多工位超声波铝加工焊机设计
2014-04-12迟乾洲汤受鹏
迟乾洲,汤受鹏
(山东商务职业学院,山东 烟台 264670)
多工位超声波铝加工焊机设计
迟乾洲,汤受鹏
(山东商务职业学院,山东 烟台 264670)
超声波焊接铝板与隔音棉是汽车隔音板制造的主要手段。为了保证多个不同位置和加工角度的焊点质量相同,设计具有多个自由度且人工可调后固定、主焊接方向由汽缸统一驱动、加工时间和点数由PLC控制的多工位超声波铝加工焊接系统有着十分重要的意义。
超声波铝加工焊机;多工位;多自由度
0 前言
超声波焊接的原理是利用金属发生器产生15kHz以上的高压、高频信号,再通过换能系统,把信号转换为高频的机械振动,加于铝制品或其它材料的工件上。通过工件表面及在分子间的摩擦而使传递到接口的温度升高,当温度达到此工件本身的熔点(一般铝制品熔点较低)时,使工件接口迅速熔化。当震动停止,工件同时在一定的压力下冷却定形,便达成完美的焊接。超声焊虽然应用不广泛,但是在一些特定的接头、构件中,还是有其应用场合。例如汽车隔音板一般是由隔音棉与光铝板超声波焊接而成。目前一般采用超声点焊,检测的专用标准还没有,可以与电阻点焊的强度标准作比较。近些年我国汽车制造业发展迅速,然而现在在市场单只焊枪的标准的超声波铝焊接机占主要地位,却没有多工位超声波铝焊接。
1 目前铝焊接加工中存在的问题
目前大多数企业对汽车铝配件的加工是通过人力完成。市场中采购手持式超声波铝焊接机,将汽车配件水平放置在桌面,同时将隔音棉放置在相应的位置,之后把焊枪头部按在隔音棉上,对准焊点按下启动按钮,启动超声波铝焊接机,焊枪的头部立刻发出超声波,使隔音棉与汽车铝配件迅速融化粘合,松开启动按钮,超声波铝焊接机停止工作,达到焊接目的。一个工件一般需要加工15个焊点,加工总时间约为10min。
这种工作方式的缺点是:效率低,废品多,焊点的好坏很大程度取决于工作人员的经验操作水平、身体状况以及视力的好坏。劳动强度大,工作时间长,容易造成眼疲劳,工作人员难以保持长时间稳定工作状态和产品质量。如人工焊接不均匀,焊点容易出现发黑现象,且大小不一,严重影响铝配件的外观。现在我国的汽车制造隔音板中,由于国内没有自动圈焊机,工作人员的工作量非常大,不能很轻松的完成工作要求。特别是人工焊接,由于员工的焊接经验不足,焊接时间难以把握到位,产品质量也就难以提升。
2 十五工位超声波铝焊接机床设计性能要求
目前汽车行业所需要的多工位机床,设计要求是:适用于任何尺寸满足长≤500mm、宽≤400mm、平放高度≤300mm、总焊点不超过15个的隔音铝制品元件;机床可进行紧固装夹和自由卸装,且可以针对配件不同的平面位置和不同的高度位置以及不同的水平面夹角等要求进行加工;按设定的时间和频率、功率进行自动的超声波电焊。机床研发的目标是开发类似活字印刷机的、设备加工相对位置可调整组合的通用型加工设备,以满足企业提高生产效率和设备维护冗余的目的。
基本要求是:(1)不同铝配件采用不同铝制腔模夹具设计安装,对于常规加工件可以提供焊枪定位板辅助快速定位焊枪加工位置;(2)可以根据操作工选择,同时进行1~15个焊枪工位点的焊接加工;(3)利用现有的规格化、标准化的单位超声波焊接机做为机床的主要工作构件,取代从厂家订购一机多焊头非标设备。单位焊机有多种频率、功率值可供选择,未来更换选择和机械故障时方便改为手握操作;(4)每个焊枪设计成5~6个可调自由度,操作工可调整选择不同角度、高低及平面位置,手动固定后进行加工;(5)每个焊枪采用独立的气压缸驱动,加工时间可以自行修改;(6)PLC与人机交互界面设置若干套常用焊件的加工界面程序供用户选择。经授权用户也可以自行修改加工参数。
3 单位焊枪多自由度夹具设计
3.1 电气部分改造设计
