Q235 钢焊接接头的组织结构耐蚀性能的影响分析
2014-04-14方华,姜赫,2,李晔,段进
方 华,姜 赫,2,李 晔,段 进
(1.东北石油大学机械科学与工程学院,大庆,163318;2.大庆师范学院物理与电气信息工程学院,大庆,163712)
0 概述
Q235 钢板是一种普通碳素结构钢。由于大气、土壤、溶液等自然环境复杂多变,Q235 钢受诸多腐蚀因素的共同作用,每年因腐蚀而引起的经济损失相当严重,给国家造成巨大的经济损失。采用不同的焊接方法对试件进行焊接,通过电化学分析法、金相组织分析法对试样进行分析,研究确定不同焊接工艺下焊接接头中的耐蚀性。为工程施工中通过焊缝热处理得到耐蚀焊缝提供理论基础。
1 试验
1.1 试验原料及器材
试验的原料为3.5%氯化钠(分析纯)。试验器材为CS 电化学工作站 (武汉科思仪器制备厂)、BS124S 电子分析天平、 HH-SH数显恒温仪、电烙铁等。工作电极分别是Q235 钢焊缝、母材和热影响区,辅助电极为铂电极 参比电极为饱和甘汞电极(SCE)。
1.2 试验方法
试样制备:手工电弧焊采用普通的J427 焊条;钨极氩弧焊采用普通的H08Mn2SiA 焊丝;CO2气体保护焊采用ER56-1,对厚6mm 的Q235 钢进行对焊连接,然后将得到的焊接接头按S焊缝:S热影响区:S母材=1:1:1 取下制成试样,热影响区的试件取样按照距离焊缝10mm 范围内取样。
极化曲线的测量:采用三电极电化学腐蚀体系,HH-SH 数显恒温水浴锅控制温度,待试样表面在溶液中稳定20min 后测量自腐蚀电位。以此为起点按2mV/s 的扫描速度对被测体系进行极化,得到相应的极化曲线。借助于塔费尔E-Ecorr=a+blgi,应用极化曲线外推法,求出试样在不同温度的腐蚀电流密度Icorr。
2 结果与讨论
2.1 焊接方式对各焊接接头腐蚀速度的影响
图1 为20℃时不同焊接方法制备的焊接试样的不同部位在3.5%NaCl 溶液中的极化曲线。由图可知,氩弧焊和手工焊各部位的腐蚀速率情况均是v母材<v热影响区<v焊缝,CO2气体保护焊的各部位的腐蚀速率情况却是v焊缝<v母材<v热影响区。此差别的产生是由于不同焊接方式会影响各部位的组织结构,因此会造成不同的腐蚀速率。另外在试验过程中发现,电极表面均发黑,但是黑度不同,采用CO2气体保护焊的接头表面呈乌黑色,而采用氩弧焊和手工电焊的焊缝表面呈灰色,母材表面呈深黑色。试样表面呈现出不同的颜色说明表面膜致密程度不同,电极表面乌黑发亮,说明膜较致密,因而耐蚀性好。据此可认为母材耐蚀性最好,其次是CO2气体保护焊的接头。由图1 还可见,CO2气体保护焊的接头极化率较其它焊接方法制备的焊接接头极化率大,说明采用CO2气体保护焊的接头最耐蚀。从表1 可以看出在3.5%NaCl 体系中,各焊接接头的腐蚀速率排列次序为vCO2<v母材<v手工焊<v氩弧焊。
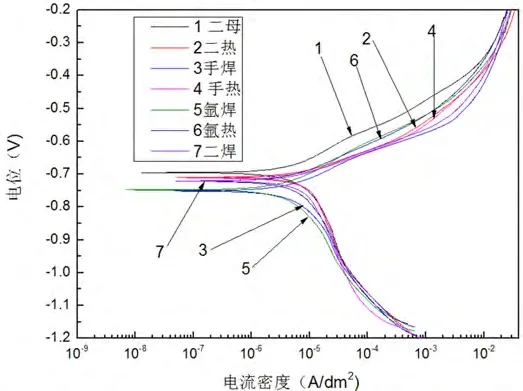
图1 三种焊接方法的母材、焊缝和热影响区在20℃条件下3.5%NaCl 溶液中的极化曲线
2.2 温度对各焊接接头腐蚀速度的影响

