浅谈激光腔研磨技术
2014-04-12卢杰
卢 杰
(重庆电子工程职业学院,重庆 401331)
浅谈激光腔研磨技术
卢 杰
(重庆电子工程职业学院,重庆 401331)
为了使激光腔反射的激光能量损失最小,必须使激光腔的表面粗糙度达到很高的水平。采用的方法是:用铜合金作激光腔的本体,然后在其内腔镀金。为达到此要求,其镀覆表面必须进行研磨,使基体表面粗糙度达到一定的要求后,方能使镀覆后的表面有较高的表面粗糙度。
铜及铜合金;研磨;超声波
0 前言
随着激光技术应用的日益广泛,其反射能量的大小直接影响该激光产品的关键性能。表面粗糙度越高,其反射率就越大,反射性能就越好。要提高激光腔表面粗糙度,采用的方法是:在最终达到尺寸要求的工序前,对镀覆层进行研磨抛光,使其达到一定的表面粗糙度要求,然后实施最终镀覆。本文重点介绍了铜合金镀金层的研磨方法及研磨膏的选用。
1 研磨基本理论
1.1 研磨技术
1.1.1 研磨原理
研磨是精加工的一种微小多刃加工的生产过程,研磨工具是磨粒(粉)。磨粒按粒度的粗、中、细用硬脂、植物油、油酸、凡士林等,通过相应的制作工艺,将磨粒配成研磨膏,起到切削和润滑作用。研磨时,磨粒依附在比工件软的研磨工具上,一部分磨粒嵌入研磨工具表面,另一部分磨粒在具有相当粘度的油脂控制下,悬浮于研磨工具和被加工工件的表面之间。在一定压力作用下,当工件与研磨工具接触并作相对移动和转动时,磨粒就附在工件表面上切除掉上道工序留下的波峰,使工件具有精确的尺寸、准确的几何形状和较低的表面粗糙度,从而获得高的表面粗糙度和尺寸精度。研磨过程是一个机械加工过程,也是研磨膏渗入工件表面形成氧化易于切削的一个化学过程。由于每一磨粒在工件上的运动轨迹不重复,因此能更均匀地切除工件表面的波峰,从而提高工件表面的粗糙度和精度。
1.1.2 研磨能到达的精度
粗糙度可达Ra0.2~0.06μm;精度误差可达0.003~0.001mm。
1.1.3 研磨的运动形式
(1)直线形:轨迹不能相互交错,研出的表面粗糙度大,可获得较高的几何精度;(2)螺旋形:用于研磨圆形零件的端面,能获得较高的平面度和较小的表面粗糙度;(3)“8”字形:用于小平面的研磨,能使工件与研具保持均匀接触,有利于提高研磨质量;(4)摆动式:适用于量具(刀口尺、四棱平尺)测量面的研磨,能达到高的直线度;(5)复合式:适用于精密零件的圆柱表面。
1.2 研磨膏的选用
研磨膏是磨粒和研磨抛光液的混合物,分为硬和软两种。硬的研磨膏中磨料主要是氧化铝、氧化硅、碳化硅和金刚石等。磨粒硬度大于工件硬度。软的研磨膏主要含有氧化铝、氧化铁和氧化铬等。研磨膏一般用煤油和汽油稀释,也可用动物油脂混合使用,其类型和应用范围如下:
(1)刚玉研磨膏:主要用于钢铁件研磨;(2)碳化硅、碳化硼研磨膏:主要用于硬质合金、玻璃、陶瓷和半导体;(3)氧化铬研磨膏:主要用于精细抛光和非金属类;(4)金刚石研磨膏:主要用于硬质合金。
1.3 研磨余量
由于研磨属于微量切削,是精加工工序,研磨一遍磨去的金属层不超过0.002mm,因此余量很小,一般在0.005~0.030mm之间。
2 激光腔研磨实例
2.1 案例技术要求
以激光测距机某关键部件激光腔为例,详细介绍了其研磨工艺的要求及确定。该部件激光腔示意图见图1。
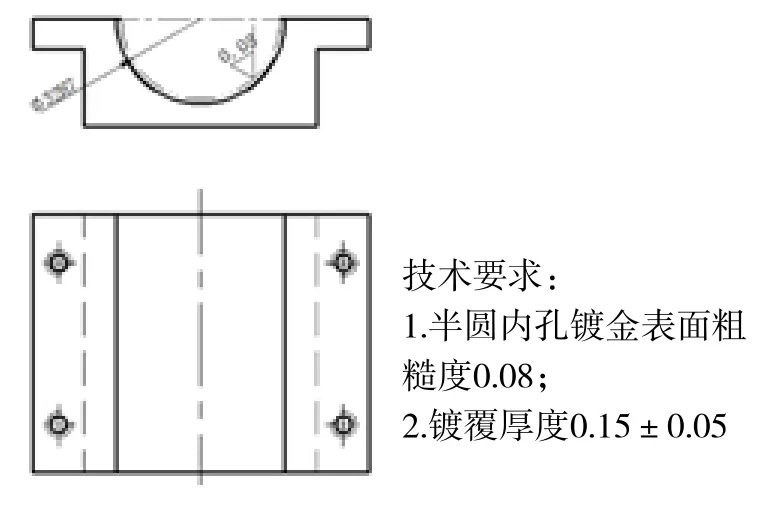
图1 激光测距机关键部件激光腔上半部示意图
图1所示为激光腔的上半部分,下半部分与其对称。将上下部分安装在一起,就形成一个激光腔。激光腔是激光测距机的关键部件,其内圆孔安装激光棒,激光在该腔内进行发射,通过反射回激光的方式进行测距。激光发射的能量越强,测距距离就越大。因此,要求激光能量在腔内基本无损失(技术要求为99.9%),腔内表面金属稳定性好(采用铜材料为基体,基体镀银作为基层,基层表面镀金),表面粗糙度高(0.08μm)。
2. 2 研磨工艺的拟定
2.2.1 加工方式的确定
根据该实例要求,表面粗糙度为0.08μm,产量为小批量。因此采用镀银后用手工研磨的方式使表面达到0.08μm,然后镀金达到表面粗糙度0.08μm。
