如何根据ASME规范产品RT标记确定焊接接头系数
2014-04-12孟大润
孟大润
(江苏省特种设备安全监督检验研究院常熟分院)
0 概述
在ASME规范压力容器卷 (第八卷第一分册)中,用焊接方法建造的规范产品壁厚计算公式里的焊接接头系数与焊接接头的无损检测程度密切相关[1]。一般情况下,接头系数仅仅取决于该接头本身的型式和无损检测程度,而与其他接头的无损检测程度无关。UW-11(a)5是例外情况,下文将具体说明。当规范中未明确要求时,用户或其指定代理人应确定接头型式和无损检测程度[2]。UG-116(e)规定,按ASME规范要求进行射线或超声检测的容器应在规范标志下面标志无损检测程度。根据不同的无损检测要求和情况,可以分为 “RT1”、“RT2”、 “RT3” 或 “RT4” 四种不同的标志。 需要说明的是,这里所提及的无损检测,是特指按UW-11规定进行的射线检测 (或超声检测)。UW-12和表UW-12明确规定了焊接接头系数选取规则,但在一些较为复杂的情况下却很容易引起误解而选错系数。本文希望通过详细分析RT标记的要求和应用,即通过对UG-116条款的梳理,探讨在实际应用中如何根据规范要求确定不同RT标记的焊接接头系数。
1 焊接接头类型和型式
为了正确应用UW-11和UW-12关于无损检测和焊接接头系数的规定,首先就要弄清楚焊接接头的类型 (category)和型式 (type)的准确含义。根据UW-3,ASME规范中焊接接头的类型是指焊接接头在容器中的位置。一般来说,压力容器的焊接接头可以分为A、B、C、D四种类型,具体如图1所示[1]。这四种类型焊接接头均为受压元件之间的焊接接头,其定义和国标GB 150—2011的规定基本相同[3]。和GB 150—2011稍有不同的是,ASME规范没有定义E类焊接接头 (非受压元件和受压元件之间的焊接接头)。
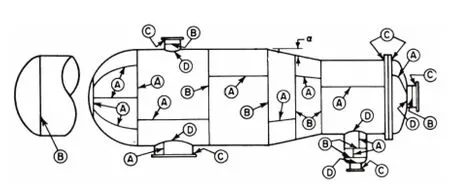
图1 典型焊接接头类型图示
在当前的ASME规范表UW-12中,一共列出8种焊接接头型式,其中只有1型到6型给出了相应的焊接接头系数。另外,一般来说,UW-11、UW-12和表UW-12规则并不包括角接接头 (如图1所示,α>30°)的焊接型式。
2 容器的RT标记和无损检测程度
2.1 “RT-1”容器——全部射线检测 (full RT)
“RT-1”的情况比较简单,根据UG-116(e)(1),标记为 “RT-1”的容器的所有承压对接接头,除直径未超出NPS10(DN250)、壁厚未超出29 mm的接管上的B类和C类焊接接头外,均要按照UW-51的要求做全部长度的射线检测。由于无损检测程度最高,RT-1容器焊接接头系数自然应该按表UW-12最高的一栏——(a)栏选取,对于接头型式为1型的就取1.0,接头型式为2型的取0.9。
2.2 “RT-2”容器——全部射线检测 (full RT)
标记为 “RT-2”级别的容器,其射线检测程度也很高,在规范中也包括在全部射线检测范围(full RT)之内,但实际上并不是说真的所有焊接接头都需要做射线检测。根据UG-116(e) (2)关于 “RT-2”的定义,容器整体射线检测满足UW-11(a) (5),并且局部射线检测满足UW-11(a) (5)(b)的要求。需要说明的是,这里的无损检测不包括其它任何根据使用条件或厚度强制要求的检测,而且制造商根据特殊需要自行增加的检测量也与规范规定以及焊接接头系数无关。
