水泥粉磨新型节能工艺的发展现状
2014-04-26贾华平
贾华平
(天瑞集团水泥有限公司,河南汝州 467500)
众所周知,水泥行业是能耗大户,能源消耗伴随着水泥生产的全过程,在激烈的市场竞争和紧迫的节能压力下,节能措施不断推陈出新。在生料立磨、辊压机联合粉磨水泥、悬浮预热和预分解烧成等工艺技术,已经成熟并得到快速推广的今天,是否还有效果显著的工艺节能措施呢?本文就自己对水泥粉磨了解的一些不全面的情况,作一下技术展望。
1 关于水泥的分别粉磨
前面已谈到了生料的分别粉磨,实际上分别粉磨这个概念,在水泥粉磨系统早有应用,是普通开流磨年代的主要增效措施之一。后来,由于选粉机的出现,特别是由于辊压机的出现,直至发展到目前的联合粉磨系统,分别粉磨的光环逐渐被掩盖。
对于水泥在混凝土中的使用性能来讲,应该说0~80μm的颗粒都是必要的,但对于水泥强度的贡献,则主要是3~32μm的熟料颗粒。熟料颗粒>32μm就会影响到其水化速度,影响到其活性的发挥,影响到其对水泥强度的贡献,应该尽量控制;<3μm的颗粒虽能显著提高水泥的早期强度,但会导致水泥的后期强度降低,引起水泥强度的前后不平衡,也是应该努力减少的;由于熟料是水泥配料中成本最高的组分,所以水泥中的其他粒级应该尽量减少对熟料的占用,而由其他成本较低的组分来补足。
用于粉磨水泥的不同组分的易磨性是相差很大的,目前的配料后共同粉磨,对水泥强度起主要贡献的熟料很难磨到最佳的细度,造成一定的潜能浪费;而比较易磨的其他组分又很难做到不产生过粉磨现象,增加除尘难度、影响磨内通风、产生包球及糊篦缝,最终是降低了台时和增加了电耗。那么,如何在各组分的易磨性相差很大的情况下,实现对水泥中熟料的最佳粉磨呢?
目前,随着联合粉磨系统可挖的潜力已经不多,为了进一步的节能降耗,分别粉磨又逐步被重视起来,在国内的水泥厂、粉磨站,都已经有了设计、改造、运行的案例。这里简单介绍一下拉法基瑞安东骏公司的水泥分别粉磨情况,供大家参考。
