基于三坐标测量机的产品质量检测关键技术研究*
2014-04-16谭志昊马春港
□ 谭志昊 □ 张 旭 □ 张 宏 □ 马春港
上海工程技术大学 机械工程学院 上海 201601
三 坐 标 测 量 机 (Coordinate Measuring Machine,CMM)是近几十年发展起来的一种高效率的新型精密测量仪器。它是一种集机械、光学、电子、数控技术和计算机技术为一体的大型精密智能化仪器,是现代工业检测、质量控制和制造技术中不可缺少的重要测量设备,其技术水平是现代测量技术和制造技术水平高低的一个重要标志,因此,对CMM理论和技术的研究一直是国内外学术界和工业界关注的热点[1]。
目前,国内外对三坐标测量机的研究主要集中在以下几个方面,这些方面同时也代表着三坐标测量机未来的发展方向[2]。
(1)提高测量精度与测量效率。
(2)发展探测技术,对于小尺寸的测量,例如微孔测量,需要采用微小的测头。
(3)采用新材料、新技术。近年来,铝合金、陶瓷材料以及各种合成材料在三坐标测量机上得到了越来越广泛的应用。

▲图1 检查报告
1 三坐标的测量方法和步骤
1.1 测量机器回零并且校验三坐标的测头
打开RationalDMIS软件,测量前,在菜单中选择“操作选择工具条”中的 “机器状态”→“基本尺寸”→“回零”,回零后在标准球上手动测量5个点,然后“更新校验规”→“接受”,校准结束。
1.2 建立合适的坐标系
选择“操作选择工具条”中的“坐标”;选择“3-2-1生成坐标”建立完整坐标系。如果是完全控制的话(即:输入元素可以完全控制新坐标系),则新坐标系与当前坐标系无关。如果是部分控制,则新坐标系与当前坐标系相关。
1.3 确定三维模型的原坐标系并且导入
RationalDMIS支持多种文件类型。点击“文件”下拉菜单中的“导入CAD”,选择要导入的CAD模型文件的类型,然后打开模型文件,系统开始加载模型;加载后的零件模型被添加到元素数据区窗口下,默认情况下导入的CAD模型与机器坐标对齐。
1.4 测量数据并输出检查报告
根据零件二维图纸,对图纸上所需要的数据进行质量检测,输出图形检查报告,如图1所示。
2 产品质量检测的内容
2.1 尺寸公差
测量中,在菜单内选择“操作选择工具条”中的“公差”;选择“距离公差”;之后需要从元素数据区拖放元素到元素名窗口,如图2所示。
拖放后在元素名窗口显示拖放的元素,在长度公差窗口显示距离公差值。
2.2 形位公差
测量中先选择“操作选择工具条”中的“公差”,之后会显示各种公差的类别,根据测量的需要选择不同的种类,如图3所示。
选择好种类后,在双数据区中打开元素数据区窗口,之后的内容如尺寸公差测量的步骤一样进行,完成测量和数据显示后,需要点击“接受”完成公差创建,创建的公差被自动添加到公差数据区中。
3 关键测量技术的分析
3.1 基于圆的坐标系的建立
之前,大多采用3-2-1快速建立坐标系,发现这样建立坐标系会引起误差积累,而且很繁琐。经过不断摸索,发现通过拖拽实际元素快速建立坐标系,既方便又精确。快捷元素的拖放操作将自动激活新建立的坐标系,通过旋转和平移坐标系,使其与三维模型的坐标系重合,这样就很容易实现了零件和零件的3D模型的重合,如图4所示。
3.2 两圆柱之间水平和垂直距离的检测
在测量过程中,发现DMIS软件只能输出两圆柱中心轴之间的直线距离。经过不断思考与摸索,发现建立坐标系之后会很容易测量出两个圆柱之间的水平或垂直距离。具体方法是:在两个圆柱上分别测一个圆,然后输出两个圆心的垂直和水平的距离,这样两圆柱间水平或垂直的距离就很容易地被测量出来了,而且测量过程简单,操作起来更容易,数据的误差也小。
3.3 转换测头引起所测尺寸偏差过大的解决办法
在测量复杂的零件时,必须要旋转测头。但是在旋转测头之后,测量就会出现很大误差。后来经过查找资料,发现旋转测头之后必须重新建立坐标系。但建立新的坐标系后,原来的数据并不能跟随坐标系平移和旋转。采用合并坐标系完成了坐标系中元素的变换,即通过变换一个已存在的坐标系来创建新坐标系。
4 结束语
通过这次的检测分析,利用三坐标检测零部件可以达到准确、快速、高效的目的。既给出了产品的质量检测报告,又总结了3种三坐标质量检测关键技术的新方法,这样能为以后的测量节约时间,提高生产效率。通过研究测量的关键技术,不仅能在今后的测量中明白测量精度和测量方法之间的联系,也能使三坐标在质量检测领域中保持它高精度的独特优点。
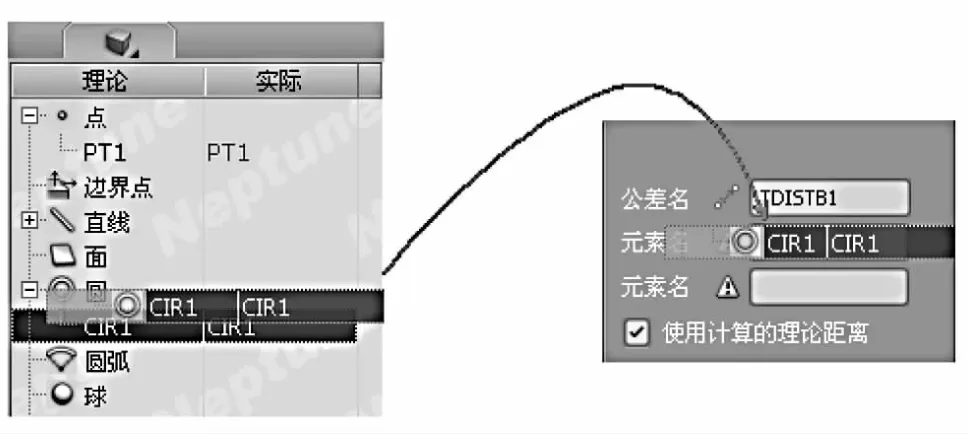
▲图2 元素窗口

▲图3 公差类别

▲图4 坐标窗口
[1] 何旭栋.三坐标测量机综述[D].上海:上海大学,2000.
[2] 荣列润.三坐标测量机的现状和发展动向[J].机电一体化,2001(6):8-11.
[3] 宋开臣,张奕群.三坐标测量机动态误差补偿的研究[J].仪器仪表学报,1999,20(1):23-25.
[4] JJF 1064-2010坐标测量机校准规范[S].北京:中国计量出版社,2010.
[5] 李日春,李思忠.提高三坐标测量机温度稳定性的探讨[J].机械制造,2000,38(1):23-24.