标准化的单位超声波焊机,首先必须进行单体的电气化改造。主要是(1)取消手启动按钮,改为PLC程序输出控制启停;(2)取消焊接时间的拨码控制,改为PLC输出时间控制。
3.2 多自由度进给驱动设计
单体架构机械设计的基本要求是:每支焊枪可以根据工件加工点的高低和水平及倾斜位置不同,由操作员调整焊枪6个自由度选择最佳的加工位置,固定后仅留与焊接加工点垂直方向自由度,由汽缸驱动进给进行加工。焊头只能按套筒中轴线进行单方向进退。缓冲力弹簧可以防止焊头行程稍大时,减轻对焊接铝件的冲击力。汽缸作为加工动力来源,与机械手夹具构成一体。采用伸缩式气压缸,具有二级或多级活塞。伸缩式气压缸中活塞伸出的顺序是从大到小,而空载缩回的顺序则一般是从小到大。伸缩缸可实现较长的行程,而缩回时长度较短,结构较为紧凑。
图1所示套筒(17)包括滑动导柱(172),滑动导柱(172)上方通过螺钉安装有固定压板(171),外部套装有滑动导套(173)、缓冲弹簧(174)和缓冲力调节螺母(175),缓冲弹簧(174)通过缓冲力调节螺母(175)安装在滑动导套(173)下方。所述焊头(16)通过螺钉紧固在固定压板(171)和滑动导柱(172)之间。

图1 单位焊机设计结构图
3.3 多自由度可调夹具设计
视每个工位电焊机为一机械手,虽然每个机械手加工高度、角度基本一致,但考虑到实际加工质量,只在加工时有一个自由度(垂直于加工面)设计。机械手加工前可多个自由度调节,主要包括水平位置的转动和拉伸,以及垂直轴的升降和转动,如图2所示。
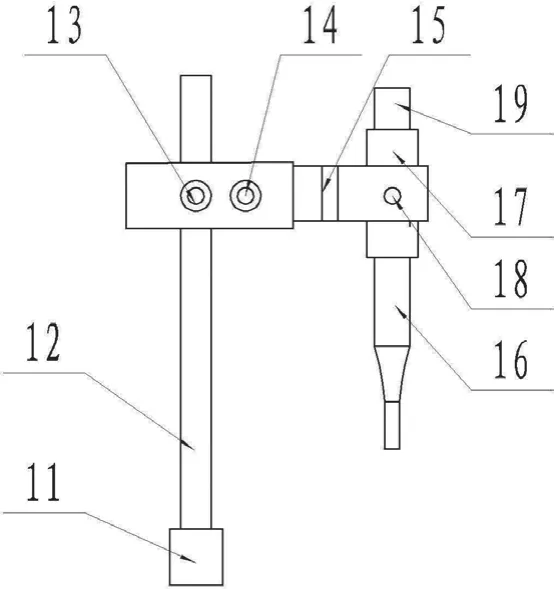
图2 多自由度焊枪夹具设计
4 整体布置设计
通过合理的布局设计,可以减少对焊枪夹具的自由度设计,从而减少机床的设计复杂程度。工作台设有15个固定工位,每个工位可固定一个焊枪机械手。合理的选择焊枪夹具臂长,可以使每个焊枪都加工到焊件的所有位置,工作台中间固定焊件夹具。工作台采用滚动轴承与固定花键配合,直径小于1.5m,高度低于1.2m,操作简单无障碍。
如图2、3所示的一种多工位超声波铝电焊机,包括PLC控制系统、加工平台(2)、焊枪(1)和装夹具(3)。其特征在于:加工平台(2)上设有一个以上的焊枪(1);焊枪(1)包括滑动导杆(12)、支撑架(15)、焊头(16)和换能器(19),支撑架(15)通过锁紧螺钉甲(13)和锁紧螺钉乙(14)安装在滑动导杆(12)上以分别实现在滑动导杆(12)上下移动和左右摆动,焊头(16)外部设有套筒(17)且通过锁紧螺钉丙(18)安装在支撑架(15)上。所述滑动导杆(12)通过固定底座(11)安装在加工平台(2)上。

图3 四工位铝焊接机床设计示意图
5 其他装置开发
5.1 PLC自控系统开发
(1)PLC和触摸屏软件可以根据用户需要设置15个工位的不同加工时间;(2)软件配合红外线光栅检测设备,可以自动检测人手是否进入加工范围以及检测海绵体是否超出加工范围并报警提示;(3)PLC选择可以方便与其它系统对接,控制主、子机均可,为后来的车间整体自动化改造留下很好的空间。
5.2 超声波铝焊接机床加工定位板补充
为了方便不同焊件之间快速调整不同的焊枪位置,可为每个焊件制作一个焊枪加工定位板。调整不同焊件的焊枪位置时,迅速将焊枪从定位板上端孔内插入,并与下底板对齐实现快速对正焊枪。
6 小结
现在最好的技术实现的是单个焊点的自动加工,工作人员将铝配件放置在机器中,按下启动按钮,焊枪下降,对工件进行焊接,虽然这种也采用半自动化控制,加工的方位较为单一,且没有对焊件实现定位,加工质量很大程度取决于工人水平。但经过我们的技术改造,与之前相比,其加工效率更高,产品质量更好。其技术优点在于:(1)电器部分可靠性高;(2)焊枪的定位精度更高;(3)焊枪的结构更合理;(4)焊接时间更为准确;(5)焊件夹具提高装料效率。目前设计存在的不足有:工作的过程中必须时刻有工作人员进行装料卸料操作,工作程序还是相对复杂,因此将来的加工必须是完全的自动化,必须实现对半自动化焊接机床的自动化改造,避免人为因素对工件的焊接造成影响。