东骏公司拥有一条4000t/d的新型干法水泥生产线,于2005年6月点火生产,设计年生产水泥148万t。水泥粉磨采用分别粉磨工艺,粉磨设备采用两台史密斯的OK33-4立磨,混合材和熟料的粉磨是分开进行的。
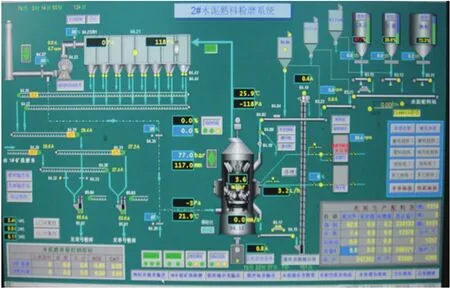
图1 熟料粉磨系统
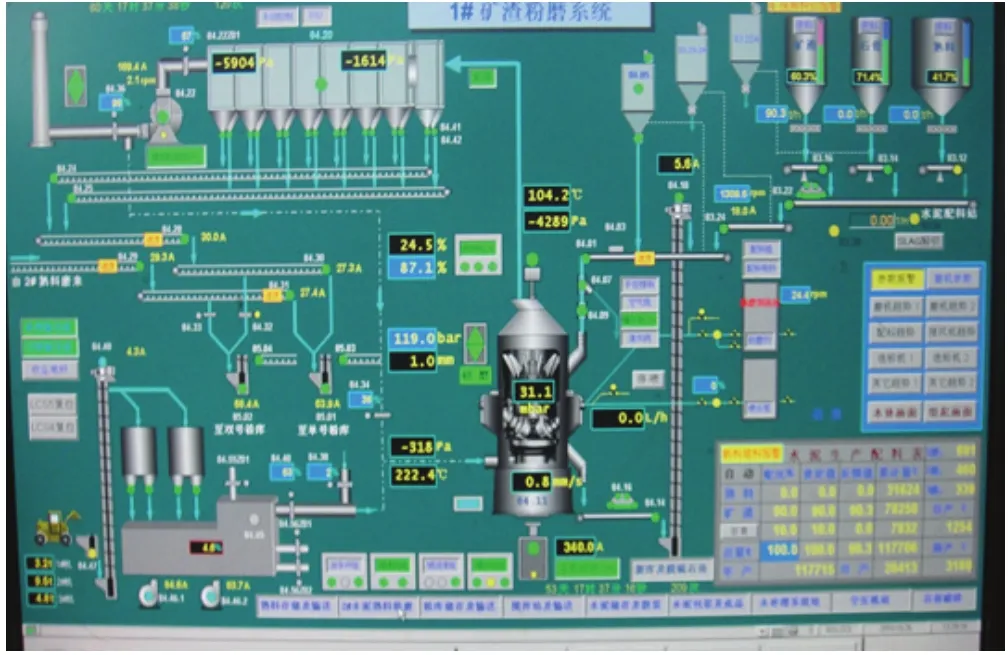
图2 混合材粉磨系统
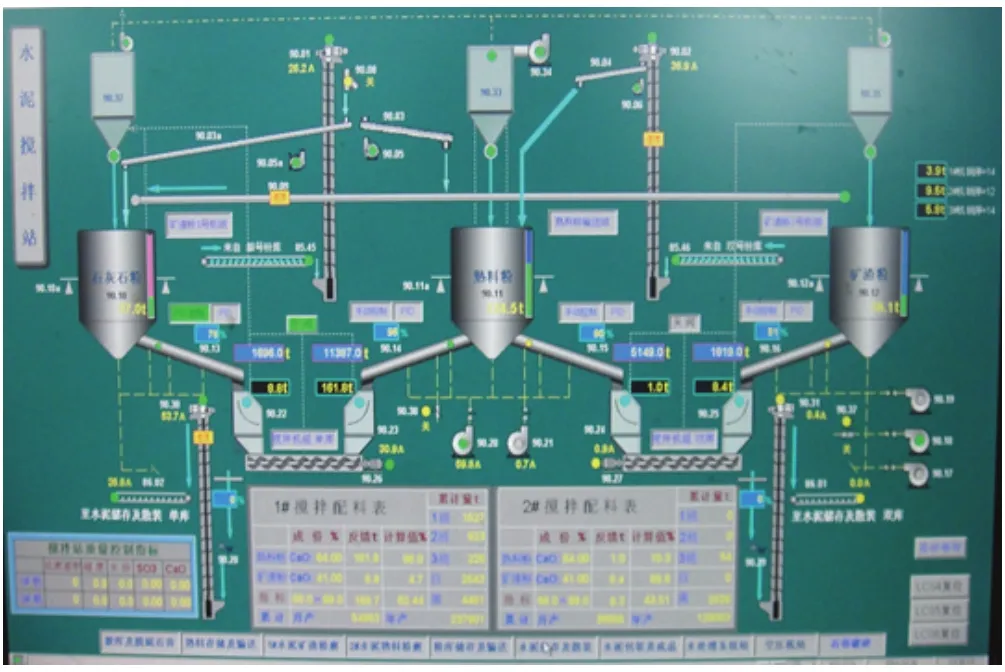
图3 混合搅拌系统
熟料和石膏用一台立磨粉磨,矿渣和石灰石用一台立磨粉磨,分别送入相对应的粉料库储存。然后,根据市场对水泥品种的需求,经冲板流量计计量按比例配合后,喂入两台KM3000D型混合搅拌机,经过搅拌混合后送入水泥储存库储存及出厂。
立磨设计生产能力为:矿粉比表面积>420m2/kg,台时84t/h;熟料粉比表面积>330m2/kg ,台时150t/h。其中熟料磨可以粉磨熟料粉或者直接生产水泥成品,矿渣磨可以在矿粉库满时先用熟料洗磨,然后调入熟料粉库粉磨熟料粉,可以根据生产情况和市场需求灵活多变的组织生产。2009年水泥粉磨系统综合平均电耗为31.13 kWh/t,各品种电耗见表2。

表1 2009年电耗情况统计表
通过以上数据我们可以清楚的看出,该公司选用立磨机进行水泥的分别粉磨是具有极大优势的,在当前的行业局势下,在原材料价格一路攀升的情况下,它可以控制水泥粉磨的电耗。需要指出的是,东骏公司水泥磨系统的大型电机采用已经淘汰的水电阻启动方式,如果采用先进的变频调速技术,水泥粉磨电耗还能进一步降低。
2 水泥磨外粉碎磨新理念