表1 3.5% NaC l 溶液中各焊接接头及母材的自腐蚀电位与腐蚀电流
2.3 金相组织分析

3a 母材

3b 手工电弧焊焊缝
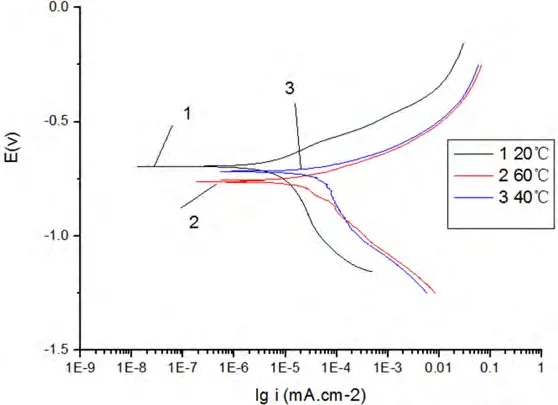
图2 为不同焊接方法制备的焊接接头在3.5%NaCl 溶液中,不同温度下的极化曲线。从图2 可以看出,温度升高,各焊接接头的自腐蚀电位无明显变化。当温度在20-40℃时CO2气体保护焊接头的极化率大于母材,说明此时CO2气体保护焊接头耐蚀性高于母材。但当温度在60℃时,母材的腐蚀电流最小,因此母材较焊接接头耐蚀。表1 是3.5%NaCl 溶液中不同焊接接头及母材的自腐蚀电位与腐蚀电流,从表1 中可以看出,20℃时,ICO2<I母材<I手工焊<I氩弧焊。焊接接头的耐蚀性不仅与焊接接头的腐蚀速率与母材的腐蚀速率相对大小有关,还与哪个部位先腐蚀有关,因此,20℃时,CO2气体保护焊的接头在3.5%NaCl 介质中耐蚀性最好。40℃时,ICO2<I母材<I手工焊<I氩弧焊,CO2气体保护焊的接头在3.5%NaCl 介质中耐蚀性最好。60℃时,I母材<I氩弧焊<ICO2<I手工焊, 因此采用氩弧焊的接头在3.5%NaCl 介质中耐蚀性最好。

3c 钨极氩弧焊焊缝

3d CO2 气体保护焊焊缝
从图3a 可见,母材的显微组织为晶粒细小均匀的铁素体加珠光体,具有良好的耐蚀性。图3b 为手工电弧焊焊焊缝显微组织,为大量的铁素体以及少量珠光体,部分呈魏氏体组织形态。由于有魏氏组织的出现,降低了焊缝的耐蚀性。图3c 为钨极氩弧焊焊缝显微组织,为大量铁素体加少量片状珠光体组织,并有少量的铁素体在晶界中析出。图 3dCO2气体保护焊焊缝显微组织,焊缝组织晶粒细小,由珠光体和针状铁素体组成,细小的珠光体散布在铁素体之间。
3 结论
(1)20℃时,在3.5%NaCl 溶液体系中氩弧焊和手工焊各部位的腐蚀速率情况均是v母材<v热影响区<v焊缝,CO2气体保护焊的各部位的腐蚀速率情况却是v焊缝<v母材<v热影响区。说明采用CO2气体保护焊的接头最耐蚀。在3.5%NaCl 体系中,各焊接接头的腐蚀速率排列次序为vCO2<v母材<v手工焊<v氩弧焊。
(2)40℃时, ICO2<I母材<I手工焊<I氩弧焊所以CO2气体保护焊的接头耐蚀性最好。60℃时,I母材<I氩弧焊<ICO2<I手工焊所以钨极氩弧焊的接头耐蚀性最好。
(3)金相组织分析显示,CO2气体保护焊焊缝焊缝组织晶粒细小,耐腐蚀性能好。手工电弧焊焊焊缝显微组织由于有魏氏组织的出现,降低了焊缝的耐蚀性。这与电化学测试结果吻合。
2a 母材在不同温度下的极化曲线

2b 手工电弧焊在不同温度下的极化曲线

2c 氩弧焊在不同温度下的极化曲线

2d CO2 气体保护焊在不同温度下的极化曲线
[1] 赵雪娥,蒋军成,王永忠,刘贤国.Q235-B 钢在原油储罐中的腐蚀及其机理[J].石油化工腐蚀与防护,2008,25(3):4-6.
[2] 刘焱,马东凤,伍远辉.Q235 钢在大气、土壤、溶液中的腐蚀及防护研究进展[J].遵义师范学院学报,2008,10(5):66-70.
[3]焦杰,杨文君.Q235 钢焊接工艺设计及焊接工艺评定[J].科技论坛,2004,10(2):57-59.
[4] 赵麦群,雷阿利.金属的腐蚀与防护[M].北京:国防工业出版社,2002:46- 56.
[5] 冯拉俊,郭巧琴等.碳钢焊接接头在亚硫酸铵溶液中的耐蚀性研究[J].2006,25(3):26- 28.