2.2.2 研磨余量的确定
由于研磨属于微量切削,是精加工工序,研磨一遍磨去的金属层不超过0.002mm,采用手工研磨方式,其研磨均匀性稍差,且该镀覆层为银层,较软,因此,余量略为取大一点,取0.05mm。
2.2.3 研磨膏的选择
由于金层硬度较软,且为精密加工,根据研磨膏的特点,选择研磨粉为含Al2O3(93%~97%)棕褐色的棕钢玉氧化物40%,混合脂32%,油酸28%,煤油少许等混合熬到100℃,配制成研磨膏。
2.2.4 研磨方式的确定
小批量加工,内孔为半圆部分,故采用手工方式研磨,可用软棒(如橡胶棒)包裹动物皮进行研磨,这样保证了在研磨过程中研磨工具对镀金层表面不会有意外的划伤,通过研磨能达到所需的表面粗糙度。研磨方式为交叉研磨方式,即研磨棒运动为45°方向交叉运行。
2.3 检验
研磨过程中,对其表面粗糙度进行样板对照检验,不合格部分进行重点研磨。检验时,可将零件表面略为翻转进行整面检查。
3 结论
研磨是一种高精度的加工工艺,在机械加工中,是不可替代的加工方法,但其生产效率低,劳动强度大。研磨后,由于零件表面粗糙度高,表面附着颗粒细,需进行仔细清洗,工作量大,因此研磨适用于单件、小批量生产以及设备维修。
(编辑:杨毅)
新型燃料铝空气电池研制成功
这款新型燃料电池是美铝与Phinergy共同研发的一种铝空气电池。铝空气电池是一种具有超级续航能力的新型电池,是一块大部分由铝制成的厚板,新型电池置于普通电动车中,与普通锂电池配合使用,可使电动汽车连续行驶1000英里。该电池有三个特点:一是在世界上独创了以流动的液体作为正极材料,电流与功率大,可以做到千、万安培级;二是以铝作为材料,解决了铝的自腐问题,在世界上首次实现了铝的大电流应用;三是不需要充电桩,仅仅需要加入含固体的电池水,可以不受时间和空间的限制。
海德鲁AFM技术投入运行
挪威海德鲁铝业表示,公司投资8000万挪威克朗(约8159万人民币)的新型可调节铸锭模具(Adjustable Flexible Moulds,AFM)投入运行。AFM技术可以增加产品种类,适应更广阔的市场空间。这种技术可以生产出新的几何形状铸锭,同时铸锭表面更加平整,免去加工企业再对铸锭进行表面处理的工序。此外,这种技术可以降低生产时事故发生率和减少30%-40%的吊装操作。
镇江爱励铝业航空铝板获Nadcap认证
江苏镇江爱励铝业(Aleris)的航空铝板获得美国Nadcap认证。爱励中国总裁John Zhu表示:“Nadcap认证代表镇江工厂所产航空铝板已经达到飞机制造所需的最高水平。从今年下半年开始,爱励镇江公司将立足亚太市场,供应全球航空用铝板。”
Laser Cavity Grinding Technology
LU Jie
(Chongqing College of Electronic Engineering, Chongqing 401331,China)
In order to minimize laser energy loss of laser cavity mirror, the surface roughness of the laser cavity should reach a very high level. The method is as follows: copper alloy should be used as laser cavity body and the inner cavity should be plated with gold. The coating surface should be grinded to meet the high roughness requirment.
copper and copper alloy; grinding; ultrasonic wave
TG178.2,TG580.68
A
1005-4898(2014)04-0049-03
10.3969/j.issn.1005-4898.2014.04.12
卢杰(1968-),男,重庆合川人,学士,副教授,主要从事机械设计与工艺研究。
2014-05-10