水泥窑由于生料分解要消耗大量的能量,为了减轻窑的负荷将分解功能移出窑外,专门设置了分解效率比窑更高的分解炉,由此形成了窑外分解窑。
那么,水泥磨的主要能耗用于物料粉碎,能否将粉碎功能移出磨外,也设置一个粉碎效率更高的设备承担,由此形成磨外粉碎磨呢?答案是可以的。现有的辊压机预粉磨、辊压机联合粉磨系统都是在不同程度上的粉碎移出。
图4 辊压机联合粉磨系统
我们知道,目前在水泥粉磨系统上,还不能使用辊压机终粉磨,其主要原因不是辊压机的效率低,而是由辊压机终粉磨系统生产出的水泥,一是颗粒级配过窄,二是水泥颗粒的球形度不好,所以仍然甩不掉球磨机。
联合粉磨系统就是要利用辊压机和球磨机各自的长处,既要实现高效率,又要有好的颗粒级配和球形度,只是目前的分工还不够彻底。
如果我们在联合粉磨系统中,进一步把辊压机做大、并加大其循环负荷,就能将大部分粉碎功能在磨外完成,留给球磨机的任务就主要是整形了,这就形成了磨外粉碎磨。从而使球磨机的负荷大幅度减轻,便可以把球磨机的规格缩小并改为单仓磨,不但减轻了球磨机本身的能耗,而且降低了系统阻力。
首先,在水泥粉磨系统的设计上,要敢于大胆尝试,因为经过这几年联合粉磨系统的发展,辊压机越配越大,实际上走的就是这条路线,只是还不到位而已,已经没有什么风险了。
如果受辊压机装备制造能力的限制,一时还做不了足够大的辊压机,则可以先把球磨机配小点,并采用单仓磨配置,适当降低一些系统能力也是可以的,只要系统电耗降下来就值得。
退一步讲,如果暂时不具备改造条件,在现有联合粉磨系统的操作中,我们也应该努力加大辊压机的循环负荷,向磨外粉碎磨趋近,这也是一个有效的节能措施。
诚然,问题并非如此简单,这不单是一项辊压机技术,而是一项粉磨系统的系统工程技术。在制定方案和实施过程中,还有好多具体问题需要做系统的研究,这也正是这项技术至今未能推开的原因。实际上,国内一些比较前卫的公司已经在这方面做了一些探索,但结果都不太理想。
