高直链淀粉/壳聚糖共混材料性质的研究
2014-04-23郑佳如佘巧枝林金莺梁颖虹郭泽仪洪道远黄强强
郑佳如,佘巧枝,林金莺,梁颖虹,刘 鹏,郭泽仪,洪道远,黄强强
(广州大学 化学化工学院,广东 广州 510006)
0 引言
壳聚糖具有良好的成膜性、抗菌性和阻隔性,常与淀粉共混制备成可食性的抗菌材料而应用于食品包装[1-2].但由于淀粉易吸潮、老化,因此普通淀粉与壳聚糖的共混膜容易使被包装食品的水分发生变化,限制了其应用[3-5].高直链淀粉是21 世纪初才培育出的淀粉新品种,其直链淀粉含量高达50%~80%.前人的研究表明[6-7],形成材料后,直链淀粉的长直分子链彼此间的缠绕程度要远高于支链淀粉的短分支分子链.因此以高直链淀粉为原料制备的淀粉基材料,力学性能和阻隔性能均高于普通淀粉.
笔者利用流涎法制备了高直链淀粉与壳聚糖的共混材料,考察了其力学性质和水蒸气阻隔性;然后又将共混膜涂布于油炸花生的表面,考察了其对食品中油脂氧化和对食品吸湿性的影响,评价了材料的应用性能.
1 材料与方法
1.1 材料
高直链玉米淀粉G80、G50 和普通玉米淀粉、蜡质玉米淀粉(直链淀粉含量分别为80%、50%、26%、0%):国民淀粉化学有限公司[8].水溶性壳聚糖:济南海得贝海洋生物工程有限公司.
1.2 仪器与设备
力学性能测试仪(5566 型):美国Instron 公司.
1.3 试验方法
共混膜制备工艺:由于高直链玉米淀粉的糊化温度高,因此将其置于120 ℃的环境中加热1 h以彻底糊化[9].对于普通玉米淀粉,置于95 ℃热水中加热1 h.然后将淀粉糊与2%的壳聚糖溶液及20%甘油(W/W)混合,流涎法成膜.
共混膜性质的测定方法:力学性质的测定执行GB/T 1040.3—2006/4/5(测试尺寸为4 号样条,测试速度为5 mm/min).水蒸气透过率的测定执行GB/T 1037—1988.
2 结果与分析
2.1 淀粉种类对共混膜性质的影响
考察了淀粉含量为60%和40%的两种共混膜中淀粉种类对材料拉伸性能和水蒸气透过率的影响,结果见图1—图3.
由图1 和图2 可以看出,当材料中加入蜡质淀粉、普通淀粉和G50 淀粉后,随着直链淀粉含量的增加,材料的拉伸模量增大(由1 740 MPa 增至2 041 MPa),断裂伸长率降低(由4.1%降至2.8%),即材料变得硬而脆.这主要是由于淀粉糊化后,直链淀粉分子以长直链的形式存在,支链淀粉的短分支分子链以“凝胶球”的形式存在[6].前者分子相互间、以及与壳聚糖分子间的缠绕程度高于后者,因此提高了材料的强度,降低了韧性.

图1 淀粉种类对共混膜拉伸性能的影响(淀粉含量60%)

图2 淀粉种类对共混膜拉伸性能的影响(淀粉含量40%)

图3 淀粉种类对共混膜水蒸气透过率的影响
另一方面,与G50 相比,加入G80 后材料拉伸模量显著降低(1 611 MPa),断裂伸长率增大(3.2%),与上述规律不一致.这主要是由于G80 淀粉颗粒结构致密,在水中糊化后难以完全崩解,而是以颗粒碎片的形式存在,不像其他淀粉糊化后分子链会游离在溶液中[10].因此在共混材料中,G80 淀粉是以小碎片的形式相互堆叠或分散于壳聚糖相中,自身不易缠绕成致密的网状结构,与壳聚糖的相容性也不如其他淀粉,因此材料的连续性被破坏,导致拉伸模量降低,断裂伸长率增大.
由图3 可知,对于蜡质淀粉、普通淀粉、G50 淀粉与壳聚糖的共混膜,随着直链淀粉含量的增加,水蒸气透过率降低(由3.8×10-7(g·m)/(m2·s·Pa)降低至2.0×10-7(g·m)/(m2·s·Pa)),表明材料对水蒸气的阻隔性提高.这也是因为直链淀粉分子与壳聚糖分子间的缠绕程度高.而对于G80 淀粉与壳聚糖的共混膜,其水蒸气透过率高于G50 淀粉,也说明其与壳聚糖分子之间的相容性和缠绕程度不如G50 淀粉.
2.2 淀粉含量对共混膜性质的影响
高直链淀粉与壳聚糖的共混膜中,淀粉含量对材料性能的影响结果见图4—图6.