(编辑:余东梅)
缸盖和缸体用铸造铝合金
德国专利 DE19925666
缸体、缸盖可采用本专利提出的含Ni、Cu、Mn和Fe的铝硅合金来制造,其化学成分是(wt%)∶ 6.80~7.20Si, 0.35~0.45Fe, 0.30~0.40Cu, 0.25~0.30Mn,0.35~0.45Mg, 0.45~0.55Ni,0.10~0.15Zn, 0.11~0.15Ti,其余是Al和微量杂质,浇注温度为720~740℃,冷速0.1~10K/s,采用530℃×5h固溶处理,80℃水淬和160~200℃×6h人工时效处理。
涂层基体
美国专利 6124039
该专利涉及一种用于生产电子部件的薄膜涂层用涂层基体,该涂层基体为铝或铝合金轧制产品,基体的待涂表面上出现局部不规则,其表现形式为小孔、细小晶粒成分和针状成分中的一种,待涂表面上的所有局部不规则部分具有的最大延伸在垂直于基体表面的方向上小于10μm并大于0.1μm,因此,局部不规则部分的侧面是可以完全暴露的,涂层材料以垂直方式沉积在基体表面,每个局部不规则部分在平行于基体表面的方向上的最大延伸至少与垂直方向上的对应的延伸相等,从而可以避免电子部件上出现缺陷。
纳米亲水铝箔涂覆材料及其制备方法
中国专利 CN1342787A
本专利介绍了一种适用于铝质热交换片的纳米亲水铝箔涂覆材料及其制备方法。该涂覆材料由亲水性聚合物A和亲水性纳米聚合物粒子B组合而成,其中亲水性聚合物A包括聚醚;亲水性纳米聚合物粒子B包括大分子表面活性剂5%~50%(wt%,下同)、丙烯酰胺20%~90%、丙烯酸10%~80%、可交联的不饱和单体1%~30%。亲水性聚合物A与亲水性纳米聚合物粒子B的质量比为1∶9~9∶1,以重量计算将水溶性聚合物A和甲醇加入到配料釜中常温溶解后加入去离子水、醇溶蓝、杀菌防霉剂,混合均匀后加入亲水性纳米聚合物粒子B,再搅拌均匀后即得到纳米亲水铝箔涂覆材料。
Design of Multi-station Ultrasonic Welding Machine for Aluminum Processing
CHI Qian-zhou, TANG Shou-peng
(Shandong Business Vocational School, Yantai 264670,China)
Ultrasonic welding aluminum alloy plate and soundproof cotton were the main means of automoblie soundproof cotton. To ensure the processing quality are same when welding from different angles, it is very important to develop a system with multi-stations. And such system also must has a automatic part to control the time and the working number of stations.
ultrasonic welding aluminum system; multi-stations; degree of freedom
TG439.9
B
1005-4898(2014)05-0032-04
10.3969/j.issn.1005-4898.2014.05.07
山东省自然科学基金(ZR2010AM002)和山东省科技攻关项目(2006GG3210001)
迟乾洲(1962-),男,山东荣成人,副教授。
2014-04-21