3 水泥立磨终粉磨已经成熟
立磨以其粉磨、烘干效率高,入磨物料粒度大,粉磨物料适应性好,工艺流程简单,空间布置紧凑,维护费用低等优点,在生料粉磨系统中的应用得到了迅猛发展。
但目前,国内粉磨水泥熟料仍然以辊压机+球磨机双闭路联合粉磨为主。球磨机的粉碎机理是对于大块物料,靠球的冲击,属于单颗粒破碎。100多年来球磨机的结构和工艺系统有了很大改变,但粉碎机理依旧,所以能量利用率没有大幅度的变化。由于破碎粉磨效率低下,绝大部分钢球的冲击能转变为热能,少部分冲击能转变为噪声,不但浪费了能源,而且污染了环境。
水泥粉磨是保证水泥成品质量的最后一关,尽管人们一直想将水泥行业推进到无球化时代,但由于球磨机结构简单、实用可靠、适合水泥工业的粉磨要求,所以它仍然长期占据着水泥粉磨的主导地位。
实际上,以立磨为代表的新一代水泥粉磨,尤其是水泥立磨终粉磨技术,以其工艺系统流程简单,单位电耗低、水泥产品质量稳定以及操作方便等诸多优点,已经在水泥行业迅速发展起来。国外尤其是欧美等国大公司在水泥立磨终粉磨方面技术已经非常成熟,已经有大量的销售使用业绩。
实践表明,水泥立磨终粉磨产品,完全可以和球磨机媲美,能够满足各种工程需要。根据中国水泥行业的资深专家高长明的统计,在历年新建水泥项目中,水泥立磨终粉磨的选用率见表3:
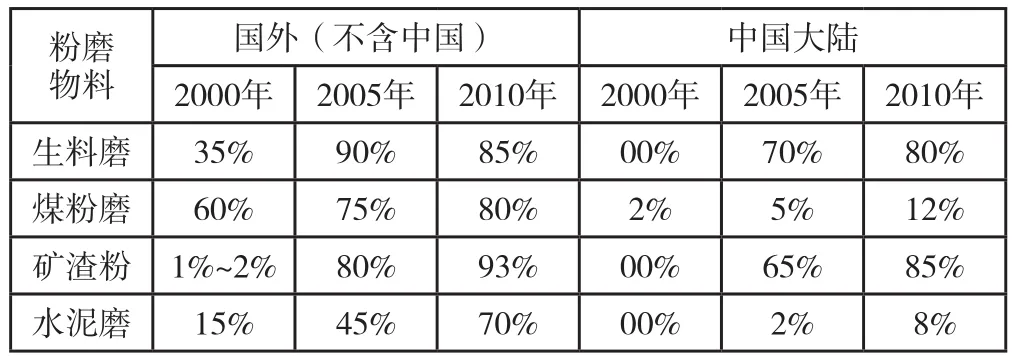
表3 水泥立磨终粉磨选用率
2004年9月台湾幸福水泥公司在越南福山(phuc son)设计的无球化工厂,设计能力为5000t/d,采用1台LM48.4的生料磨、2台LM46.2+2C的水泥磨和1台MPS3070BK的煤磨。整个水泥厂的吨产品电耗降到78~80kWh/t。