图4 G50 淀粉含量对共混膜拉伸性能的影响
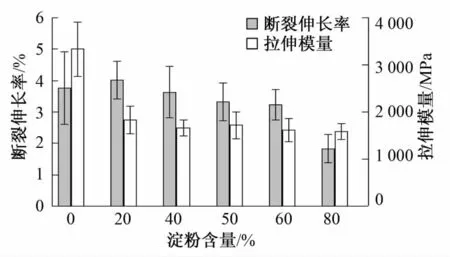
图5 G80 淀粉含量对共混膜拉伸性能的影响

图6 淀粉含量对共混膜水蒸气透过率的影响
由图4 和图5 可以看出,对于两种高直链淀粉与壳聚糖的共混膜,随着淀粉含量的增大,材料的拉伸模量和断裂伸长率显著降低.这与普通淀粉与壳聚糖共混膜的变化规律一致[11].但对比图4和图5,在相同添加量下,G50 淀粉与壳聚糖共混材料的拉伸强度均高于G80 淀粉,断裂伸长率低于G80 淀粉.这也表明后者与壳聚糖的相容性不如前者.因为如果直链淀粉分子与壳聚糖分子的相容性好,则淀粉的长直链会对壳聚糖连续相起到增强的效果(如图1 和图2).
根据图6,随着共混膜中淀粉含量的增大,水蒸气透过率也增大,表明材料对水蒸气的阻隔性能降低.且对比G50 和G80 淀粉,前者与壳聚糖共混膜的阻隔性能优于后者.
2.3 共混膜对食品保藏的影响
一些高油脂含量的食品,如坚果类的休闲食品,由于易吸潮,油脂易氧化酸败,因此较难长时间储藏.而根据上述对淀粉与壳聚糖共混材料性质的考察结果,以油炸花生为代表,将G50 淀粉/壳聚糖共混膜涂覆于其表面,储藏一定时间后,考察其过氧化值和水分含量的变化情况,结果如图7所示.

图7 共混膜对油炸花生过氧化值和水分含量的影响
由图7 可以看出,将淀粉与壳聚糖的共混膜涂覆于花生表面后,能够降低其储藏期间过氧化物的生成.且随着共混膜中淀粉含量的降低,过氧化物的生成量降低.这表明共混膜对氧气具有一定的阻隔能力,能够抑制食品中过氧化物的生成.但值得注意的是,只有当共混膜中淀粉含量低于30%时(壳聚糖为连续相),食品过氧化值才会剧烈下降.而淀粉含量为60%时,食品过氧化值与空白样品相差不大.这表明共混材料中,对氧气的阻隔能力仍然主要由壳聚糖贡献.另一方面,根据食品水分含量的变化情况,表明共混膜对水蒸气的阻隔性很强,能够显著降低花生对水分的吸收,防止其吸潮软化.
根据图7 的测定结果,表明G50 淀粉与壳聚糖的共混膜能够有效减缓食品中油脂的氧化酸败,防止吸湿,有助于延长食品的储藏期.
3 结论
利用流涎法制备了高直链淀粉与壳聚糖的共混膜,分别考察了淀粉种类、淀粉含量对材料的力学性质和水蒸气透过率的影响.研究结果表明,由于共混材料中,直链淀粉分子以长直链的形式存在,淀粉分子之间以及淀粉分子与壳聚糖分子之间的缠绕程度要远高于支链淀粉分子,因此对于蜡质淀粉、普通淀粉和G50 淀粉而言,随着淀粉中直链淀粉含量的提高,共混膜的拉伸模量增大,断裂伸长率降低,水蒸气透过率也降低.例如,相比蜡质淀粉,G50 淀粉与壳聚糖共混膜的拉伸模量增大了15%,断裂伸长率降低了32%,水蒸气透过率降低了近50%,即材料变得硬而脆,且对水蒸气的阻隔能力增强.但对于G80 淀粉,由于其在水中糊化后颗粒难以完全崩解,是以小碎片的形式相互堆叠或分散于壳聚糖相中,与壳聚糖的相容性不好,因此材料的拉伸模量降低,对水蒸气的阻隔性差.
另一方面,将G50 淀粉与壳聚糖的共混膜涂覆于油炸花生后,发现共混膜能显著降低食品中油脂的氧化和对水分的吸收,表明共混膜具有一定的阻氧阻水能力,有助于延长高油脂含量食品的储藏期.
[1]Tripathi S,Mehrotra G K,Dutta P K.Chitosan based antimicrobial films for food packaging applications[J].e-Polymers,2008,93:1-7.
[2]Dutta P K,Tripahti S,Mehrotra G,et al.Perspectives for chitosan based antimicrobial films in food applications[J].Food Chemistry,2009,114:1173-1182.
[3]Zhai M,Zhao L,Yoshii F,et al.Study on antibacterial starch/chitosan blend film formed under the action of irradiation[J].Carbohydrate Polymers,2004,57:83-88.
[4]Bangyekan C,Aht-Ong D,Srikulkit K.Preparation and properties evaluation of chitosancoated cassava starch films[J].Carbohydrate Polymers,2006,63:61-71.
[5]Mathew S,Abraham T E.Characterisation of ferulic acid incorporated starch-chitosan blend films[J].Food Hydrocolloids,2008,22:826-835.
[6]Yu L,Christie G.Microstructure and mechanical properties of orientated thermoplastic starches[J].Journal of Materials Science,2005,40:111-116.
[7]Xie F,Halley P J,Averous L.Rheology to understand and optimize processibility,structures and properties of starch polymeric materials[J].Progress in Polymer Science,2012,37:595-623.
[8]Liu P,Yu L,Wang X,et al.Glass transition temperature of starches with different amylose/amylopectin ratios[J].Journal of Cereal Science,2010,51:388-391.
[9]Liu H,Yu L,Xie F,et al.Gelatinization of cornstarch with different amylose/amylopectin content[J].Carbohydrate Polymers,2006,65:357-363.
[10]Chen P,Yu L,Chen L,et al.Morphology and microstructure of maize starches with different amylose/amylopectin content[J].Starch-Starke,2006,58:611-615.
[11]Xu Y X,Kim K M,Hanna M A,et al.Chitosanstarch composite film:preparation and characterization[J].Industrial Crops and Products,2005,21:185-192.
