厚板2195铝锂合金搅拌摩擦焊缝组织及性能研究
2014-04-12孙世烜李延民马建波古海轮
孙世烜,李延民,李 超,马建波,古海轮
(首都航天机械公司,北京 100076)
厚板2195铝锂合金搅拌摩擦焊缝组织及性能研究
孙世烜,李延民,李 超,马建波,古海轮
(首都航天机械公司,北京 100076)
采用搅拌头转速800r/min、焊接速度150mm/min、搅拌头倾角2.5°的工艺参数焊接了10mm厚2195铝锂合金,并对接头组织及性能开展分析研究。结果表明:厚板2195铝锂合金搅拌摩擦焊接头组织分为焊核区、热机影响区、热影响区及轴肩影响区四个区域,且焊核中心也有明显的“洋葱环”结构;接头抗拉强度及延伸率分别达到母材的70%与60%,力学性能良好;接头各区域受搅拌作用及热循环影响的不同,晶粒组织尺寸存在差异,焊核区硬度最低,热机影响区次之,母材区硬度最大;接头断口以等轴韧窝为主,属于典型韧性断裂。
2195铝锂合金;搅拌摩擦焊;微观组织;力学性能
0 前言
锂是世界上最轻的金属元素,把锂作为合金元素加到金属锂中,就形成了铝锂合金。铝锂合金虽有比强度高、同等体积下重量轻、超塑性和良好的低温性能等诸多优点,但由于富含活泼金属锂元素,采用热输入量较高的熔焊工艺焊接铝锂合金,就极易产生气孔、热裂纹和接头软化等缺陷[1]。因此,突破铝锂合金连接技术,对扩大铝锂合金在航空、航天领域的应用和推动航天产品轻量化发展具有十分重要的意义。
搅拌摩擦焊(FSW)是一种新的连接方法,它是通过高速旋转的搅拌头插入被焊工件,将机械能转化为摩擦热而实现固相连接[2]。采用搅拌摩擦焊工艺焊接铝锂合金,一方面旋转的轴肩及搅拌针能够破坏并打碎待焊件表面氧化膜,解决因氧化膜带来的焊接工艺难题,另一方面焊接过程中不添加焊丝,金属只发生塑性流动而不熔化,避免了锂元素的挥发及烧损,不会产生气孔、夹杂、热裂纹及接头软化现象,焊缝残余应力低,力学性能良好[3~5]。
目前,国内外主要针对薄板铝锂合金搅拌摩擦焊的研究较多,对厚板铝锂合金搅拌摩擦焊工艺、组织及性能研究涉及较少。本文采用搅拌摩擦焊焊接10mm厚2195铝锂合金,对力学性能、微观组织、显微硬度及断口形貌开展分析研究。
1 试验材料及方法
1.1 试验材料
实验使用的是沿长度方向轧制的10mm厚2195 T8态铝锂合金,其化学成分及力学性能分别如表1和表2所示。

表1 2195铝锂合金化学成分(质量分数/%)

表2 2195铝锂合金常温力学性能
1.2 试验方法
用剪床将板材剪切成300mm×160mm×10mm的试片,装配前先用刮刀刮削待焊接边去除氧化膜,然后再用风动钢丝刷清理、打磨,最后用酒精擦拭后待用。
试验使用的是上海拓璞数控科技有限公司研制的三轴搅拌摩擦焊设备,搅拌头为自行设计制造,搅拌头各参数指标见表3。

表3 搅拌头参数
将试片安装在工作台的刚性垫板上,用夹具夹紧后进行搅拌摩擦焊接,焊接工艺参数如表4所示。

表4 焊接试验参数
试验完成后,用相控阵及X光检测焊缝内部质量;用线切割沿焊接方向取5个子样,在CMT5105型拉伸试验机上做拉伸试验,获取力学性能;取1个子样做金相,使用Olympus-PMG3观察焊缝宏观形貌及微观组织,显微硬度在HVS-1000显微硬度计上沿接头宽度方向上测量;用扫描电镜(SEM)观察断口的微观形貌。
2 试验结果与分析
2.1 2195铝锂合金焊缝外观及内部质量
2195铝锂合金搅拌摩擦焊焊缝外观如图1所示。

图1 2195铝锂合金焊缝外观及内部质量
从图1中可以看出,搅拌摩擦焊接的10mm厚2195铝锂合金焊缝成型美观,飞边适度且集中在后退侧,没有出现热裂纹缺陷。相控阵及X光检测焊缝内部没有孔洞及隧道型缺陷,焊缝内外质量均良好,焊接参数匹配合理。
2.2 2195铝锂合金接头组织分析
图2为10mm厚2195铝锂合金搅拌摩擦焊焊缝宏观形貌。