成都院设计的阿联酋10000TPD生产线,也于2006年投产,印度新建的10000TPD生产线也投入运行,全部采用立磨,分别粉磨原料、煤、水泥,都取得了良好的业绩。还有多条新建水泥生产线采用了水泥立磨终粉磨技术。
在国内,湖北亚东(莱歇立磨)、云南东骏(史密斯立磨OK33-4)、四川星船城(莱歇立磨)等水泥公司采用了进口水泥立磨,目前这些水泥立磨系统均运行正常。目前水泥立磨已成功的生产出了普通水泥、中热水泥、矿渣粉,可以认为各品种的水泥,立磨系统均能正常生产。
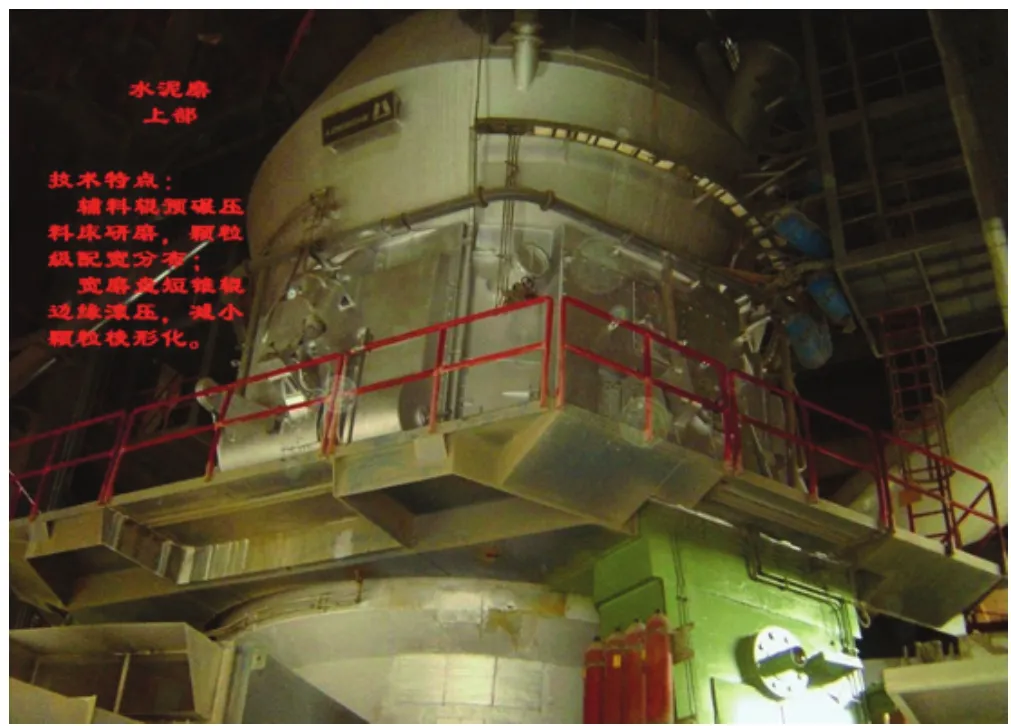
图5 湖北亚东的水泥立磨
2009年张家口金隅水泥有限公司,率先采用两台国产TRMS3131立磨稳定粉磨水泥的目标,磨机产量和主机电耗达到了预期的指标,实现了国产水泥立磨的工业应用。
2010年6月,华新东川水泥公司采用华新设计的HXLM4300水泥立磨用于水泥粉磨。水泥成品的颗粒分布和标准稠度需水量,与球磨系统的产品相当;混凝土的性能,也达到了工程要求的优良水平。
2013年7月6日,据华新水泥的副总李华讲,立磨用于水泥粉磨已经在华新得以普及,目前,华新公司的水泥粉磨系统已有29台立磨在生产,全部是华新自己制造的立磨,产品质量没问题,节电效果显著。

图6 华新东川HXLM4300水泥立磨
实践证明,立磨粉磨系统和辊压机+球磨联合粉磨系统,生产的水泥都能达到国家标准要求。
立磨终粉磨工艺集烘干、研磨、选粉于一体,工艺流程简单,设备数量少,粉磨效率高,物料停留时间短,设备装机功率低、电耗低、运转率高,建筑面积和占地面积小,运行费用低,操作维护简单,单机规格大。
特别是,立磨终粉磨系统,允许入磨物料综合水分更高。这在干排粉煤灰资源已经紧张、价格大幅度上涨的今天,优势更加突出,国内还有历史遗留的、大量的、原来湿排的,粉煤灰资源可资利用,是降低生产成本的有效措施之一。
