卧式车床简易拉削功能的实现
2014-04-10济钢集团重工机械有限公司山东济南250101黄一声
济钢集团重工机械有限公司(山东 济南 250101)黄一声
在机械设备制造和修复过程中,有时会遇到需要加工长轴类零件轴端的花键、方孔、多边孔及键槽等加工空间狭小但工作行程深度较深的部位,使用传统的镗铣或插削方式往往由于机床与工件在空间上干涉而无法实现。使用拉削工艺可以轻松解决这类加工难题,且提高了被加工零件的花键、键槽等的生产率、精度。但是单独购置拉床又需要大量资金以及安放场地,单一拉床型号从动力载重能方面也有很大的加工局限性。针对没有专业拉床的机械加工制造企业,只需要将各种型号卧式车床进行简单改造,增加一套工艺装置即可,方法简单,制造容易,能完全满足产品质量要求;拆卸方便快捷,用完卸下工装,又恢复原有车床的车削功能。
1.拉削加工的优点
与其他切削加工工艺方法相比,拉削加工具有以下优点:
(1)拉刀同时工作的刀刃多,切削刃比较长,一次性能够完成粗、半精及精加工,生产效率非常高。
(2)具备较高的加工精度和较低的表面粗糙度值,对于一般键槽、圆孔、花键来说,拉削可以达到精度等级8级,表面粗糙度值Ra=6.3~3.2μm;尤其使用特种刀具更具备优势,例如拉刀尾部带压光环、刀齿带侧刃或者采用整形拉刀加工时精度等级可达6~7级以上,表面粗糙度值可达到 Ra=1.6μm。
(3)拉刀使用寿命高,由于拉削速度低,如采用较好的冷却润滑液,即可有效减少刀具的磨损。
(4)拉刀属于标准刀具,购置方便,尤其在批量生产中,要求具有较高精度的花键和键槽等均可采用拉削加工。
(5)拉削范围广,尤其适用于其他加工方法无法或难以加工的异形截面孔的加工。
2.实现原理及功能概述
车削和拉削是两种不同的切削方式,要实现功能的转变,主要是解决以下两个问题:
(1)将车削的回转运动,转变成拉削的直线往复运动。
(2)使机床的主轴只输出转矩而避免承受拉力。
工艺装置如附图所示,主要由拉削装置和浮动装置两部分组成:拉削装置通过与机床主轴联接,安装在前支架8上,将主轴的回转运动转变为传动丝杠7的直线往复运动并起到卸荷作用;浮动装置安装在后支架20上,起到支撑及定位补偿作用。
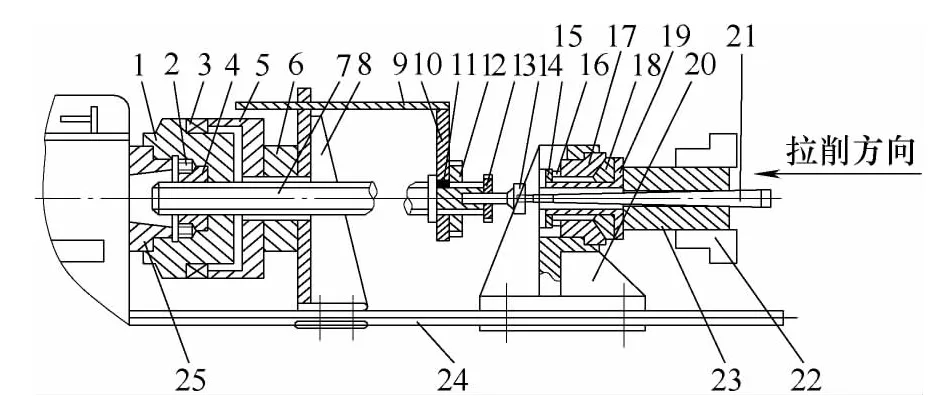
工艺装置结构原理图
工艺装置原理如下:通过螺纹联接螺母1与车床主轴,螺钉2用来紧固螺母1、4的压配组合件。机床起动后主轴带动螺母1,螺母1带动螺母4,通过螺母4与传动丝杠7的啮合作用,即可将车床主轴的回转运动转换为传动丝杠7的轴向往复运动。为了保证运动的有效转换,设计一种定位导向系统,导杆9右端与导向臂10用固定螺钉固定,导向臂10用固定键11和螺母12固定在传动丝杠7上,这样如果传动丝杠7想要随主轴转动,就会带动导杆9转动,而导杆9左端穿过前支架8的内孔中就保证了其只能滑动不能转动,此结构确保了当车床主轴正、反转时,传动丝杠7不随之转动而只能作轴向往复运动。止推轴承3、止推盘5、定位套6及固定在车床导轨上的前支架8共同组成卸荷装置,确保机床主轴只输出转矩而不承受轴向拉力,拉削时传动丝杠产生的轴向拉削力,通过螺母4、1的组合传导至止推轴承3,止推轴承3左侧随主轴转动,右侧不动,将载荷通过止推盘5及定位套6传导给前支架8,这样轴向载荷就通过卸荷装置传递至机床床身承受。定位螺母15、缓冲弹簧16、球形支座17和球形定位环18以及定位套19共同组成浮动装置,通过载体后支架20安装到机床导轨24上,能够对工件23起到一定的支撑作用,并补偿工件端面对加工孔轴线的垂直误差,可以防止拉孔时拉刀偏斜并降低拉刀折损风险。
具体操作方法如下:将拉刀夹头与传动丝杠用螺纹联接,并用螺母锁紧。实现拉削功能时,拉刀穿过零件加工孔装在拉刀夹头中,并将加工孔所在一侧端面紧靠在定位套上,打开切削液,喷头对准拉刀的切削刃,起动操作按钮,机床主轴正转,传动丝杠带动拉刀移动进行拉削。拉削完毕后停车,机床反转时,拉刀快速退回原位,完成拉削运动循环。
3.工艺装置制造及安装注意事项
(1)本装置对传动丝杠和螺母的传动精度要求并不太高,由于此传动副主要承受拉力,所以建议螺母材料采用高强度的球墨铸铁,丝杠材料采用40Cr或45钢,锻造后进行调制处理,保证其强度。
(2)为尽量避免机床主轴承受拉力而使拉力完全传导至前支架8,要求定位套6两端面进行磨削加工,其平行度不大于0.01mm/100mm。
(3)同样为了将拉力传导至床身并增加前支架的刚度,前支架的底面与端面的垂直度不大于0.03mm/300mm并且支架底面与导轨的接触面要求刮研后不小于15点/(25mm×25mm)。
(4)必要时可以在导轨之间增设紧固板以增强前后支架的强度和刚度。
由于这种简易工艺装置的实用性、可拆卸性良好,成本低廉,产品质量好,既省去了机械加工企业购置专业机床的大量资金,又增强了普通机床的通用性及新功能拓展。我们已经将此装置广泛应用于各种回转体轴端的异形截面孔的加工,并在与同行业的技术交流中进行了推广,具有极好的社会效益。