图2 10mm厚2195铝锂合金接头宏观形貌
由图2可以看出:2195铝锂合金搅拌摩擦焊缝成上大下小的梯形状,也可以分为焊核区、热机影响区、热影响区以及轴肩影响区[6]。由于搅拌针上有螺纹,一方面增大了搅拌针与材料接触的面积,使搅拌效果得到了提升,另一方面将机械能更多的转化为热能,让材料充分塑化。焊接接头中心的焊核区在经历搅拌针强烈的搅拌和反复的热循环作用下,形成了一系列同心“洋葱环”结构,而且离焊缝中心越近,“洋葱环”形状就越明显。这种特殊的形貌反映出2195铝锂合金搅拌摩擦焊过程中的在“热-机”共同作用下的塑化金属流动的复杂性。焊核两侧的热机影响区虽然没有直接经受搅拌针的搅拌作用,但热循环及搅拌力使得搅拌针前进侧及后退侧的热机影响区组织呈现出向轴肩方向偏转的趋势,受“热-机”影响程度不如焊核区强。轴肩影响区组织在搅拌头反复锻压及热循环作用下被打散,宏观状态下看不出明显的方向性。
图3为10mm厚2195铝锂合金搅拌摩擦焊接头组织微观形貌。
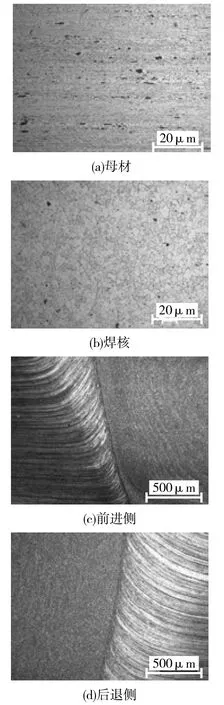
图3 10mm厚2195铝锂合金搅拌摩擦焊接头微观组织
图3a为母材微观组织,为轧制方向的板条状形态,图中黑色物质为强化相。图3b为焊核区微观组织,与图3a相比,焊核区组织为细小的等轴晶粒,分布均匀,没有方向性。这是因为该区域组织受到搅拌头强烈的搅拌作用,高温热循环使得组织发生动态再结晶,而再结晶的晶粒还来不及长大就又被搅拌头打碎,在“成长—打碎”反复循环过程中,与母材相比,焊核区的组织就变得非常细小,并且强化相也相对分布均匀。形成的这些细小晶粒对提高焊缝强度起到关键作用[7]。图3c和3d分别为接头前进侧与后退侧热机影响区微观形貌。从图中看出,前进侧与后退侧的热机影响区靠近焊核区,宽度较窄,与焊核区有明显的分界面。该区域内的组织都出现向上偏转的趋势,这说明热机影响区组织虽然没有直接受到搅拌针的搅拌作用,但是焊接热循环让该区域组织易于流动,在搅拌头高速旋转作用下生产了较大的弯曲变形,形成拉长的组织。
2.3 2195铝锂合金接头力学性能分析
从表5中可以看出,接头的抗拉强度为395MPa~410 MPa,延伸率均值为4%,分别达到母材接头强度系数的70%和60%。