通过磨盘和磨辊的研磨曲线组合、磨内选粉机性能的改进、和磨盘转速及压力的调整,可以优化水泥颗粒形状和级配;在系统操作参数方面,通过提高立磨内温度,在风量一定的情况下,提高选粉机转速,可以明显降低水泥的筛余,但对提高比表面积影响并不明显;在选粉机转速一定的情况下,降低风量,有利于比表面积的提高;可以对水泥组分的石膏变化施加影响来优化水泥性能。
西南科技大学的有关调查资料见表4,不同粉磨流程实际运行参数对比见表5,不同粉磨流程管理及投资对比见表6。

表4 不同粉磨流程电耗对比
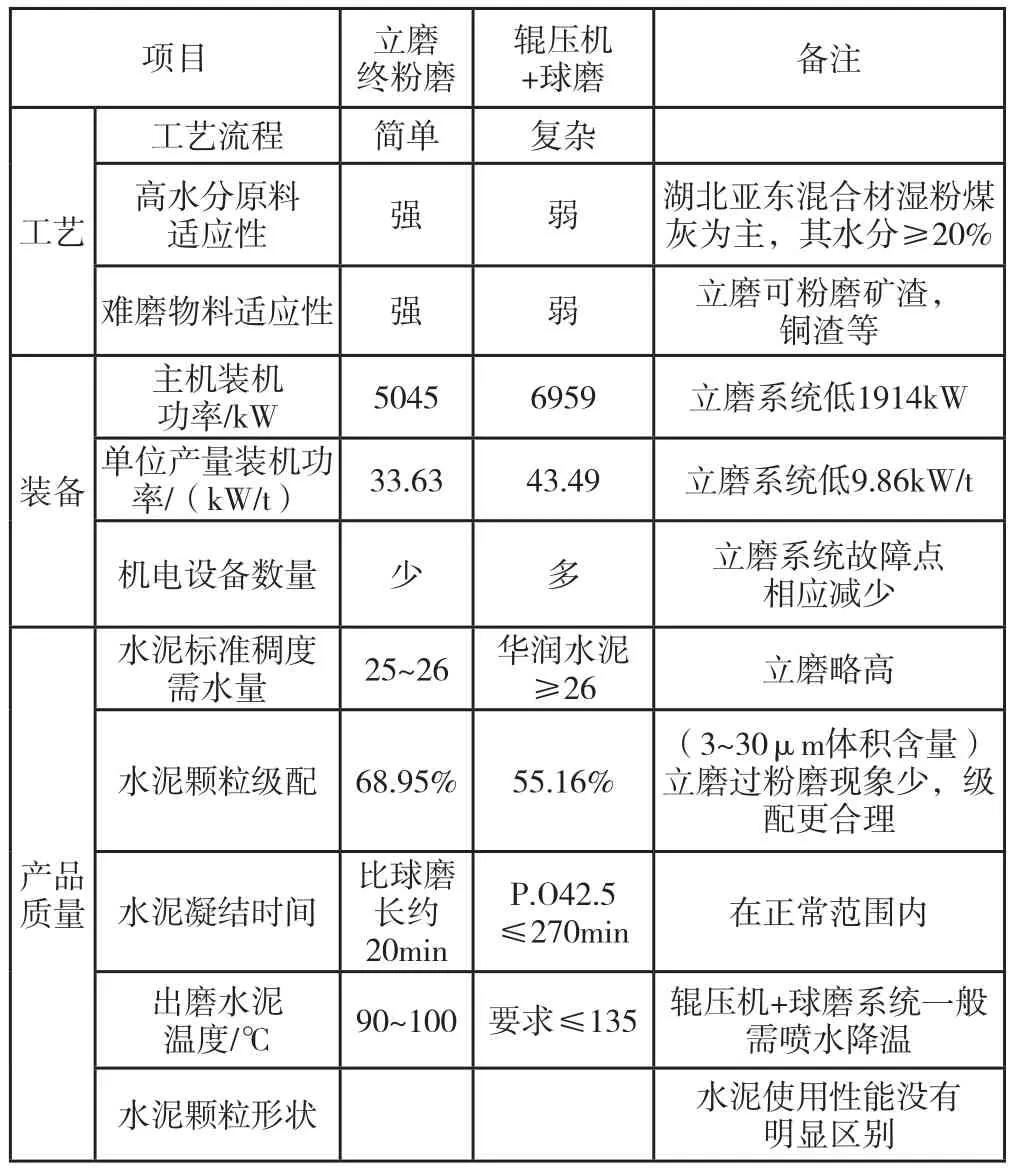
表5 不同粉磨流程实际运行参数对比
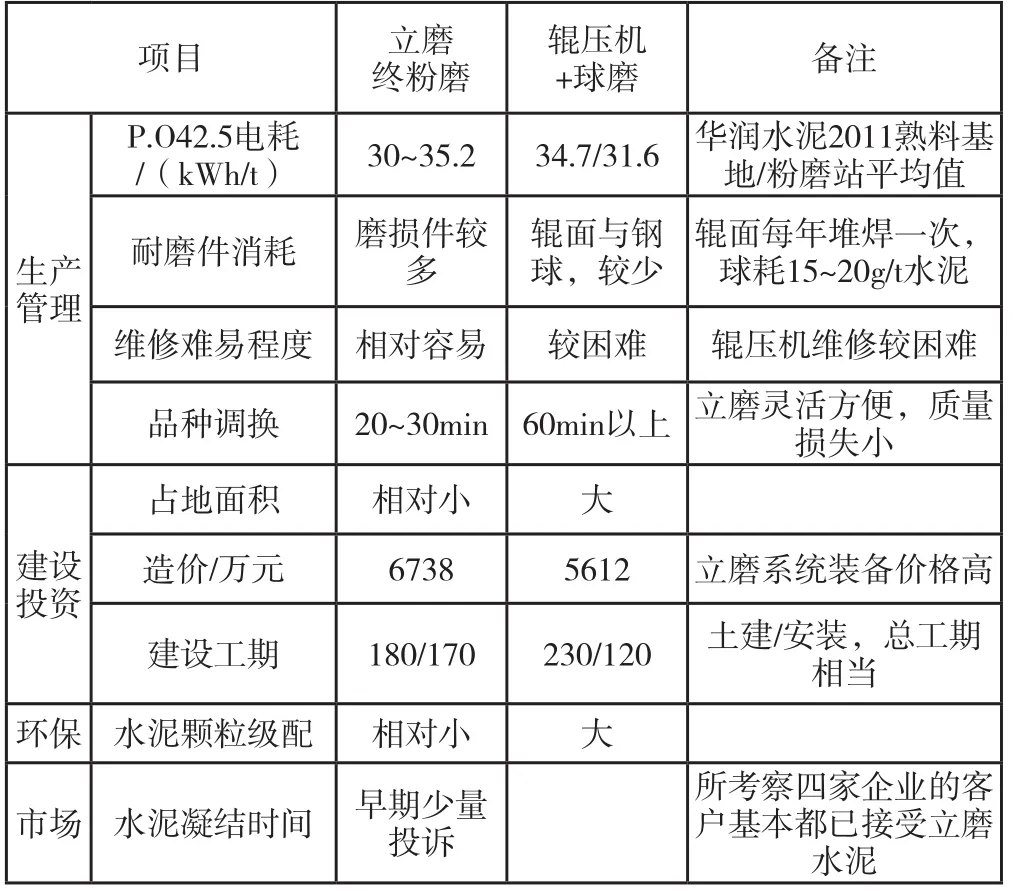
表6 不同粉磨流程管理及投资对比
不同流程水泥标准稠度用水量对比见图7,由图7可见,需水量最高的是闭路联合粉磨系统,而不是立磨。水泥成品的颗粒分布对比见表7。不同磨别普通波特兰水泥(OPC)性能对比见表8。不同磨别水泥配置混凝土性能比较见表9。
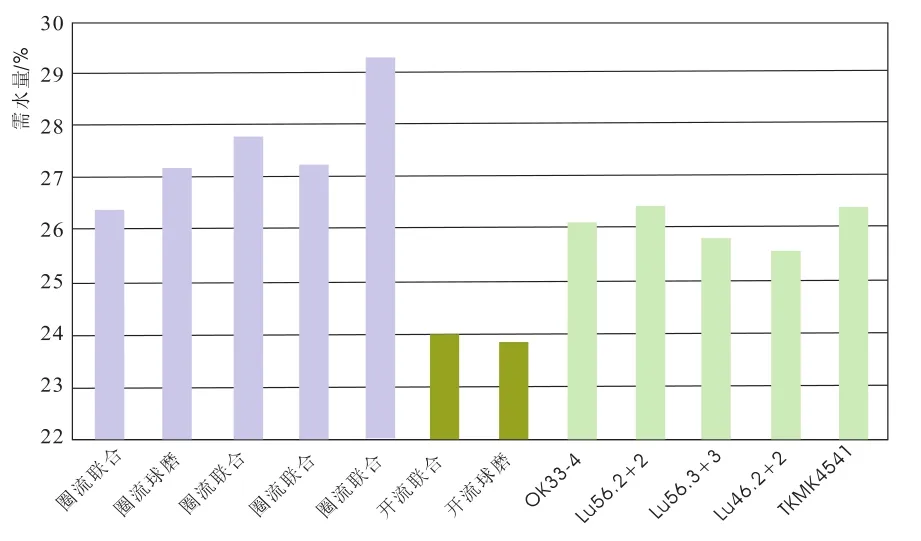
图7 不同流程水泥标准稠度用水量对比


表7 水泥成品的颗粒分布对比

表8 不同磨别普通波特兰水泥(OPC)性能对比

表9 不同磨别水泥配置混凝土性能比较
4 关于水泥辊压机终粉磨系统
众所周知,辊压机和立辊磨,是近几年在水泥行业粉磨系统中广泛采用的节电设备,应该说都取得了显著的效果。但立辊磨已经广泛应用于生料终粉磨,应用于水泥的终粉磨也已经起步,而辊压机却晚了一步,辊压机生料终粉磨才刚刚起步,辊压机水泥终粉磨尚处在研发阶段。
实践证明,辊压机用于生料终粉磨确实比立辊磨更加节电,那么用于水泥终粉磨能否也具有比立辊磨更节电的效果呢?大家普遍担心的对水泥颗粒级配和颗粒形状的影响,是否能够取得突破呢?
