轴瓦的磨损速度过快,远早于叶片的更换周期,已经多次造成了轴体和轴座的磨损。槽洗尾轴体一旦发生磨损,便会影响尾轴套安装,因此需要返厂更换轴体,费用高昂。
3 原因分析
造成槽洗机尾轴轴瓦磨损过快,使用寿命过短,尾轴下沉的原因可能有以下几方面:
3.1 轴瓦质量问题
轴瓦制造使用的材料发生变化,新的材料没有之前的材料耐磨,会造成使用时寿命明显缩短。经过我们多方反应情况和跟踪了解,排除了轴瓦质量问题。
3.2 负载变化
槽洗机给矿量增加,负载加大,造成轴瓦承受更大的作用力,轴瓦和轴套摩擦增加,也会造成轴瓦磨损过快。但是实际情况刚好相反,通过对一段设备圆筒筛洗机的整改,进入槽洗机的矿量只会减少,矿石的粒度也减小了,槽洗的负载也只会变小。所以也排除了槽洗负载增加造成轴瓦磨损过快问题。
3.2 轴瓦供水情况发生变化
水对于槽洗机尾轴组件的运转非常重要,能够为轴瓦-轴套之间的摩擦提供润滑,以及带走摩擦面产生的热量,降低温度,还能把泥沙阻挡在尾轴轴座外面,保证轴瓦-轴套之间摩擦面干净。因此良好的供水状况是轴瓦正常使用的基础。目前槽洗机尾轴轴封水由高位水池供给,理论上供水的压力可以达到0.6MPa。我们注意到,随着生产的需要,用水量越来越大,从主管道接出来的管路逐渐增多,所以轴瓦的进水压力也明显的变小,特别是在回水池补充清水的时候,主管道的水大部分流向回水池,轴瓦的供水压力降到最小,还不到0.1MPa的水压。另外,投入运行多年后,阀门和管道内的淤积物增多,管道的输水能力也会下降。通过分析和观察,确定了轴瓦过快磨损的原因是供水压力不足。
3.3 轴瓦进水口位置设计存在问题
观察发现,轴瓦的进水口从V型水槽中间进入后通向两侧的U型水槽,且位置处于轴套与轴瓦的切点上。这样的设计在几乎不受轴套磨损的上轴瓦没有什么问题,但是在下轴瓦,由于轴套与轴瓦的不断磨损,深度只有10mm的V型槽,会越来越小,下进水孔进水量也越来越少,当磨损接近10mm以后,进水孔被轴套堵住,下进水孔便失去作用,此时轴瓦仅有上进水孔供水,整个轴瓦的进水量便减半。在水压很大的情况下,仅通过上进水孔供水是足够的。当水压下降时下进水口设计的位置缺陷便凸显出来。
3.4 缺乏及时有效的监控手段
轴瓦过快磨损,我们又缺乏及时有效的监控手段,不能及时的了解到轴瓦的磨损程度,轴瓦得不到及时的更换便会造成轴瓦磨穿后轴套与轴座发生摩擦,轴体被磨小,出现尾轴下沉的现象,甚至会发生叶片刮到槽箱等严重设备事故,经济损失扩大。
4 解决方案
4.1 正确操作槽洗机
槽洗机停机停水时泥浆水会进入轴瓦内,因此,每次开机之前应先打开尾轴供水阀门,通水十分钟左右的时间,将沉积在轴瓦内的泥沙冲出。
4.2 定期检查尾轴供水水压,排除管路堵塞
长期使用后管路可能被水垢等杂物堵塞。另外槽洗机停机停水之后,容易造成泥浆水倒灌造成管路堵塞。所以槽洗机的操作人员必须定期检查尾轴的水压情况,如果发现水压变小或者没有水,应立即停机检查管路,排除堵塞,保持管路的畅通。
4.3从它处引水,保证尾轴水压
对于已经检查管路,仍无法排查堵塞之处的槽洗,必须从其他能保证水质和水压达到要求的管道上引入水管,才能保证尾轴长期稳定运行。
4.4 改变下轴瓦进水口位置
由于上下轴瓦装配之后附在表面的水槽相通可以形成互通的水路,因此将下进水口设在上水瓦效果是一样的。如此,上轴瓦便有两个进水口,两个进水孔分别直通两侧的U型槽。这样便解决了下进水口在V型槽受到磨损后进水量逐渐减少的问题,保证了整个轴瓦稳定的供水。
4.5 加强尾轴磨损情况的检查,及时发现磨损的轴瓦,并更换
我们研究发现通过上轴瓦供水管道探入探杆,可以探抵尾轴轴套顶部,轴套-轴瓦的磨损程度会反应在探杆探入管内的长度变化上。因此可以用此方法探测尾轴的磨损情况。而且该方法只需要将管道的的三通改四通,其中朝上的通口作为探杆的探入口,然后在四通的前面增加一个阀门。将阀门关上,没有水从探口中喷出,便可以用探杆探测尾轴轴套-轴瓦组件的磨损。此探测方法操作简单,不影响设备的运行,整改量也小,探测效果也很好。如果探杆探入的深度增加10mm,说明下轴瓦磨损了10mm的深度(轴套也磨损,不过磨损量较小,可以忽略),V型水槽已经磨没了,轴瓦-轴套间磨损情况恶化,此时应该更换下轴瓦。通过此方法定期检查探测尾轴组件的磨损情况,及时发现磨损超出允许值的轴瓦,只需要更换轴瓦,便可以迅速恢复生产,避免了未能了解磨损情况而造成磨损扩大,造成更长的停机检修时间和经济损失。
5 结束语
槽洗机是洗矿流程的关键设备之一。加强槽洗机尾轴组件磨损情况的检查,保证尾轴供水的水质和水量,才能避免尾轴“下沉”现象。
[1]杨国安.滑动轴承故障诊断实用技术[M].中国石化出版社,2012,1,1.