表5 试片接头力学性能
接头的断裂位置主要发生在热机影响区与热影响区的交界处。这是因为该区域组织没有受到搅拌针强烈的搅拌作用,只受到了焊接过程中高温热循环的影响,因此晶粒不发生变形,在回复反应作用下变得粗大,降低了接头的力学性能。
2.4 2195铝锂合金接头显微硬度分析
以焊缝中心为起点,左右两边每隔1mm取一个点测量接头的显微硬度,最终获得的硬度值如图4所示。
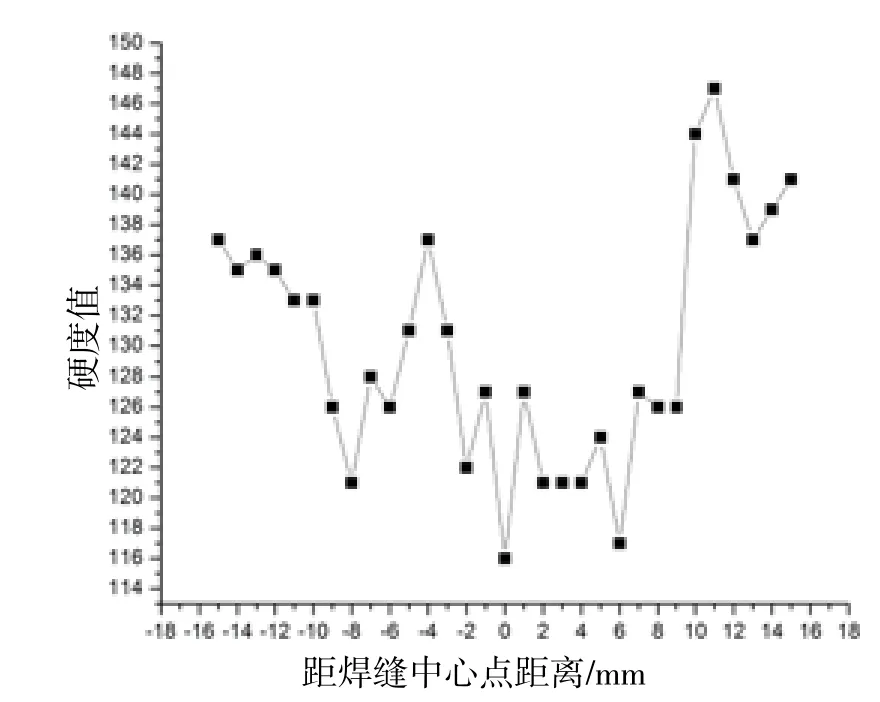
图4 接头硬度分布
从图4可知,焊缝中心区的硬度最低,热机影响区次之,母材区硬度最高。这可能是因为母材没有受到搅拌头的作用,强化相较多,且分布均匀,增加了组织的硬度。结合图3分析,相对于母材区组织,焊核晶粒及强化相均被搅拌头的搅拌作用打碎、打散,形成细小等轴晶,增加了组织的致密性,但缺少强化相弥散,因此硬度较低。
2.5 2195铝锂合金接头断口形貌分析
2195铝锂合金搅拌摩擦焊接头断裂部位出现了明显的韧窝和撕裂棱,如图5所示,属于典型的韧性断裂,说明接头质量良好。这是因为在搅拌头轴肩、搅拌针的共同作用下,焊缝组织晶粒被碾碎、细化,形成组织致密的细小等轴晶组织,接头均匀性及一致性良好,在拉应力作用下易形成等轴韧窝状形貌。

图5 断口微观形貌
3 小结
(1)10mm厚2195铝锂合金在搅拌头转速800r/min、倾角2.5°、焊接速度150mm/min工艺参数下,能够形成质量良好的焊缝,接头力学性能满足使用要求。
(2)接头各区域受到搅拌头搅拌作用及焊接热循环影响的不同,其组织形貌存在显著差异:焊核区有“洋葱环”结构,晶粒细小,组织致密;热机影响区受到强烈的焊接热循环影响及较弱的搅拌作用,晶粒比焊核区粗大,且呈现一定的方向性;热影响区仅受到焊接热循环影响,组织粗化现象严重。
(3)焊核区硬度最低,热机影响区次之,母材区硬度最高。
(4)接头断裂在热机影响区与热影响区的交界部位,经扫描分析,断口以等轴韧窝为主,属于典型的韧性断裂。
[1] 王永,胡捷,胡国平. 可焊铝锂合金焊接研究现状[J].有色金属,54(1):16-20
[2] 王国庆,赵衍华. 铝锂合金的搅拌摩擦焊接[M]. 中国宇航出版社,2010,10
[3] 于勇征,栾国红,孙成彬. LF6/LD10铝锂合金搅拌摩擦焊工艺参数对接头性能的影响[J]. 焊接学报, 2005.11. 26(11):67-70
[4] 周万盛,姚君山. 锂及铝锂合金的焊接[M]. 北京:机械工业出版社,2006,01
[5] 王大勇,冯吉才,王攀峰. 柱形光头搅拌针搅拌摩擦焊接铝锂合金接头组织及力学性能[J].材料工程,2004,第3期:3-6
[6] 王大勇,冯吉才,王攀峰. 铝锂合金搅拌摩擦焊接研究[J].材料科学与工程学报,2005,95,23(3):369-372
[7] 魏世同,郝传勇. 1420铝锂合金的搅拌摩擦焊接[J].航空焊接学报,2006,26(6):21-25
(编辑:张为宾)
Research on Structure and Property of Friction Stir Weldings for 2195 Al-Li Plate
SUN Shi-xuan, LI Yan-min, LI Chao, MA Jian-bo,GU Hai-lun
(Capital Aerospace Machinery Company, Beijing 10076,China)
Stirring head with rotation speed of 800r/min,welding speed of 150mm/min, dip angle of 2.5°for stirring head were used for welding 2195 Al-Li alloy with thickness of 10mm. And microstructure and property of welded joints were analyzed and researched in the paper.
2195 Al-Li alloy; friction stir welding; microstructure; property
TG146.21,TG457.14
A
1005-4898(2014)04-0015-04
10.3969/j.issn.1005-4898.2014.04.04
孙世烜(1985-),男,湖北人,助理工程师,材料加工工程专业硕士研究生。
2014-05-26