在球磨机粉磨系统中,对物料的粉磨是以无数次的冲击与摩擦混杂进行的,其中不乏钢球之间、钢球与磨体衬板之间的冲撞,做了不少无用功;包含选粉在内,物料在球磨系统中停留时间长,粉磨效率低,单位电耗高。
物料在立磨粉磨系统中,所受的粉磨力以挤压为主,研磨为辅,物料在磨盘与磨辊之间被粉磨的次数较少,整个粉磨过程包含选粉在内进展快时间短;因而粉磨效率高,节省粉磨电耗。
鉴于辊压机已成功用于生料终粉磨,并且具有系统简单、操作方便、管理维护容易、电耗低的特点,那么辊压机是否也可以取代立磨作为水泥终粉磨系统呢?辊压机与立磨同样属于挤压粉碎,立磨能生产性能合格的水泥,辊压机为什么就不能呢?实际上,我国在上世纪末就有一个专题项目,直接叫“无球磨机挤压粉磨系统”项目,所指很明确,就是期望辊压机的节能优势在水泥粉磨中得到体现。
伯力鸠斯和洪堡公司也进行了这方面的尝试,遗憾的是,由于没有从系统工艺和设备原理上进行改进,仅仅将研究局限在设备的适应性调整上,简单试验的结果是:水泥需水量大、快凝、早期强度下降。由于两大公司在国际水泥界的地位和声望,他们的简单试验反而影响了该项技术的进一步研究。
可喜的是,目前国内已有几个较大的设备厂,在开发水泥辊压机终粉磨系统,我相信他们能够取得成功。
据有关资料介绍,在水泥辊压机终粉磨工艺技术攻关期间,合肥水泥研究设计院在安徽省安庆白鳍豚水泥有限公司建成了一套水泥辊压机终粉磨生产线,并在实际运行中通过调整辊压机的液压压力、磨辊转速等操作参数,完全掌握了辊压机在挤压不同粒径、不同物料的运行规律。
在水泥成品比表面积>300m2/kg时,可以保证辊压机在安全、平稳的运行状态下,使辊压机的性能得到充分发挥;通过调整粉磨系统的循环负荷、打散分级机的分级转速以及选粉机转速等工艺参数,使水泥粉磨系统单位电耗<24kWh/t,比表面积为300±10m2/kg,质量符合P.O 42.5水泥标准。
合肥水泥研究设计院还研制了出粒度分布调节器,用以控制返回辊压机重新挤压的回粉量和调节入机物料的粒度分布,使水泥成品的颗粒形貌、粒度组成趋于合理;通过调整辊压机的循环负荷,实现了对水泥成品颗粒的整形,水泥性能等指标基本与普通圈流磨一致。水泥辊压机终粉磨成品粒度分布见表10。
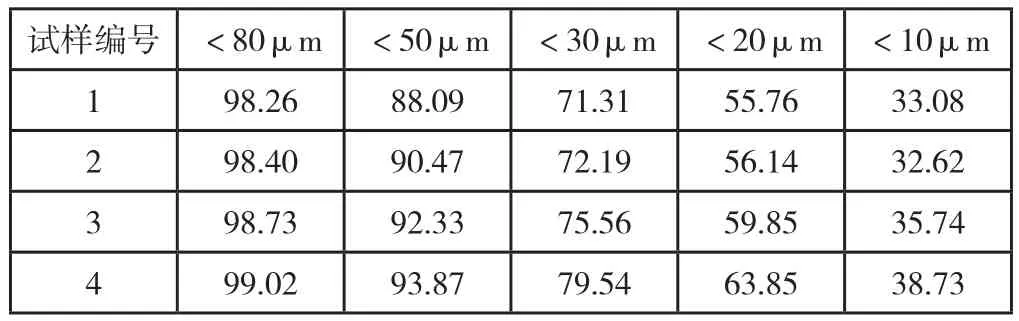
表10 辊压机终粉磨水泥的成品粒度分布 %
天津院的研究也表明,在多次挤压料层粉碎条件下,辊压机能够实现2~3μm的水泥颗粒,而且生产微细产品的能耗远远低于通常的粉磨系统。
实践证明,辊筒磨已经成功用于水泥终粉磨,而且其产品水泥的性能要优于立磨,那么,用于终粉磨的辊压机也可借鉴辊筒磨的特点,采用变径辊设计,也可作为优化水泥颗粒级配的措施之一。
辊压机与立磨的粉磨机理同样为料层粉碎,冲击物料的飞溅能得到比立磨更好的应用,因而粉磨能量利用率提高,粉磨电耗应该比立磨更低。但辊压机粉磨产品存在球形度差、石膏粒度偏粗、C3A活化不佳等问题,导致水泥需水量高,影响了水泥的产品性能。