UW-11(a)(5)规定,所有设计为按表UW-12(a)栏选取焊接接头系数的容器筒节或封头的A类和D类焊接接头必须做全部射线检测, (a)栏是全部射线检测的系数。同时规范要求: (1)与容器筒节或封头连接的A类或B类焊接接头必须是表UW-12中的1型或2型。 (2)所有与容器筒节或封头上的A类焊接接头相交的B类或C类焊接接头最少应该满足按照UW-52规定的局部射线检测要求。
在图2中,两个容器都是用环向薄膜应力来计算筒体和封头厚度的,因为两种情况下焊接接头系数都是取1.0,所以计算的结果是一样的。尽管“RT-2”中轴向焊接接头系数E仅为0.7,但筒体的轴向应力在这里并不是控制因素,所以对计算结果没有影响 (以型式1的对接焊缝为例)。在这个例子中,如果将容器改成由一个无缝筒体和两个无缝封头构成,同样标记为 “RT-2”,则只需要在两个B类焊缝上做局部射线检测。进一步来说,假如这两条焊缝是由同一个焊工焊接,并且焊缝总长度小于或者等于15 m,那么根据UW-52(b)(1)的规定,实际上只需要拍一张片子 (局部射线检测)就可以了。随着焊接工作量的增加,需要的局部射线检测量 (比例)会减少到一定比例(约为符合条件焊缝总量的1%)。在更为复杂的容器中,标记为 “RT-2”和 ‘RT-1’相比而言,因为射线检测要求的减少而节约的成本显得更为可观。与“RT-1”所有对接接头需要100%RT不同, “RT-2”的射线检测更为关注容器设计中最为关键的焊接接头。所以可以说无损探伤级别为 “RT-2”的容器是控制设计的经济性和风险因素最佳平衡点。
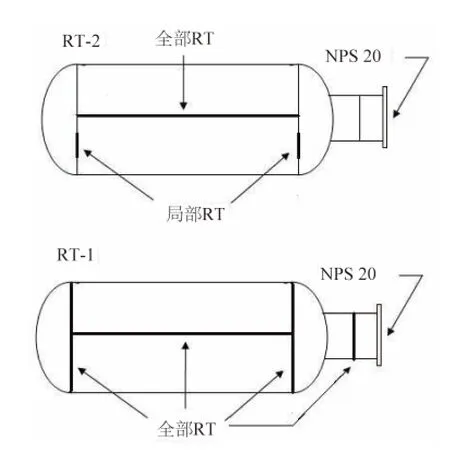
图2 同一容器RT-2和RT-1的对比
概括来说就是:标记为 “RT-2”的容器只有筒体和封头上的A类焊接接头需要100%RT,与之相交的B类或C类焊接接头做局部射线检测。但在设计上筒节和封头可以按照全部射线检测的条件选取焊接接头系数。
2.3 “RT-3”容器——局部射线检测 (spot RT)
“RT-3”容器是指整个容器都符合UW-52局部射线检测 (spot RT)的要求。当然根据规范规定,管径不超过NPS10且壁厚不超过29 mm的接管和连通室上的B类和C类对接焊缝,不需要做射线检测。其实在本质上,局部射线检测可以理解为对焊工焊接合格焊缝能力的抽检。根据UW-52 (b)(1),一个焊工焊接工作量中只有1%被抽检 (每15 m抽检152 mm)。射线抽检的位置应该由授权检验师选择,如果事先征得同意,也可以由制造商来确定射线检测的位置。每个焊工焊接的每15 m焊缝作为一个单位焊接长度,至少做一处射线检测。每一个单位焊接长度可以包括不同的接头型式 (1型或 2型)、不同的焊接工艺 (SAW,GTAW,SMAW,…),甚至可以扩展到多台容器。另外,按UW-11(a) (5) (b)条款要求实施的局部射线检测量不能应用于这里的局部无损检测量统计和比例计算。
实施局部射线检测的焊接接头系数按照表UW-12的 (b)栏选取,由于减少了检测比例,1型的焊接接头系数由1.0减小到0.85,2型的焊接接头系数由0.9减小到0.8。从成本角度,选择RT-3无疑降低了无损检测费用。不过焊接接头系数的降低增加了材料的厚度要求,也就是增加了制造费用。究竟如何才划算,这就需要设计部门和用户、制造厂各方综合各种情况加以权衡。
值得注意的是,在UW-12(d)条款中特别提及连接无缝封头筒体或无缝筒节之间焊缝的无损检测是否满足UW-11(a) (5) (b)局部RT要求。如果满足局部RT要求,无缝封头筒体或无缝筒节系数可以取1.0;如果不满足,只能取0.85。图3是两个标记为RT-3的容器局部射线检测的典型例子,由于没有满足UW-12(d)和UW-11(a)(5)(b)的要求,无缝封头的焊接接头系数应该取0.85。