辊压机与立磨的不同点在于立磨是多次粉碎,而辊压机的粉碎次数要少得多。那么,我们是否能够通过增加辊压机闭路系统的循环负荷,以增加粉碎次数呢?这一点,我们已经利用现有的水泥联合粉磨系统,作了一定的研究试验,遗憾的是,结果很不理想。
随着辊压机及其循环系统的进一步加大,结果是系统装机功率上去了,而辊压机的实际运行功率却要比预想的小得多,有的还有所下降,大辊压机只是干了小辊压机的活,导致了系统电耗不但不能降低,反而升高。
怎么会是这种结果呢?分析认为,辊压机对物料的粒度均一性要求较高,特别对易碎性比较差的物料更是如此,不像球磨机对大粒小粒都能做功,对物料颗粒的适应范围较宽。
当辊压机被粒大难碎的物料挤开辊缝后,对粒度小得多的回粉做功就非常有限了,所以单纯的提高循环负荷是没有用的。问题讲清了措施也就有了,辊压机用于水泥终粉磨的根本问题,就是必须解决辊压机对物料粒度的均一性要求。
要解决辊压机对物料粒度的均一性要求,最简单的措施就是采用二级辊压粉磨系统。第一级为辊压机预粉碎系统,采用高压力辊压机,开路一次通过,主要是消除物料的大颗粒;第二级为粉磨系统,采用中压力辊压机,闭路多次循环通过,经分级设备分选出合格产品。
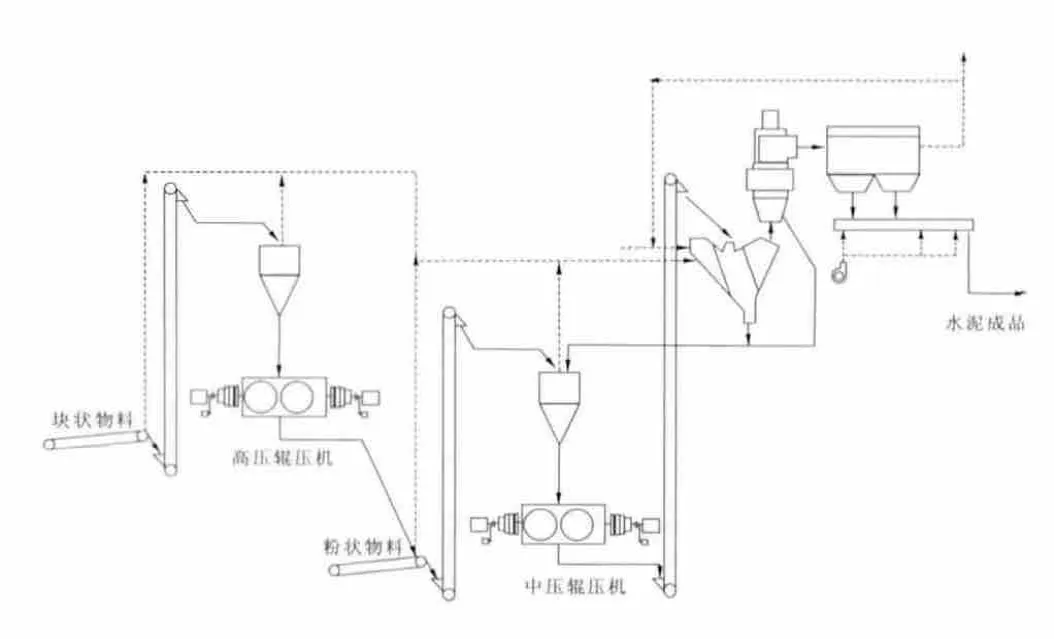
图8 水泥辊压机终粉磨系统工艺流程图
不论是“辊压机磨外粉碎” 系统、辊压机终粉磨系统,还是现有的辊压机预粉磨和联合粉磨,都必须关注入料的粒度均一性问题。如果入料粒度的均一性较差,特别是易碎性差时,就应该考虑对大粒度物料的预破碎或者预辊压。
同时,辊压机也不是越大越好,特别是辊径,辊径越大入料钳角就会越小,对入料的粒度均一性就要求越高。这在系统配置选择辊压机的长径比时要给予充分考虑,对较小的辊压机长径比可适当小一些,对较大的辊压机长径比就要适当大一些。
另外,就目前的联合粉磨系统来讲,经验表明,辊压机对较细的物料难以做功,其运行电流始终难以上去。那么,对于水泥辊压机终粉磨系统,二级辊压机全是粉料,又如何保证辊缝被撑开,运行在较高的电流之上呢,就成为另一个必须解决的问题。
解决粉料撑开辊缝的措施,是采用强制性粉料喂料设备,原理类似于现有的罗茨风机,加工精度不需要那么高,转速也要大幅度降低。

图9 强制性粉料喂料设备
二级辊压机喂入的全是粉料,喂料时会带入大量空气,一是喂料速度很难控制,二是挤压带空气的物料会导致辊压机振动。关于这个问题,洪堡公司已经专门设计了带组合闸板的喂料装置,见图10,可以供我们拿来使用。
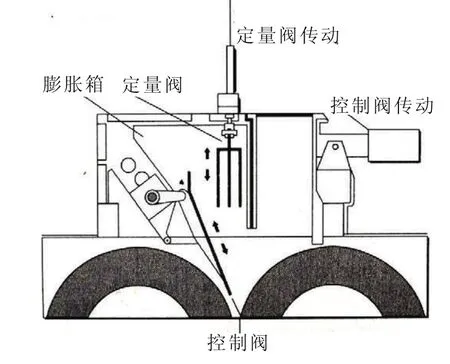
图10 带组合闸板的喂料装置
如图所示,该喂料装置设有两个闸门,用以控制喂料速度和改善辊间隙挤压情况,根据喂入物料特性使用定量阀和控制阀;该装置还设有一个膨胀箱,用以保证辊间隙通气以减少振动,以使辊压机平稳地运转和得到良好的操作。