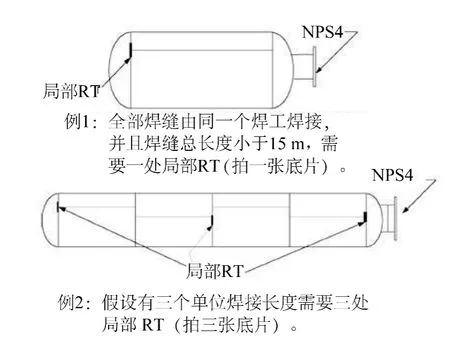
图3 “RT-3”容器——局部射线检测
假设上面两个例子焊接型式均为1型,则焊接接头系数E为:
筒体的纵焊缝E=0.85,环焊缝E=0.85。
封头为无缝,但UW-11(a) (5) (b)不满足,所以E=0.85。
概括来说,局部射线检测在全部射线检测和不做检测之间提供了一种合适的选择。尽管比起全部射线检测的情况设计系数是降低了,但是相应的检测费用也大幅降低了。值得一提的是,在国标GB 150—2011中也有局部无损检测的内容,与ASME规范规定的最小1% (每15 m抽检152 mm的要求)不同,GB 150要求局部无损检测的比例是20%[3],这样无损检测费用就会远远大于ASME规范产品。
2.4 “RT-4” 容器
容器打上 “RT”标记表示焊缝已经做了射线检测。如果容器焊缝做了一处或多处射线检测,但检测的程度又不符合 “RT-1,2,或3”的规定,最简单的方法就是标 “RT-4”。 换句话说, “RT-4”的意思就是容器做了一定量的射线检测,但是又无法用一个简单的无损检测标记体系来描述检测的数量和比例。比如上述 “RT-3”容器,如果为了满足UW-12(d)或UW-11(a)(5)(b)而做了额外的局部射线检测,从而使封头按系数E=1.0设计,那么这就是 “RT-2”和“RT-3”规则的混合应用,就变成了 “RT-4”容器。 “RT-4”容器的焊接接头系数,就要根据具体每条焊缝的无损检测程度和焊接接头型式,查表UW-12选取。
3 讨论
在ASME规范压力容器卷 (第八卷第一分册)中,焊接接头系数一直是一个容易引起困惑的问题。概括来说,可以认为焊接接头系数主要取决于焊接接头类型 (UW-3)、接头型式 (表UW-12)以及焊接接头的无损检测程度 [UG-116(e)][1,4]。ASME规范为压力容器制造厂在权衡焊缝射线检测比例和设计制造要求上提供了很灵活的选择性。当容器建造完成,根据UG-116(e)无损检测标记体系规定,可以用简要的标记 “RT-1,2,3,或4”说明容器已经做了射线检测,以及检测的程度。然后就可以查表UW-12,根据不同焊接接头型式在对应栏目中查到焊接接头系数E。
那么反过来看,我们能不能根据容器制造数据报告 (MDR)中列出的参数确定合适的RT标记(无损检测程度)呢?通过以上分析可以看出,除了标记为 “RT-4”或无RT检测的容器,其它情况下无法直接根据数据报告书确定容器的RT标记。因为在数据报告书中,只记录了部分的焊接接头系数和无损检测情况,而不是全部。实际的RT标记只会记录在容器铭牌上 [见UG-116(e)] 。
[1] Rules for Construction of Pressure Vessels, ASME Boiler&Pressure Vessel Code, Ⅷ,div 1[S].2010 Edition.2010.
[2] 张桂红.如何确定ASME规范产品的焊缝系数 [J].石油工程建设,1997(6):12-14.
[3] 中国国家质量监督检验检疫总局,中国国家标准化管理委员会.GB 150.1~150.4—2011.压力容器[S].2011.
[4] Robert D,Schueler Jr.Taking on ASME SectionⅧ,Div 1,Pressure Vessel Efficiency[S].The National Board Bulletin, 2006, 61 (2) .
